| Titel: | Ueber die Fabrikation von Gußeisenwaaren. Von Calla, Vater und Sohn. |
| Fundstelle: | Band 42, Jahrgang 1831, Nr. LXXXVIII., S. 315 |
| Download: | XML |
LXXXVIII.
Ueber die Fabrikation von Gußeisenwaaren. Von
Calla, Vater und
Sohn.Die Verfasser dieser Abhandlung erhielten den von der Société d'encouragement ausgesezten Preis von 6000
Franken fuͤr das Gießen in Eisen solcher Gegenstaͤnde, die nach
dem Gusse noch einer weiteren Bearbeitung beduͤrfen. A. d. O.
Aus dem Bulletin de la Société
d'encouragement. Junius 1831, S. 314 und Julius S.
352.
Mit Abbildung auf Tab.
VI.
Calla, uͤber die Fabrikation von Gußeisenwaaren
Von den Eigenschaften des Gußeisens.
I. Das Gußeisen, welches in Formen oder Model gegossen werden, und dann noch weitere
Bearbeitungen erleiden soll, muß folgende Eigenschaften besizen:
1) Es muß weich oder mild seyn.
2) Es muß Zaͤhigkeit und etwas Elasticitaͤt besizen.
3) Es darf sich nur wenig zusammenziehen.
4) Es muß fluͤssig seyn, und lang fluͤssig bleiben.
5) Es muß gesund seyn, d.h. es darf an den gegossenen Stuͤken weder Blasen,
noch Aschadern, noch poroͤse Stellen hervorbringen.
In einigen Faͤllen sind jedoch nicht alle diese Bedingungen, sondern nur
einige derselben erforderlich; so reicht es z.B. fuͤr kleine Stuͤke,
welche gedreht oder gefeilt werden sollen, hin, wenn der Guß weich, fluͤssig
und gesund ist, waͤhrend fuͤr Stuͤke, die große Lasten zu
tragen haben, und die zugleich eine groͤßere Ausdehnung und eine mehr
zusammengesezte Form besizen, die Zaͤhheit und das geringe Zusammenschrumpfen
(retrait) die unerlaͤßlichsten Eigenschaften
sind. Im Allgemeinen kann aber ein Gießer, der sich mit Arbeiten in Gußeisen jeder
Art abgibt, nur dann in jedem Falle des Erfolges sicher seyn, wenn sein Material die
angegebenen Eigenschaften im hoͤchsten Grade von Vollkommenheit besizt.
II. Das Gußeisen, welches wir gewoͤhnlich in unserer Fabrik anwenden, wird in
England in den Oefen von Beaufort, Clydach, Merthyrtidvil und in den Oefen von Clyde
in Schottland erzeugt. Dieser leztere Ofen und jener zu Old-Park in England
liefern, unserem Wissen nach, das beste Gußeisen; der Preis desselben ist aber auch
um etwas hoͤher. Das Gußeisen der Oefen zu Old-Park ist das Einzige,
von welchem wir bisher fanden, daß es alle die erforderlichen Eigenschaften
vollkommen mit einander vereinigt.
III. Wir wenden auch franzoͤsisches Gußeisen von den Hochoͤfen der
Franche-Comté und von Fourchambault im Departement de la Nièvre an. Das Fabrikat der ersteren besizt oft
alle die angegebenen Eigenschaften auf eine sehr guͤnstige Weise mit einander
verbunden, so daß wir nicht anstehen wuͤrden demselben vor allen fremden
Erzeugnissen den Vorzug einzuraͤumen, wenn es nicht den groben Fehler
haͤtte, daß oft in einer und derselben Sendung Materialien von sehr
verschiedener Guͤte enthalten sind. So ist es z.B. gar nicht selten, daß in
einer Lieferung von 50,000 Kilogrammen dieses Gußeisens 20,000 Kilogrammen von ganz
vortrefflicher Guͤte, 20,000 Kilogr. von mittlerer Guͤte und 10,000
Kilogr. ganz schlechtes Gußeisen enthalten sind. Diese Unvollkommenheit scheint uns
von einem Mangel an Geschiklichkeit, und vielleicht noch mehr von einem Mangel an
Sorgfalt der Arbeiter herzuruͤhren, die mit der Leitung der Hochoͤfen
beauftragt sind. Wir hoffen daher, daß diese Nachtheile in Kurzem den Anstrengungen
werden weichen muͤssen, welche unsere Huͤttenmeister zur Verbesserung
ihrer Produkte machen. Die geringe Hoͤhe der Hochoͤfen scheint uns
gleichfalls noch eine Ursache der Ungleichheit der Guͤte ihrer Erzeugnisse zu
seyn.
Das Gußeisen von Fourchambault, welches wir bisher anwendeten, und welches unter dem
Namen Gußeisen von Charbonniere bekannt ist, ist sehr leicht fluͤssig und
sehr mild, allein es fehlt ihm an Zaͤhigkeit.
Kennzeichen der Guͤte des Gußeisens in
Gaͤnsen.
IV. Es ist sehr schwierig im Voraus uͤber die guten Eigenschaften des
Gußeisens ein richtiges Urtheil zu faͤllen; denn wenn wir auch viele gewisse
Kennzeichen besizen, aus welchen wir auf die schlechten Eigenschaften desselben
schließen koͤnnen, so fehlt es uns doch noch an solchen, die uns uͤber
die guten einen ganz sicheren Aufschluß geben koͤnnen.
Der Bruch einer Gans von gutem Gusse zeigt fast immer ein Korn von mittlerer
Groͤße, welches gegen die Raͤnder hin etwas gedraͤngter oder
dichter wird. Die Farbe des inneren Theiles des Bruches ist bleigrau; gegen die
Raͤnder zu ist dieselbe etwas dunkler, und daher ruͤhrt der Name
grauer Guß (fonte grise), welchen man dem weichen oder
milden Gußeisen beigelegt hat. Zu bedauern ist jedoch, daß man, obwohl alles weiches
Gußeisen dieses Aussehen hat, daraus doch noch nicht schließen darf, daß alles
Gußeisen welches so aussieht, auch wirklich weich ist: es geschieht naͤmlich
sehr oft, daß von zwei Gaͤnsen von einem und demselben Herde, die dem Auge
nach die angegebenen Eigenschaften in ganz gleichem Grade zu besizen scheinen, die
eine ein sehr gutes, die andere hingegen ein schlechtes Resultat gibt.
1) Wenn das Gußeisen einen sehr weißen und blaͤtterigen Bruch zeigt, wenn es
zinn- oder silberweiß ist, so wird es hart und bruͤchig seyn.
2) Wenn es auf dem Bruche beinahe eben, weniger weiß und mit kleinen schwarzen Fleken
uͤbersaͤet ist, so ist es, wie man zu sagen pflegt, fleckig (truitée), und hart und bruͤchig, jedoch in
einem geringeren Grade, als im ersten Falle.
