| Titel: | Verbesserungen in der Fabrication metallener Röhren und im Schneiden oder Auswalzen der Metalle zu verschiedenen anderen Zweken, worauf sich Frederick Edward Harvey, Zeichner an den Horsley Eisenwerken in der Pfarre Tipton, Grafschaft Stafford, und Jeremiah Brocon, Walzendreher, ebendaher, am 5. Febr. 1836 ein Patent ertheilen ließen. |
| Fundstelle: | Band 67, Jahrgang 1838, Nr. XCIV., S. 368 |
| Download: | XML |
XCIV.
Verbesserungen in der Fabrication metallener
Roͤhren und im Schneiden oder Auswalzen der Metalle zu verschiedenen anderen
Zweken, worauf sich Frederick
Edward Harvey, Zeichner an den Horsley Eisenwerken in der Pfarre Tipton,
Grafschaft Stafford, und Jeremiah Brocon, Walzendreher, ebendaher, am 5. Febr. 1836 ein Patent ertheilen
ließen.
Aus dem London Journal of arts December 1836, S.
144.
Mit Abbildungen auf Tab.
VI.
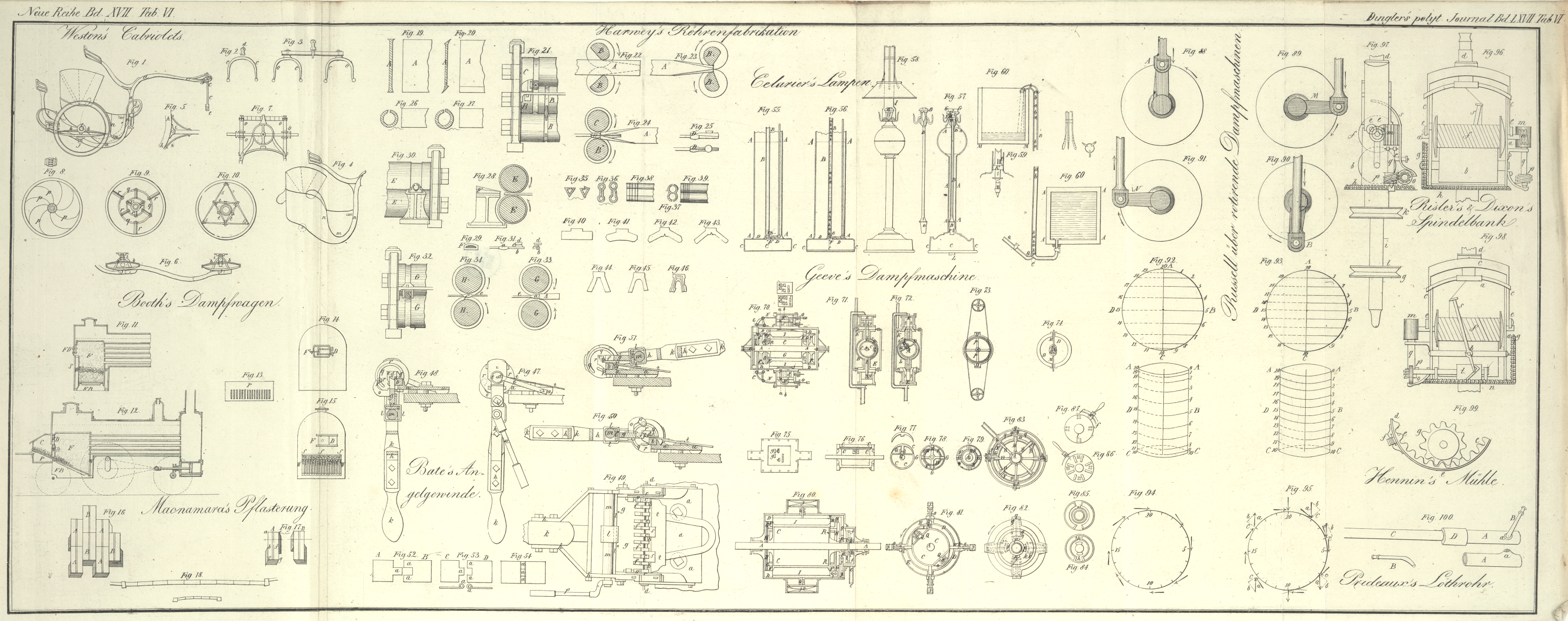
Harvey's Fabrication metallener Roͤhren.
