| Titel: | Verbesserungen in der Fabrication metallener Angeln für Thüren und zu anderen Zweken, worauf sich John Young, von Wolverhampton in der Grafschaft Stafford, am 7. Junius 1836 ein Patent ertheilen ließ. |
| Fundstelle: | Band 67, Jahrgang 1838, Nr. VI., S. 19 |
| Download: | XML |
VI.
Verbesserungen in der Fabrication metallener
Angeln fuͤr Thuͤren und zu anderen Zweken, worauf sich John Young, von
Wolverhampton in der Grafschaft Stafford, am 7. Junius 1836 ein Patent ertheilen
ließ.
Aus dem London Journal of arts. Oktober 1837, S.
32.
Mit Abbildungen auf Tab.
I.
Young's Fabrication von Thuͤrangeln.
Die Erfindung bezwekt die Fabrication metallener Angeln mit soliden Gewinden aus
eigens geformten Streifen von ausgewalztem, ausgezogenem oder ausgepreßtem Eisen,
Messing, Kupfer oder auch einem anderen Metalle oder einer Legirung. Die
verbesserten Angeln sind staͤrker und zierlicher als die
gewoͤhnlichen, und nach meiner Meinung jenen, an denen ein Theil des Metalles
uͤber einen Mittelstift oder Dorn aufgebogen ist, weit vorzuziehen. Ich
verfertige mir zu diesem Zweke durch Auswalzen, Ausziehen oder Auspressen aus einem
der genannten Metalle Streifen, die mit einer Rippe, welche das Gewinde zu bilden
hat, versehen sind, und welche ich dann mit eigens geformten Werkzeugen,
Schneidgeraͤthen oder Bunzen in Stuͤke von gehoͤriger
Laͤnge schneide, um diese hierauf oder auch gleichzeitig in zwei Theile oder
Fluͤgel, die das Angelgewinde zu bilden haben, zu zerschneiden. Durch die
massiven Stellen oder durch die Rippen dieser Fluͤgel bohre ich die
Loͤcher, die zur Aufnahme des Dornes zu dienen haben, so daß man dann nur
mehr auf gewoͤhnliche Weise die Schraubenloͤcher in sie zu bohren und
zu versenken braucht.
Ich habe in der beigegebenen Zeichnung verschiedene Formen, die man den
Metallstreifen geben kann, und auch verschiedene zur Fabrikation der Angeln dienende
Instrumente und Werkzeuge abgebildet, ohne daß ich jedoch deßwegen gesonnen
waͤre, mich an irgend eine Form oder Art derselben zu binden, und sie als mehr denn
bloße Beispiele zu betrachten.
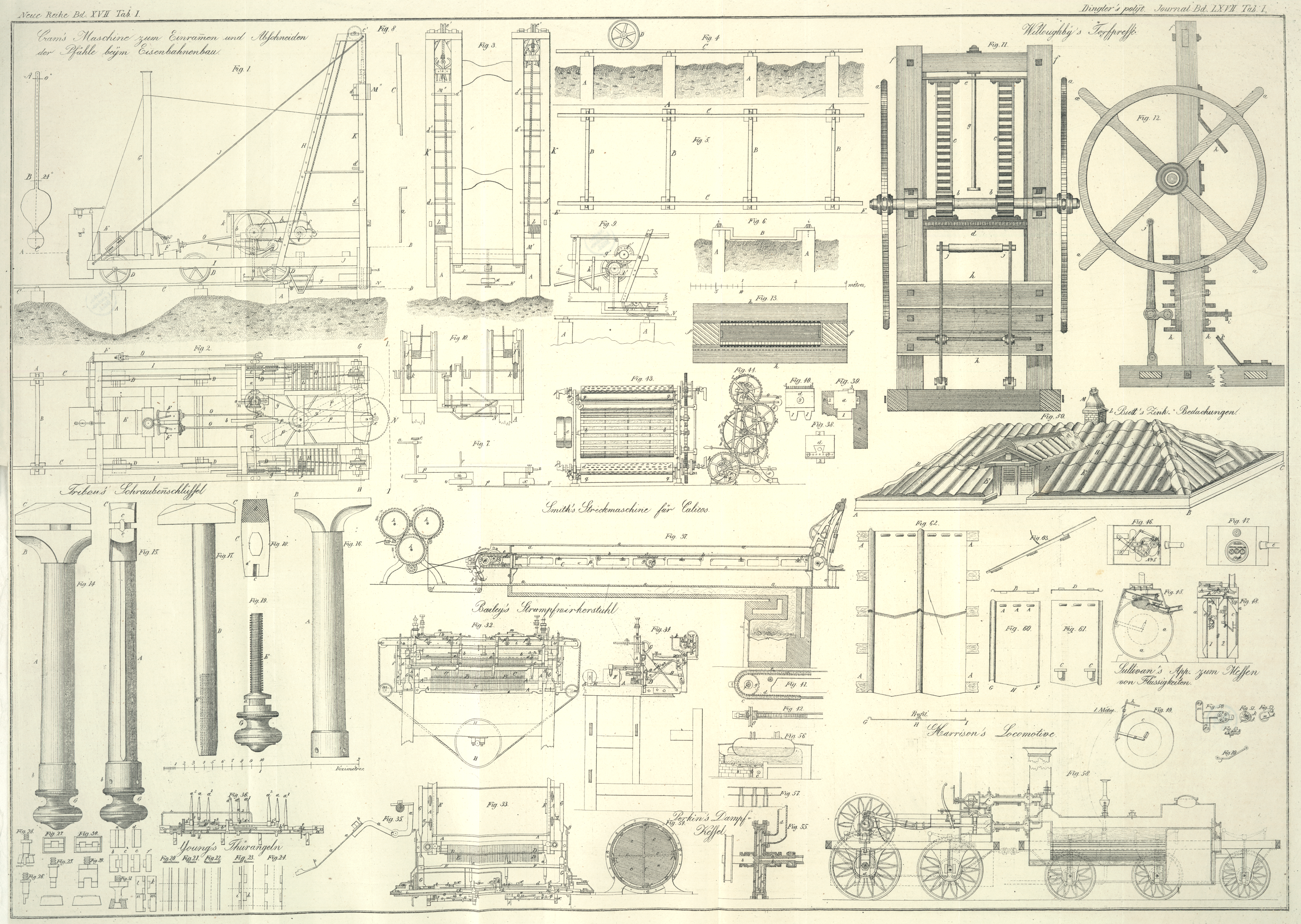
In Fig. 20,
21, 22, 23 und 24 sieht man
verschiedene Metallstreifen im Grundrisse und im Durchschnitte. In Fig. 20 sieht man den
dikeren Theil oder die Rippe, welche das Angelgewinde zu bilden hat, laͤngs
der Mitte des Metallstreifens, aus welchem mit geeigneten Werkzeugen die Theile a, b und c geschnitten
werden, verlaufen. Das Ausschneiden kann nach Belieben auf ein oder mehrere Male
geschehen.