3) Wenn die obere OberflaͤcheUnter oberer Oberflaͤche versteht man diejenige, welche im Momente der
Fabrikation die obere ist. A. d. O. der Gans oder des Stuͤkes Gußeisen, welches man untersucht, voll
kleiner Stiche ist, so kann man als sehr wahrscheinlich annehmen, daß das Gußeisen
nach dem Schmelzen hart seyn wird.
4) Dasselbe Resultat kann man erwarten, wenn das Gußeisen auf seiner oberen
Oberflaͤche Hoͤhlungen mit tiefen Eindruͤken zeigt.
5) Wenn man mit einem Hammer einige duͤnne Kanten einer Gans
abschlaͤgt, deren Bruch im Allgemeinen die Zeichen eines guten Gusses
darbietet, und wenn diese abgeschlagenen Splitter im Gegentheile einen weißen Bruch
zeigen, so wird der Guß nach dem Schmelzen gleichfalls hart seyn.
6) Ein sehr reiches und mildes Gußeisen bricht leicht; ebenso verhaͤlt sich
auch ein mageres und hartes, waͤhrend eines von mittlerer Guͤte mehr
Widerstand leistet.
7) Das milde und doch bruͤchige Gußeisen leistet oft nach dem Schmelzen einen
groͤßeren Widerstand, ohne daß dadurch seine Weichheit bedeutend
veraͤndert wuͤrde.
8) Ein Gußeisen, welches vor dem Schmelzen Widerstand leistet, und nach dem Schmelzen
seine Milde oder Weichheit beibehaͤlt, behaͤlt nach diesem Schmelzen
auch noch seine Zaͤhigkeit, oder erlangt dieselbe sogar noch in einem
hoͤheren Grade.
Von dem Ofen und dem Winde, insofern sie die Erhaltung und die
Guͤte des Metalles betreffen.
V. Das Gußeisen wird beim Schmelzen jedes Mal schlechter, weil ihm eine
groͤßere oder geringere Menge seines Kohlenstoffes durch den schnellen
Durchgang der zur Beschleunigung der Verbrennung der Kokes noͤthigen Luft
entzogen wird. Dieser Einfluß des Windes auf das Gußeisen kann nicht in Zweifel
gezogen werden, weil derselbe die Basis der ersten Operation ist, die das Gußeisen
bei der Erzeugung von Roheisen erleidet, und weil die Entkohlung des Gußeisens
wirklich dadurch geschieht, daß man das Rohr des Blasebalges auf das
fluͤssige Gußeisen leitet.
VI. Um nun diese verdruͤßliche und bei den Oefen zur zweiten Schmelzung
unvermeidliche Wirkung so viel als moͤglich zu vermindern, muß man trachten,
daß das Gußeisen so schnell als moͤglich in Fluß kommt, und daß es, wenn es
ein Mal fluͤssig geworden, nicht mehr laͤnger mit dem Luftstrome in
Beruͤhrung bleibt. Dieß erreichen wir nun vollkommen mit einem Ofen von
folgender Groͤße.
Ganze Hoͤhe von der Sohle bis zum
Loche des Ofenkaͤmines
2 Met.
– Cent.
Hoͤhe der Blasebalgroͤhre
uͤber der Sohle
0 –
25 –
Durchmesser des Ofens an der tiefsten
Stelle
0 –
65 –
Durchmesser desselben bei der
BlasebalgroͤhreDieser Durchmesser steigt durch das Schmelzen des Sandes oft auf 65 CentimeterCentimer und daruͤber; sobald derselbe aber ein Mal bis auf
0,75 Meter gestiegen, muß der Ofen sogleich neu gebaut werden.
0 –
60 –
Durchmesser desselben bei dem Loche des
Ofenkamines
0 –
50 –
Durchmesser der Luftroͤhre
0 –
057 –
Das Volumen Luft, welches dadurch in den Ofen geleitet wird, betraͤgt 12
Kubikmeter auf die Minute.
Die Stuͤke, welche wir schmelzen, wiegen kaum uͤber 5 Kilogrammen. Wenn
wir unter den hier angegebenen Umstaͤnden und mit gutem Metalle arbeiten, so
erhalten wir fast immer ein sehr mildes und sehr fluͤssiges Gußeisen.
Von dem Hartwerden, welches auf der Oberflaͤche der
duͤnnen Stuͤke eintritt, und von den Mitteln demselben vorzubeugen
und abzuhelfen.
VII. Jedes Gußeisen wird hart, wenn man es neuerdings schmilzt, und dieß ist die
Hauptursache des Hartwerdens der gegossenen Arbeiten. Eine andere Ursache desselben
liegt in der Haͤrtung, welche die Stuͤke erleiden, wenn man sie in
kalte und harte Model gießt: um diesem nachtheiligen Uebelstande abzuhelfen, hat man
versucht das Gußeisen in sehr heiße Model zu gießen; allein dieses Verfahren ist
unbequem, kostspielig, schwer anwendbar und beinahe unausfuͤhrbar, wenn man
mit großen Quantitaͤten arbeitet.
VIII. Wir koͤnnen nicht umhin hier folgende sehr nuͤzliche Bewerkung zu
machen. Man glaubte, daß man durch Gießen des Eisens in Model aus gruͤnem
oder frischem Sande haͤrtere Stuͤke erhaͤlt, als wenn man
dasselbe in Model aus getroknetem Sande gießt, und suchte den Grund davon in dem
Wasser, welches in den Modeln der ersten Art enthalten ist, und beim Gießen mit dem
fluͤssigen Gußeisen in Beruͤhrung kommt. Man schloß hieraus ferner,
daß die Haͤrtung an den Kanten und den Oberflaͤchen der gegossenen
Stuͤke merklich staͤrker seyn muͤsse. Wir fanden jedoch, daß
gerade das Gegentheil Statt hat, und suchen dieses auf folgende Weise zu
erklaͤren.
Der gruͤne Sand ist zwar kaͤlter als der getroknete, allein er ist viel
weniger compact, so daß folglich seine Oberflaͤche, welche mit dem Gußeisen
in Beruͤhrung kommt, weit leichter im Stande ist, sich auf einen solchen Grad
von Hize zu erwaͤrmen, daß dadurch diese Art von Haͤrtung vermindert
wird. Der getroknete Sand hingegen, welcher immer sehr hart, und selten
waͤrmer ist, als die Luft, die ihn umgibt, wirkt auf das Gußeisen beinahe
ebenso wie ein kalter Stein, den man mit demselben in Beruͤhrung bringt.
IX. Wenn man nicht fuͤrchten muͤßte, die Formen der Model zu
verkleistern, so waͤre es gut eine dike Schichte Holzkohlenpulver
aufzutragen, und zwar entweder mit Wasser angeruͤhrt mittelst eines Pinsels,
oder durch Aufstreuen auf die Oberflaͤche; auf diese Weise wuͤrde
naͤmlich das Hartwerden der Oberflaͤchen sicher vermieden werden. Es
wird immer gut seyn dieses Verfahren, welches auch noch andere Vortheile darbietet, anzuwenden,
jedoch mit all der Vorsicht, die zur Erhaltung der Schaͤrfe der
Abdruͤke nothwendig ist.