Gegenwaͤrtige Verbesserungen bestehen, in so fern sie die Fabrication
cylindrischer Roͤhren betreffen, 1) im Auswalzen erhizter Metallstreifen zu
einer Form, in der sie sich zur Verfertigung dieser Cylinder eignen. 2) darin, daß
die so zubereiteten Metallstreifen an dem einen Ende zum Theil aufgebogen werden,
was mittelst Walzen, in denen sich excentrische und eigenthuͤmlich geformte
Kehlen oder Fugen befinden, zu geschehen hat, und daß dieses Aufbiegen dann durch
die ganze Laͤnge des heißen Metallbleches auf einem unbeweglichen Dorne
zwischen einem Walzenpaare mit halbkreisfoͤrmigen Kehlen oder Fugen
vollbracht wird. Ebendieser Zwek kann aber uͤbrigens auch dadurch erreicht
werden, daß man das Metallblech zwischen geeigneten Formen oder Modeln durchlaufen
laͤßt. 3) darin, daß man die Metallbleche, nachdem sie in einem Windofen
abermals bis zur Schweißhize erhizt worden sind, mit ihren Raͤndern schließt,
indem man sie auf einem unbeweglichen Dorne dem Druke eines ausgekehlten
Walzenpaares, zwischen dem man sie durchlaufen laͤßt, aussezt.
Fig. 19 zeigt
ein zur Fabrication von cylindrischen Roͤhren bestimmtes, durch Auswalzen
erzeugtes Eisenblech A von der Flaͤche und auch
im Querdurchschnitte. Eine andere Art von derlei Blech, dessen Raͤnder da, wo
sie uͤber einander zu liegen kommen sollen, schraͤg abgedacht sind,
ersieht man in Fig.
20. Es ist kaum noͤthig, die zur Erzeugung solcher Metallbleche
noͤthigen Walzen durch eine Zeichnung zu versinnlichen, indem deren Gestalt
schon aus der Form der Bleche fuͤr jeden Sachverstaͤndigen zur
Genuͤge erhellt.
Diese Bleche bringt man mit ihrem Ende durch einen freien Canal zwischen ein
Walzenpaar B, B, in welchem sich segmentfoͤrmige,
von excentrischen Curven gebildete und enger zulaufende Kehlen, wie man sie in dem
Frontaufrisse, Fig.
21, und in dem Querdurchschnitte, Fig. 22, sieht, befinden.
Wenn ein Blech auf diese Weise zwischen den Walzen B, B vorgeschoben,
bis es an einem Aufhaltet ansteht, so laͤßt man die Walzen in der Richtung
der Pfeile umlaufen, wo dann die Raͤnder des Bleches so aufgebogen werden,
wie in Fig.
22 durch punktirte Linien angedeutet ist. Das Blech erhaͤlt dadurch
die in Fig.
23 bei A ersichtliche Gestalt, und kommt in
dieser aus den Walzen hervor.
Hierauf bringt man das aufgebogene Ende des Metallbleches zwischen das Walzenpaar B*, C, in welches
halbkreisfoͤrmige Kehlen geschnitten sind, wie man in Fig. 21 im Frontaufrisse,
und in Fig.
24 im Querdurchschnitte sieht. Man stekt das aufgebogene
roͤhrenfoͤrmige Ende des Bleches an einen in den Kehlen der Walzen
befindlichen und fixirten Dorn D, der in Fig. 25 einzeln
fuͤr sich in zwei verschiedenen Ansichten abgebildet ist. Dieser Dorn wird in
einem Rahmen aufgezogen, und von einem, von dessen Seite ausgehenden Arme, durch den
er mit der Scheibe, womit er an dem Rahmen befestigt ist, in Verbindung steht,
festgehalten. Die Befestigung kann auch auf andere Weise geschehen; nur darf nicht
vergessen werden, daß der Dorn in der Mitte der Kehlen der Walzen unbeweglich
erhalten werden muß. Das Blech wird durch das Umlaufen der Walzen B*, C vorwaͤrts gezogen, und dabei durch den
Druk, den diese Walzen von Außen darauf ausuͤben, so wie durch den Widerstand
des Dornes von Innen, der ganzen Laͤnge nach in einen beinahe vollkommenen
Cylinder aufgebogen, so daß nur ein kleiner Raum zwischen dessen Raͤndern
bleibt. Es erhellt dieß aus Fig. 26 und 27, wo man das
Blech so weit fertig sieht, baß es nur mehr geschweißt zu werden braucht. Hiebei
kommt zu bemerken, daß, in dem Maaße, als sich das aufgebogene Blech fortbewegt, der
den Dorn tragende Arm den zwischen den aufgebogenen Blechraͤndern gelassenen
Raum durchlaͤuft, so daß er also einen Fuͤhrer bildet, der den
Parallelismus der Raͤnder erhaͤlt.