In Fig. 21
laͤuft die Rippe nur laͤngs des einen Randes des Metallstreifens, so
daß sich die Fluͤgel nur nach einer Richtung hin erstreken. Diese Streifen
werden mit entsprechenden Werkzeugen in die Theile d, e,
f geschnitten.
In Fig. 22 ist
ein Metallstreifen abgebildet, an dessen beiden Raͤndern eine Rippe herab
laͤuft. Diese Streifen werden zuerst nach der durch Punkte angedeuteten
Mittellinie in zwei Theile geschnitten, von denen man dann jeden einzeln so wie die
Streifen Fig.
21. behandelt.
Eine andere Form solcher Metallstreifen ersieht man aus Fig. 23, wo die Rippen
nicht in einer ununterbrochen fortlaufenden Linie, sondern in Zwischenraͤumen
aus dem flachen Theile des Metallstreifens hervorragen. Der mit b bezeichnete Theil gibt das sogenannte
maͤnnliche, der mit i bezeichnete hingegen das
weibliche Gewind. Metallstreifen dieser Art lassen sich mit ausgekehlten Walzen oder
durch Pressen erzeugen; zerschnitten werden sie mit eigenen Instrumenten in die mit
k, l, m, n bezeichneten Stuͤke.
Metallstreifen von der in Fig. 24 ersichtlichen Art
lassen sich gleichfalls mit ausgekehlten Walzen oder durch Pressen erzielen; und
wenn sie nach der Mittellinie entzwei geschnitten worden sind, so behandelt man die
einzelnen Stuͤke wie die in Fig. 23 abgebildeten
Metallstreifen. An beiden lezteren Figuren sind die zu einem Angelgewinde
erforderlichen Theile durch punktirte Querlinien angedeutet.
Die Art und Weise, auf welche man sich Metallstreifen von den angegebenen Formen
durch Auswalzen, Ausziehen und Pressen verschaffen kann, ist allen
Sachverstaͤndigen zur Genuͤge bekannt, so daß ich die verschiedenen
Operationen und Processe, welche man einzuschlagen hat, nicht zu beschreiben
brauche. Ich erzeuge sie mir vorzugsweise mittelst ausgekehlter Walzen, da ich
dieses Verfahren besser als alle uͤbrigen finde.
Wenn ich mir diese Metallstreifen verschafft und die doppelten mit Huͤlfe
eines umlaufenden Schneidzeuges entzwei geschnitten habe, so schneide ich sie in
einer Schlagpresse mit entsprechenden Instrumenten z.B. mit einem Punzen und einer
Matrize in die zur Verfertigung einer Angel noͤthigen Stuͤke, an denen
ich dann mit anderen Instrumenten, wie mit Punzen und Modeln die
uͤberfluͤssigen Theile wegschneide, um die beiden Fluͤgel der
Angel zu erhalten. Ich bediene mich hiezu z.B. der in Fig. 25, 26, 27, 28, 29, 30 und 31 abgebildeten
Werkzeuge.
Fig. 25 ist
ein Frontaufriß eines zur Erzeugung des weiblichen Theiles bestimmten Modelpaares.
In Fig. 26
sieht man dasselbe in einem seitlichen Aufrisse. An beiden bemerkt man in dem
unteren Model das der Behandlung unterliegende Metallstuͤk. Fig. 27 ist ein Grundriß
des unteren Models oder der Matrize. Fig. 28 zeigt einen
seitlichen Aufriß und Durchschnitt der Werkzeuge und Model, nachdem dieselben ihr
Geschaͤft vollbracht und die uͤberfluͤssigen Theile des
Stuͤkes o beseitigt haben. Fig. 29 gibt eine
Frontansicht des zum Formen des maͤnnlichen Theiles bestimmten Modelpaares,
dessen unteren Model oder dessen Matrize man in Fig. 30 im Grundrisse
sieht. Fig.
31 ist ein Durchschnittsaufriß, in welchem das Schneidinstrument in dem
Momente, in welchem es auf das Metallstuͤk o
einwirkt, abgebildet ist. Alle diese Instrumente lassen sich in einer
gewoͤhnlichen Schwungpresse, die durch Menschen- oder Dampfkraft in
Bewegung gesezt wird, anbringen.
Das Bohren der Loͤcher, durch die der Dorn gestekt wird, so wie auch das
Bohren der in den Fluͤgeln anzubringenden Schraubenloͤcher hat zulezt
auf die gewoͤhnliche Weise zu geschehen.
Tafeln