X. Es gibt gewisse Formen von Arbeiten, deren Kanten sehr scharf und duͤnn
sind, und die folglich an diesen Stellen immer hart werden, wenn das Material, aus
welchem man dieselben bereitet, auch noch so gut ist. Solchen Stuͤken kann
man leicht wieder jeden beliebigen Grad von Weichheit geben, man braucht dieselben
nur noch ein Mal in Kohlenstaub oder selbst in Kokespulver auszugluͤhen. In
dem angegebenen Falle reicht ein Gluͤhen durch 12 Stunden hin; wurden aber
die Stuͤke, die man ausgluͤhen will, aus einem sproͤden
Gußeisen verfertigt, oder sind dieselben durch wiederholtes Gluͤhen
sproͤde geworden, und hat die Haͤrte eine gewisse Tiefe erreicht, so
muß die Laͤnge der Dauer des Ausgluͤhens im Verhaͤltnisse zur
Tiefe der Haͤrtung zunehmen. Uebrigens gilt als allgemeine Regel, daß beim
Ausgluͤhen die Temperatur so hoch als moͤglich seyn muß, ohne daß
jedoch die Stuͤke dadurch in Fluß kommen oder ihre Form
veraͤndern.
XI. Zum Ausgluͤhen, welches nur einige Stunden dauern soll, braucht man die
Stuͤke, die weicher gemacht werden sollen, bloß in eine Buͤchse zu
bringen, und diese Buͤchse in einen offenen, aus feuerfesten Ziegeln
erbauten, Ofen zu stellen, dessen horizontale Dimensionen hoͤchstens um 2
Decimeter groͤßer sind, als jene der Buͤchse, und dessen Hoͤhe
hoͤchstens um 20–30 Centimeter jene der Buͤchse
uͤbertrifft. Der Boden dieses Ofens besteht durchaus aus einem Roste, auf den
man zuerst ein Bett aus kleinem Holze, dann eine Lage Kokes von 7–8
Centimeter Dike, und dann das auszugluͤhende Gefaͤß bringt, welches
man durch feste Stuͤzen 10 Centimeter hoch uͤber dem Roste
haͤlt. Hierauf umgibt man das Gefaͤß mit Kokesstuͤken von
mittlerer Groͤße, bedekt dasselbe dann mit demselben Materiale, und schließt
den Ofen mit einer Platte aus Gußeisen, in der sich große Oeffnungen befinden, die
man nach Belieben schließen oder offen lassen kann, um dadurch das Feuer in dem
gehoͤrigen Grade von Thaͤtigkeit zu erhalten.
Wenn alle diese Vorbereitungen getroffen sind, so zuͤndet man den Ofen an und
laͤßt das Brennmaterial sich verzehren. Bemerkt man, daß die Verbrennung
beinahe beendigt ist, so schließt man saͤmmtliche Oeffnungen der oben
beschriebenen Eisenplatte: diese Vorsicht ist noͤthig, um dadurch den Apparat
allmaͤhlich bis auf eine Temperatur abzukuͤhlen, welche unter jener
steht, bei welcher das polirte Eisen gefaͤrbt wird.
XII. Will man das Ausgluͤhen laͤnger als 12 Stunden fortsezen, oder
sind die Stuͤke, die man ausgluͤhen will, und die Buͤchsen, in welchen sie enthalten
sind, von sehr bedeutender Groͤße, so muß man statt des einfachen eben
beschriebenen Ofens eine Art von Reverberirofen anwenden, in welchem ein Rost, ein
Herd, ein Aschenherd, ein Kamin und eine Kammer oder ein Raum angebracht ist, der
zur Aufnahme der auszugluͤhenden Buͤchse bestimmt ist. Es erhellt von
selbst, daß die inneren Dimensionen dieser Kammer nicht viel groͤßer seyn
duͤrfen, als jene des Gefaͤßes, das sie aufnehmen soll; diese
Vorkehrung ist durchaus nothwendig, damit die Erneuerung des Brennmateriales
geschehen kann, ohne dabei die Arbeit merklich abzukuͤhlen.
XIII. Die Ausgluͤhbuͤchsen werden gewoͤhnlich aus Gußeisen
verfertigt; sie dauern sehr lang, wenn man ihre aͤußere Oberflaͤche
etwas rauh laͤßt, und wenn man dieselben sorgfaͤltig mit einem
Gemische aus Sand und Thon beschlaͤgt.
XIV. Es scheint, daß einiges weißes Gußeisen von ganz eigener Natur hartnaͤkig
auch einem noch so lang fortgesezten Ausgluͤhen widersteht; allein diese Art
von Gußeisen trifft man nur selten in den Gießereien.
Von den Eingußroͤhren und Gußzapfen.
XV. Der Zwek der ersteren ist, alle Theile des Models mit einer hinreichenden Menge
Materiales zu versehen, mit der Vorsicht jedoch, daß die Formen desselben nicht
durch die Stroͤmung des Metalles verdorben werden.
Wenn die Stuͤke, die gegossen werden sollen, im Vergleiche zu ihrer Masse nur
eine geringe Ausdehnung besizen, so braucht es nichts weiter als diesen lezten
Umstand zu beruͤksichtigen. Zu diesem Behufe bringt man die Gußrinne neben
den, von dem Modelle gelassenen leeren Raum, und oͤffnet dann einen
horizontalen Verbindungsarm. Bloß die Erfahrung kann die Groͤße der
Hauptgußrinnen und der Verbindungseingußroͤhren bestimmen. Man muß denselben
eine hinlaͤnglich große Oeffnung geben, damit das Metall mit Leichtigkeit in
alle Theile des Models gelangen kann; unumgaͤnglich nothwendig ist es aber,
daß man diese Oeffnung da wo die Eingußroͤhren die Stuͤke
beruͤhren, auf ihr Minimum bringt, um die Stuͤke leicht
abloͤsen zu koͤnnen.
XVI. Gegenstaͤnde von großer Ausdehnung, aber von geringer Dike erfordern bei
der Zurichtung der Eingußroͤhren ganz besondere Vorsichtsmaßregeln, die wir
hier angeben wollen.
Damit das geschmolzene Metall schnell und in großer Menge in alle, von dem Model
freigelassenen, Umrisse gelange, muß es einen weiten Ausgang finden; da aber die
geringe Dike des Stuͤkes, welches gegossen werden soll, fordert, daß die Weite der
Eingußroͤhren, welche den Model speisen, so viel als moͤglich
vermindert wird, so muß man, um diese beiden einander entgegengesezten Bedingungen
zugleich zu erfuͤllen, parallel mit dem Rande des zu gießenden Stuͤkes
einen Kanal in den Model graben, der so tief ist, daß das Gußeisen, waͤhrend
es denselben durchlaͤuft, nicht erstarren kann. Ist diese Vorsicht getroffen,
so oͤffnet man die zahlreiche Reihe sehr kleiner
Verbindungsoͤffnungen, die sich zwischen diesem Kanale und dem Rande des
Stuͤkes befinden. Sollte eine einzige, auf diese Weise eingerichtete Gußrinne
nicht hinreichen, so muͤßte man, je nachdem es die Arbeit erfordert, deren 2,
3, 4 und noch mehr anbringen, um das Metall mit einer gleichen Zahl von
Gießloͤffeln eingießen zu koͤnnen.
XVII. Will man Stuͤke von etwas bedeutender Groͤße, besonders
Stuͤke von einiger Hoͤhe, in gruͤnen Sand gießen, so muß man
den Sand der Model compacter machen, und zwar vorzuͤglich an den unteren
Theilen. Das Mittel, welches man hier anwendet, wird zwar in jedem Falle von Nuzen
seyn; allein in diesem ist es unumgaͤnglich nothwendig. Dieses Mittel besteht
nun darin, daß man die ganze Dike des Sandes bis auf die Oberflaͤche des
Models (welches man erst nachdem diese Operation geschehen, aus dem Model nehmen
darf) mit einem sehr spizigen Spieße aus Eisen oder Stahldraht von beilaͤufig
2 Linien Dike durchsticht. Diese Stiche, die in sehr großer Menge angebracht werden
muͤssen, sind gegen die Spize hin, mit welcher sie das Stuͤk
beruͤhren, zu klein, als daß sie das Gußeisen entweichen lassen
koͤnnten; sie reichen jedoch hin, um dem Gase leichten Ausgang zu lassen.
Diese Oeffnungen nun kann man die Luftloͤcher fuͤr den Guß in
gruͤnen Sand nennen.
XVIII. Diese Art von Luftloͤchern wird auch angewendet, um den Ausgang des
Gases in den großen, in gruͤnen Sand gemachten Kernen zu erleichtern. Man
macht zu diesem Zweke in die aͤußere Oberflaͤche dieser Kerne eine
Hoͤhle, die man mittelst eines Haupt-Luftloches mit dem Aeußeren des
Models in Verbindung sezt, und richtet dann die Stiche so, daß sie mit ihren
weiteren Enden saͤmmtlich in diese Hoͤhle fallen.
XIX. Bei Stuͤken von bedeutender Hoͤhe ist besonders zu
fuͤrchten, daß das Metall bei seinem Herabfallen im Inneren des Models
Zerstoͤrungen anrichtet. Um dieß zu vermeiden, wendet man die in der Praxis
sogenannte Coulée à la remonte an, die
darin besteht, daß man einen oder mehrere horizontale Eingußroͤhren von der
ganzen Hoͤhe des Models anbringt. Diese Roͤhren kruͤmmen sich
an ihrem unteren Theile um, und treten dann in den leeren Raum des Models, so daß
auf diese Weise das Gußeisen nur mit dem gehoͤrigen Grade von Schnelligkeit in
diesem leeren Raume emporsteigen kann.
XX. Man gießt zuweilen auch so, daß man den Modeln eine Neigung gibt; dieses
Verfahren ist vortrefflich, wenn das zu gießende Stuͤk zahlreiche
Verzweigungen, oder bei geringer Dike eine große Oberflaͤche hat, und wenn
man es zu gleicher Zeit, theils wegen der geringen Schwere dieser Stuͤke,
theils aus irgend einem anderen Grunde, nicht geeignet findet, mit mehreren
Loͤffeln auf ein Mal zu gießen. Wuͤrde man Gegenstaͤnde dieser
Art in horizontaler Stellung gießen, so koͤnnte, wie man wohl leicht
einsieht, das Gußeisen (da es nicht gezwungen wird sich bei seinem Eintritte in den
Model an die eine Stelle fruͤher, als an die andere zu begeben), leicht an
einen anderen Ort fließen, nachdem es kaum angefangen hat den einen Theil des leeren
Raumes auszufuͤllen, so daß es auf diese Weise in den ersten, noch
unvollkommen gebliebenen Theilen schon erkalten wuͤrde. Gießt man hingegen in
einen schief geneigten Model, so dringt das Gußeisen allmaͤhlich in alle
Theile desselben, und fuͤllt ihn auf diese Weise ohne leere
Zwischenraͤume zu lassen.
Von dem Sande.
XXI. Der zum Gießen in gruͤnen Sand bestimmte Sand muß sehr fein seyn, ohne
uͤbrigens ganz unfuͤhlbar zu seyn; er muß eine hinreichende Menge Thon
enthalten, damit er, wenn er so befeuchtet ist, wie ihn die Gießer brauchen, die
Form behaͤlt, die man ihm mit der Hand gibt; dieser Thongehalt darf jedoch
auch nicht groͤßer seyn, damit man schon durch einen leisen Druk mit dem
Finger die dem Sande gegebene Form zerstoͤren kann.
Sand, der sich nicht in der Hand ballen ließe, der aber unter dem Druke entweichen
wuͤrde, wuͤrde zu mager seyn, so daß die Model nicht im Stande
waͤren die Eindruͤke der Modelle zu behalten, und bei der
Fuͤllung jedes Mal leicht dem Druke des Gußeisens nachgeben wuͤrden.
Naͤhme man hingegen zu fetten Sand, so wuͤrde derselbe eine zu wenig
poroͤse Masse bilden, so daß die, waͤhrend des Gusses sich
entwikelnden, Gasarten nicht entweichen koͤnnten, und daher leicht Blasen in
den gegossenen Stuͤken erzeugen wuͤrden.
Das Muster N. 1 zeigt einen Sand, wie er fuͤr
Arbeiten dieser Art am besten paßt; er ist aus den Sandgruben von Fontenay-aux-Roses bei Paris genommen.
XXII. Der Sand, dessen man sich zu den sogenannten Kernen in Sand (noyaux en sable) bedient, muß magerer seyn, damit er den
Gasen noch freieren Austritt gestattet, waͤhrend das fluͤssige Metall
diese Kerne beinahe von allen Seiten umgibt. Es versteht sich wohl von selbst, daß er hier
auch nicht so fein zu seyn braucht. In der Umgegend von Paris fanden wir keinen
Sand, der genau den hiezu noͤthigen Grad von Consistenz gehabt hatte; wir
wenden jedoch den Sand N. 2 aus den Sandgruben von
Belleville bei Paris an, indem wir denselben mit gleichen Theilen des Sandes N. 1 vermengen.
XXIII. Der Sand, welcher sich bei Verfertigung der Model in unmittelbarer
Beruͤhrung mit den Modellen befindet, muß vorher eine eigene Zubereitung
erleiden; er muß naͤmlich zuerst calcinirt werden, und diese Operation
geschieht gewoͤhnlich in den Schmelzoͤfen nach beendigtem Schmelzen.
Zu diesem Behufe reinigt man, wenn alle gluͤhenden Kokes, die in dem Ofen
enthalten waren, entfernt sind, die Sohle des Ofens mit groͤßter Sorgfalt,
verschließt dann die untere Oeffnung, und schuͤttet 2 bis 3 Koͤrbe
Sand hinein. Am Morgen des naͤchstfolgenden Tages findet man diesen Sand
hinreichend ausgegluͤht, worauf man ihn durch ein feines Sieb siebt, und mit
Steinkohlenpulver vermengt.
Der Sand N. 1 ist vorzuͤglich zu dem eben
angegebenen Zweke bestimmt; ein etwas magererer und groͤberer Sand eignet
sich besser zum Ausfuͤllen des uͤbrigen Theiles des leeren Raumes des
Formrahmens. Wir bedienen uns hiezu des Sandes N. 3, der
von den Sandgruben zu Montrouge kommt. Zu Stuͤken von sehr großem Umfange
endlich ist es besser, wenn man einen strengfluͤssigeren Sand anwendet. Wir
fanden, daß eine Mischung zu gleichen Theilen aus dem Sande N. 3 und jenem N. 4, der von Viroflay bei
Versailles kommt, am besten hiezu tauge, und zwar sowohl zu dem zubereiteten Sande,
als zu jenem, der zum Ausfuͤllen des Models bestimmt ist.
Jener Sand, welcher bei Verfertigung des Models in unmittelbare Beruͤhrung mit
den Modellen kommt, muß mit Steinkohlenpulver gemengt und abgerieben werden. Zu
diesem Zweke verdient eine weniger fette Steinkohle, d.h. eine solche, welche beim
Brennen in Stuͤken sich wenig aufblaͤht, und ihre Form beinahe
beibehaͤlt bis sie zu Pulver zerfaͤllt, den Vorzug. Von Wichtigkeit
ist es auch, daß diese Steinkohle in ein sehr feines und beinahe unfuͤhlbares
Pulver verwandelt werde, indem eine grob gepulverte Kohle die Oberflaͤche der
Stuͤke rauh und voll weißer Fleken macht.
Dieses Gemeng muß nun um so weniger Steinkohlen enthalten, je duͤnner die
Gegenstaͤnde sind, welche man abmodeln will. Fuͤr Stuͤke von
weniger als 5 Millimeter in der Dike muß ungefaͤhr 1 Theil Steinkohlen auf 22
Theile Sand kommen. Fuͤr Stuͤke von 5 bis 15 Millimeter Dike soll 1
Theil Steinkohle auf 18 Theile Sand, und fuͤr Stuͤke von 15 bis 20 Millimeter
Dike 1 Theil Kohle auf 14 Theile Sand kommen, u.s.f.
Um nun den auf diese Weise gemengten Sand zu zerreiben, gibt man demselben zuerst
einen solchen Grad von Feuchtigkeit, wie er zum Abmodeln nothwendig ist, und
zermalmt ihn dann mit einer Walze aus hartem Holze, die man fest haͤlt, ohne
ihr zu gestatten sich umzudrehen. Diese Operation sezt man so lang fort, bis die
Mischung vollkommen geschehen ist, und bis man beim Befuͤhlen derselben keine
Knoten mehr in ihr entdekt.
Von dem Abformen oder Abmodeln.
XXIV. Man unterscheidet drei verschiedene Arten des Abformens zum Gießen in Eisen;
naͤmlich:
1) das Abmodeln in Erde;
2) das Abmodeln in getroknetem Sande;
3) das Abmodeln in gruͤnem Sande.
Die beiden ersten Methoden haben seit sehr langer Zeit keine merkliche Verbesserung
erfahren; das Verfahren, welches man bei denselben anwendet, ist seit geraumer Zeit
uͤberall bekannt. Nicht so verhaͤlt es sich mit dem Abformen in
gruͤnem Sande, welches wir hier zu beschreiben versuchen wollen.
XXV. Wir haben bereits oben die tauglichste Art des Sandes zum Abformen in
gruͤnem Sande bezeichnet. Jedermann weiß auch, daß man, nachdem man die
Gegenstaͤnde aus den Modeln genommen, den Sand aufbewahrt, der zur
Verfertigung derselben gedient hat; waren jedoch diese Gegenstaͤnde groß, so
ist es jedes Mal gut, wenn man jenen Sand wegwirft, der dieselben zunaͤchst
beruͤhrte, indem derselbe so verbrennt ist, daß er alle Consistenz verloren
hat. – Auf den ruͤkstaͤndigen Sand gießt man etwas Wasser, und
dieser Grad von Feuchtigkeit, den man ihm gibt, ist von großer Wichtigkeit; er muß
naͤmlich gerade so groß seyn, daß der Sand die zum Abformen noͤthige
Consistenz erhaͤlt; denn macht man denselben etwas mehr naß, so wuͤrde
das Gußeisen wie es in den Model gelangt, zu sprudeln anfangen. Ist dieß geschehen,
so schlaͤgt man ihn, mischt ihn mit der Schaufel, und siebt ihn durch ein
Sieb mit Maschen von 0 M, 01 Cent.
XXVI. Die Rahmen, welche man zum Abformen in gruͤnem Sande anwendet, sind
jenen aͤhnlich, die man zum Abformen mit getroknetem Sande benuzt; d.h. sie
haben gewoͤhnlich eine vierekige Form, und bestehen aus zwei Theilen: einem
unteren und einem oberen. Nur sind dieselben fast jedes Mal 2 und selbst 3 Mal so
hoch, als die Rahmen zum Abformen mit getroknetem Sande sind, indem der
gruͤne Sand einen weit geringeren Grad von Consistenz besizt. Ueberdieß muͤssen quer
durch den oberen Theil auf die Kante gestellte Balken laufen, die ungefaͤhr
bis auf 2/3 der Hoͤhe desselben herabreichen, und die an den kleinen Rahmen
10–15, an den großen hingegen 15–25 Centimeter von einander entfernt
sind.
XXVII. Man richtet eine vollkommene ebene Tafel her, die etwas groͤßer ist als
der Rahmen, sezt auf diese das Modell in der Art, daß jede Seite des Modelles mit
derselben in Beruͤhrung kommt, welche die Fuge des Models in eine und
dieselbe Ebene bringen muß, uͤberstreut dann das Ganze mit troknem, sehr
feinem Sande, und blaͤst auf das Modell, damit nur auf der Tafel etwas davon
zuruͤkbleibe. Hierauf bedekt man mittelst eines Siebes mit Maschen von 0,003
Meter fuͤr die kleineren, und von 0,006 Met. fuͤr die groͤßeren
Gegenstaͤnde dieses Modell mit praͤparirtem Sande (§. XXIII);
diesen Sand druͤkt man mit den Fingern gegen die ganze Oberflaͤche des
Modelles, worauf man dann den ganzen Rahmen mit gewoͤhnlichem Sande
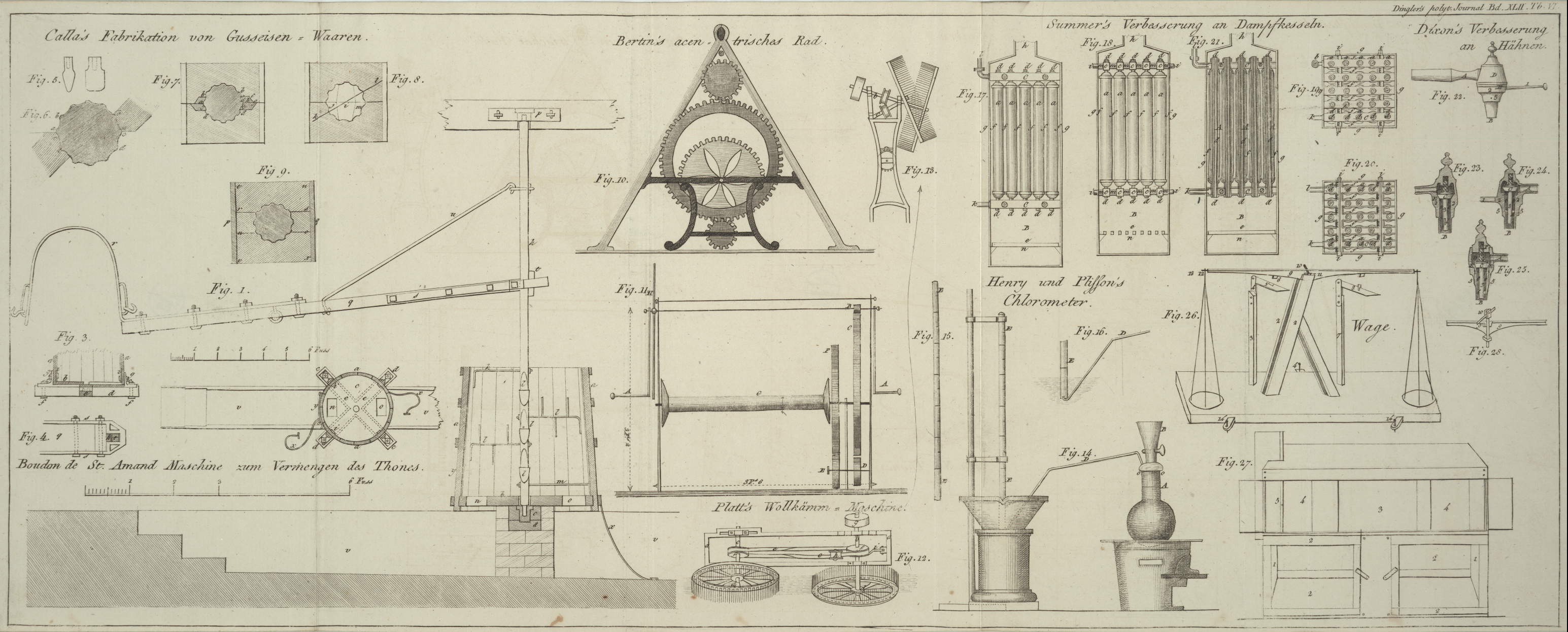
fuͤllt, und ihn mittelst eines gußeisernen Ausstopfers von der in Fig. 5
gegebenen Form, der an einem langen hoͤlzernen Griffe befestigt ist,
eindruͤkt. Wenn der Rahmen ganz mit Sand gefuͤllt ist, so
schlaͤgt man ihn mit einem anderen breiten, flachen und gleichfalls
bestielten Ausstopfer, der 3 Kilogrammen wiegt, krazt mit einem Richtscheite das ab,
was allenfalls uͤber die Raͤnder des Rahmens herausragt,
uͤberstreut die Oberflaͤche mit trokenem Sande, und kehrt zulezt den
auf diese Weise gefuͤllten Theil des Rahmens um, so daß das Modell sich oben
befindet.
XXVIII. Die groͤßte Aufmerksamkeit muß man auf den Grad von Haͤrte
wenden, den man dem Sande der Model zu geben hat; fuͤr kleine Stuͤke
darf derselbe nur wenig eingestampft werden, so daß noch ein leiser Druk mit dem
Finger einen Eindruk hervorzubringen im Stande ist; dieser Grad von Festigkeit muß
aber mit der Dike und Staͤrke der zu gießenden Arbeiten zunehmen.
Wenn dieser Theil des Rahmens auf diese Weise umgekehrt ist, so bedient sich der
Abmodler einer kleinen staͤhlernen Kelle, um alle Kanten des Modelles gut
loszumachen; um den Sand, welcher dasselbe umgibt, zu befestigen, und um die
Oberflaͤche des Models glatt zu machen, uͤberstreut er diese
Oberflaͤche mit trokenem Sande, und blaͤst denselben von dem Modelle
ab, worauf er den oberen Theil des Rahmens auf den unteren sezt.
XXIX. Hierauf beschaͤftigt sich der Arbeiter damit, fuͤr die
Eingußroͤhren und Luftloͤcher den gehoͤrigen Raum zu erhalten;
dieß geschieht nun dadurch, daß derselbe an den gehoͤrigen Stellen
Stuͤke Holz von entsprechender Groͤße und von etwas kegel- oder
pyramidenfoͤrmiger Gestalt anbringt. Diese Stuͤke Holz befestigt er mit etwas Sand, den er
rings herum andruͤkt, worauf er dann den zweiten Theil des Rahmens auf
dieselbe Weise fuͤllt, wie den ersten, nur daß er den Sand etwas weniger fest
eindruͤkt.
Ist der Sand eingestampft und abgekrazt, so sticht der Arbeiter auf die, in §.
XVII angegebene, Weise mit einer scharfen Spize eine große Menge kleiner
Loͤcher; er nimmt dann die Stuͤke Holz heraus, welche die
Eingußloͤcher und Luftloͤcher bildeten, nachdem er vorher die Oeffnung
mit den Fingern erweitert hat, und hebt hierauf den oberen Theil des Rahmens ab.
Dann werden, nach der in §. XV und XVI angegebenen Methode die Verbindungen
zwischen den Eingußroͤhren und dem Modelle hergestellt, worauf der Arbeiter
das Modell mittelst eiserner Zapfen erschuͤttert, die in Loͤcher,
welche eigens zu diesem Zweke offen gehalten wurden, eingefuͤhrt und
eingeschraubt sind, und auf welche er mit einem Hammer so schlaͤgt, daß die
Staͤrke der Schlaͤge in gehoͤrigem Verhaͤltnisse mit der
Ausdehnung des Modelles stehe. Dieselben Zapfen dienen auch zum Wegheben des Models.
Diese lezte Operation, welche man das Entmodeln (demoulage) nennt, erfordert die groͤßte Sorgfalt,
und wenn das Stuͤk nur etwas groß ist, so soll der Abmodler hiezu so viele
Arbeiter zu Huͤlfe rufen, als ihm von Nuzen seyn koͤnnen, um das
Modell gut zu leiten, und um sicher zu seyn, daß im Model nichts in Unordnung
geraͤth. Eine geringe Nachlaͤssigkeit beim Entmodeln veranlaßt oft
eine sehr langwierige Arbeit, um die dadurch hervorgebrachten Fehler wieder
auszubessern; und nur sehr schwer gelingt es dieselbe Reinheit der Formen
herzustellen, die man erhalten haben wuͤrde, wenn das Modell vollkommen gut
herausgegangen waͤre.
Wenn der Model auf diese Weise fertig ist, so uͤberstreut der Abmodler die
innere Oberflaͤche desselben mit unfuͤhlbarem Holzkohlenpulver, sezt
den oberen Theil auf den unteren, und beschwert ihn mit Gewichten, oder, was noch
besser ist, er befestigt die beiden Theile durch mehrere eiserne Klammern an
einander, die er mittelst kleiner hoͤlzerner Keile, die er mit einem leichten
Hammerschlage oder bloß durch Druken mit der Hand eintreibt,
zusammenhaͤlt.
XXX. Sind die zu gießenden Gegenstaͤnde sehr groß, so daß das Umkehren des
Rahmens wegen der Ausdehnung desselben schwierig waͤre, so schreitet man auf
folgende Weise zum Abmodeln.
Man bringt den unteren Rahmen bleibend in die Stellung, die er behalten soll,
fuͤllt ihn mit gewoͤhnlichem Sande, den man Anfangs nur wenig
eindruͤkt, und bringt dann zu wiederholten Malen das Modell in denselben,
indem man es mit Hammerschlaͤgen von gehoͤriger Staͤrke eindruͤkt. Bei dem
jedesmaligen Herausnehmen des Modelles sezt man neuen Sand zu, oder entfernt
denselben an diesem oder jenem Orte, je nachdem es die Abdruͤke, die das
Modell zuruͤkließ, erfordern. Wenn der Model gehoͤrig zugerichtet ist,
so siebt man auf dessen Oberflaͤche ein Gemisch aus Sand und Steinkohlen, und
bringt dann das Modell definitiv in denselben; dann druͤkt man den Sand in
die Seiten, um ihm vollends die noͤthige Consistenz zu geben; zulezt
fuͤllt man den unteren Rahmen noch ganz, und beendigt dann die Operation nach
§. XXIX.
Von den Kernen.
XXXI. Die Kerne von sehr geringem Volumen lassen sich sehr leicht in den Modeln
befestigen, weil das Gußeisen beim Eindringen in die leeren Raͤume nicht so
große Kraft ausuͤbt, daß sie dadurch aus ihrer Stelle getrieben
wuͤrden. Es reicht zu der Befestigung derselben hin, wenn das Modell gegen
eines der Enden der Oeffnung, die man in dem gegossenen Stuͤke zu erhalten
wuͤnscht, einen einzigen Vorsprung darbietet. Die Kerne, denen man eine
gehoͤrig vermehrte Laͤnge lassen mußte, passen mit dem einen Ende in
den, durch diesen Vorsprung erhaltenen, Eindruk, waͤhrend sie mit ihrem
anderen Ende bloß den nakten Sand beruͤhren. Dieses Verfahren wird jedoch nur
bei senkrecht gestellten Kernen oder bei solchen horizontal gestellten angewendet,
deren Querdurchmesser ihrer Laͤnge beinahe gleichkommt. Ist hingegen die
Laͤnge der Kerne im Verhaͤltnisse zu ihrer Dike groß, so
muͤssen sie, in welcher Richtung sie auch gestellt seyn moͤgen, an
beiden Enden gestuͤzt werden, so daß mithin in diesem Falle an jedem Ende der
Oeffnungen, die man erhalten will, in dem Modelle ein Vorsprung oder ein Balken
angebracht seyn muß.
XXXII. Die Kerne werden entweder aus gruͤnem oder feuchtem Sande, oder aus
getrokneter Erde verfertigt.
Aus feuchtem Sande kann man alle jene bereiten, die eine senkrechte Stellung haben;
nur ist es in diesem Falle von großem Belange, daß man sie (bevor man sie aus der
Kernbuͤchse nimmt) mit einer großen Zahl von Loͤchern durchbohrt, was
mit einer Metallnadel geschieht, und daß man alle Vorkehrungen so trifft, daß das
Gas sich mit Leichtigkeit entwikeln koͤnne.
Die Kerne von bedeutender Groͤße, welche schief oder horizontal angebracht
werden muͤssen, muͤssen vorzugsweise aus getrokneter Erde bereitet
werden, und zwar aus folgenden beiden Gruͤnden:
1) weil, wenn sie aus gruͤnem Sande verfertigt waͤren, vor dem Gusse
schon durch ihr Gewicht schadhafte Veraͤnderungen an den Stuͤzpunkten
bei den an dem Model angebrachten Balken hervorgebracht werden koͤnnten.
2) weil der, durch das Gußeisen waͤhrend des Gusses bewirkte Druk, indem er
nicht auf eine vollkommen gleiche Weise ausgeuͤbt wird, große
Veraͤnderungen an diesen Kernen, und vielleicht deren gaͤnzliche
Zerstoͤrung verursachen wuͤrde.
XXXIII. Wenn die Kerne lang und duͤnn sind, oder wenn sie mehr oder weniger
zusammengesezte Verzweigungen haben, so ist es sehr nothwendig, dieselben sehr gut
in dem Model zu befestigen, um die Wirkungen des Drukes des Gußeisens zu vermeiden,
welches, wenn es die Model eben ausgefuͤllt hat, dieselben emporzuheben
strebt. Um dieß zu erreichen, senkt man in den Sand des Models kleine eiserne
Zapfen, die sich mit einer kleinen Platte Eisenblech endigen und mit derselben den
Kern beruͤhren. Man muß in diesem Falle die Vorsicht brauchen, daß die
Laͤnge, um welche diese Zapfen oder Stifte uͤber die innere Wand des
Models hervorragen, der Dike gleichkommt, welche das Gußeisen an derselben Stelle
haben muß.
XXXIV. Das geschmolzene Eisen hat wenig Verwandtschaft zu dem Sande, den man zum
Abmodeln anwendet; es dringt nie tief in denselben ein, und hat also in dieser
Hinsicht einigen Vorzug vor dem Kupfer, welches sich unter verschiedenen
Umstaͤnden bis zu einer bedeutenden Tiefe mit dem Sande verbindet. Uebrigens
kann man auch jedes Anhaͤngen des Sandes an das Metall leicht dadurch
verhindern, daß man den Sand in den, in S. XXIII. angegebenen, Verhaͤltnissen
mit Steinkohlenpulver vermengt.
XXXV. Bei dem Abmodeln in Erde geschieht die Anwendung der Kohle nicht auf dieselbe
Weise, weil, wenn man dieses Pulver mit der Modelerde vermischen wuͤrde,
diese ihre Cohaͤsion verlieren wuͤrde, was von großem Nachtheile
waͤre; wenn aber die Model und die Kerne beinahe troken sind, so umgibt man
dieselben in einer Dike von beinahe einem Millimeter mit einer Schichte Holzkohle,
welche mit Wasser angeruͤhrt wurde, und faͤhrt dann mit der Operation
des Troknens fort.
XXXVI. Bei den Modeln aus getroknetem Sande wendet man fuͤr Stuͤke von
bedeutender Groͤße dasselbe Verfahren an; jene der kleineren Stuͤke
hingegen, und jene, deren Oberflaͤchen sehr eben und rein seyn
muͤssen, muͤssen ausgeflammt werden. Diese Operation besteht darin,
daß man Harz unter den Modeln, und zwar in einer sehr geringen Entfernung davon
verbrennt, jedoch mit der Vorsicht, daß die Flamme nie deren Oberflaͤche
beruͤhrt. Die Erfahrung allein kann die Dauer der Operation bestimmen; man
muß sich jedoch huͤten, dem Ueberzuge, den man auf diese Weise
erhaͤlt, eine groͤßere Dike zu geben, als noͤthig ist, um das
Anhaͤngen des Sandes an das Metall zu verhindern, indem ein
uͤbermaͤßiges Ausflammen die Genauigkeit der Abdruͤke beeintraͤchtigt,
und unangenehme Fleken auf den gegossenen Stuͤken veranlaßt.
XXXVII. Zur Erreichung dieses Zwekes hat man auch den bituminoͤsen
Mergel- oder Kalkstein in Verbindung mit Sand angewendet; derselbe leistete
fuͤr sehr duͤnne Stuͤke gute Dienste, allein ich zweifle, daß
er bei groͤßeren Arbeiten, bei welchen die Wirkung des Metalles auf den Sand
sehr intensiv ist, den vorgestekten Zwek eben so gut erfuͤllen wird.
Von den getheilten Modellen und deren Abmodelung, und von den
Rahmen mit Schubladen.
XXXVIII. Wir haben nun nur mehr von dem Abtheilen der Modelle und den Rahmen mit
Schubladen zu sprechen. Es wird Jedermann einleuchten, daß man ohne diese
Vorrichtung, die eine sehr wichtige Verbesserung der Abmodelungskunst ist, eine
große Menge von Gegenstaͤnden, die sich wegen ihrer besonderen Formen nicht
mit gruͤnem Sande abmodeln lassen, nur mit sehr großen Kosten
auszufuͤhren im Stande waͤre.
XXXIX. Sezen wir, es soll eine gefurchte Saͤule, deren Durchschnitt man in
Fig. 6
sieht, abgeformt werden, so wird man auf den ersten Blik erkennen, daß es
unmoͤglich ist, die beiden Theile des Models von einander zu trennen, ohne
daß der, in den Furchen ab befindliche, Sand durch
die vorspringenden Kanten bb aus seiner Lage
gebracht wird, und daß, wenn das Modell aus dem unteren Theile des Rahmens
herausgenommen werden muß, die Kanten dd dieselben
verderblichen Veraͤnderungen an den Furchen cd bewirken werden.
XL. Bei dem Abformen mit trokenem Sande uͤberwindet man diese Schwierigkeit
durch das sogenannte Schlagen der eingelegten
Stuͤke (battre des pièces de
rapport). Dieses besteht nun darin, daß man jede der vier Furchen ab, ab, cd, cd in Fig. 7 durch
eine Reihe von Prismen ausfuͤllt, die gleichfalls aus Sand bestehen, und die
beilaͤufig die Gestalt von ef, gh haben. Man waͤhlt hiezu eine Art von
Sand, die consistent genug ist, um durch kleine Schlaͤge mit einem
Kloͤppel eine gewisse Festigkeit zu erhalten; uͤbrigens wird dann das
Abformen beilaͤufig auf die in §. XXVII, XXVIII und XXIX beschriebene
Art und Weise beendigt.
Die Trennung der Rahmen ist nun sehr leicht, allein man muß darauf noch eines der
Prismen nach dem anderen wegnehmen, und sie bei Seite legen bis das Modell
weggehoben ist; man nimmt hierauf eines dieser Einlegstuͤke nach dem anderen,
und bringt sie in die Model, indem man sie mit Kleister, oder selbst mit kleinen
Stiften aus Eisen- oder Stahldraht in dieser Stellung erhaͤlt.
Diese Operation, die wir hier ganz kurz beschrieben haben, erfordert eine sehr lange
Arbeit, und kann nur von geschikten Arbeitern gut ausgefuͤhrt werden;
uͤberdieß muß man bei derselben den Sand, aus welchem diese Model bestehen,
da er sehr compact seyn muß, vorher troknen, was bei Stuͤken von bedeutender
Groͤße ziemlich kostspielig ist.
XLI. Die neue Methode besteht darin, daß man das Modell nach Fig. 8 theilt, und mit dem
Abformen auf folgende Weise verfaͤhrt:
Man sezt die eine Haͤlfte der Saͤule auf eine Abformtafel, und
verfaͤhrt nach §. XXVII. Wenn der erste Theil des Rahmens
gefuͤllt ist, kehrt man denselben um, sezt den zweiten Theil des Modelles auf
den ersten, und vollendet dann den Model. Wenn man die beiden Theile des Rahmens von
einander trennt, so wird man finden, daß jeder derselben die eine Haͤlfte des
Modelles enthaͤlt. Man entfernt zuerst das Mittelstuͤk oder den
Schluͤssel i, dann den Theil j, indem man ihn nach der Richtung kl zieht, und zulezt den Theil m, welcher nach der entgegengesezten Richtung gezogen
wird. Auf dieselbe Weise wird auch der zweite Theil des Modelles weggenommen. Aus
dem hier gegebenen Beispiele kann man schließen, wie jedes beliebige Modell
abgeheilt werden muß.
XLII. Ein anderes Mittel, durch welches man die Anwendung der Einlegstuͤke und
das Troknen der Model vermeiden kann, besteht in der Anwendung von Rahmen mit
Schubladen. Diese Rahmen bestehen aus drei Hauptstuͤken, einem oberen tu, Fig. 9, einem unteren vx, und einem mittleren pq, von denen das leztere noch nach horizontaler
Richtung in zwei von einander entfernten Haͤlften abgetheilt werden
kann.An dem Durchschnitte in Fig. 9 wurde nicht
ausgedruͤkt, daß der Rahmen an den Punkten n,
o, r, s, getheilt ist, um drei Stuͤke zu bilden. Nach der
oben gegebenen Erklaͤrung wird man jedoch diese Einrichtung leicht
begreifen. A. d. O.
Um einen, auf diese Weise zusammengesezten, Model zum Abformen einer gefurchten
Saͤule anzuwenden, sezt man zuerst den unteren Theil des Rahmens auf den
Boden, und senkt in denselben das Modell, wie in §. XXXI angegeben wurde,
jedoch nur bis zur Linie no. Dann ebnet man die
Oberflaͤche des Sandes und uͤberstreut sie mit trokenem Sande. Hierauf
sezt man den mittleren Theil des Rahmens pq auf,
und fuͤllt ihn bis zur Linie rs, worauf man
dann den Model dadurch fertig macht, daß man den oberen Theil tu aufsezt und anfuͤllt.
Beim Entmodeln nimmt man zuerst diesen lezten Theil des Rahmens ab, zieht dann die
Theile p und q in
horizontaler Richtung weg, und hebt zulezt das Modell heraus.
Diese Einrichtung des Rahmens mit Schubladen kann auf sehr verschiedene Weisen
zusammengesezt und vereinfacht werden, je nachdem es die mehr oder weniger
zusammengesezten Formen der Modelle erfordern. Das Gesagte reicht jedoch vollkommen
hin, um das Princip derselben anschaulich und deutlich zu machen.
Tafeln