Es wurde oben bemerkt, daß das Aufbiegen der Bleche auch dadurch geschehen kann, daß
man sie durch Model fuͤhrt. Man bringt das flache Blech A zu diesem Zweke zwischen ein Paar paralleler
ausgekehlter Walzen E, E, wie man sie in Fig. 28 sieht, und das
Ende desselben in die glokenfoͤrmige Muͤndung des Models F, der in Fig. 29 von der Fronte
abgebildet ist. Um den Durchgang des Bleches durch diesen Model zu erleichtern, kann
man eine Zange in den Model einfuͤhren, zu welchem Zweke ein gerader Canal
fuͤr die Zange im Model angebracht seyn muß. Die innere Form des Models
laͤßt sich nicht wohl durch eine Abbildung anschaulich machen; doch
duͤrfte es genuͤgen, wenn bemerkt wird, daß derselbe aus zwei
Stuͤken bestehen, d.h. der Laͤnge nach in der Mitte getheilt seyn soll; und daß die
Kehle, durch die das Blech zu laufen hat, von der vorderen flachen Muͤndung
nach Ruͤkwaͤrts bis zur Austrittsstelle allmaͤhlich in eine
halbkreisfoͤrmige Gestalt uͤbergehen soll. Eine Ruͤkenansicht
des Models und der Leitungswalzen erhellt aus dem Aufrisse Fig. 30.
Um die Roͤhren vollends zu schließen oder zu schweißen, erhizt man sie in
einem entsprechenden Windofen von einem Ende zum anderen bis zur Schweißhize, und
bringt sie dann in ein Walzenpaar G, G, in welchem sich
halbkreisfoͤrmige Kehlen und ein unbeweglicher Dorn D befinden, der beinahe ebenso gebaut und fixirt ist, wie der oben bei
Fig. 21
und 24
beschriebene. Hier in diesem Falle jedoch darf sich der Arm, der den Dorn
traͤgt, nicht so nahe an die Walzen erstreken, da die Raͤnder des
Bleches auf dem diksten oder angeschwollenen Theile des Dornes zusammen geschweißt
werden muͤssen, indem der Schweißproceß nicht an der Stelle, von welcher der
Arm ausgeht, von Statten gehen kann. An diesem Schweißdorne, den man in Fig. 31
einzeln fuͤr sich und in zwei Ansichten abgebildet sieht, ist a der Kopf oder die Anschwellung, welche beim Schweißen
den Widerstand leistet; b die Spize und der
fuͤhrende Theil, und c der Arm, der mittelst
seiner an das Gestell geschraubten Scheibe d den Dorn
fest an Ort und Stelle erhaͤlt. Fig. 32 ist ein
Frontaufriß der Schweißwalzen, woraus die Stellung des Dornes erhellt, und die man
in Fig. 33 im
Querdurchschnitte sieht.
Zu erinnern ist, daß das Blech alsogleich, wie es aus dem Feuer genommen wird, an die
Spize des Dornes gestekt und laͤngs des Fuͤhrers fortgeschoben werden
muß, wobei der zwischen den Raͤndern gelassene Raum dem Arme, der den Dorn
traͤgt, gegenuͤber zu stehen kommt. Durch das Umlaufen der Walzen wird
das Blech vorwaͤrts gefuͤhrt, und durch den Druk der Walzen von Außen,
dem von Innen der Widerstand der Verdikung oder des Kopfes des Dornes a entgegenwirkt, werden die Raͤnder des Bleches
geschlossen und durch Schweißung mit einander verbunden. Der verlaͤngerte
stabartige Theil e, der sich von dem Kopfe des Dornes
bis uͤber die Walzen hinaus erstrekt, dient bloß als ein Fuͤhrer und
Traͤger der Roͤhre, wodurch deren Biegung verhuͤtet wird.
Sollte jedoch die Roͤhre bis zu einem kleineren Durchmesser ausgezogen werden
muͤssen, so koͤnnte an dem Stabe e
gleichsam als ein zweiter Dorn ein zweiter Kopf f
angebracht werden. Auch muͤßte die Roͤhre dann durch ein zweites
Walzenpaar H, H, Fig. 34, gezogen
werden.
Die hier beschriebene Methode cylindrische Roͤhren zu erzeugen, findet auch
bei der Fabrication anders geformter Roͤhren Anwendung. So z.B. zum Behufe
der Erzeugung dreikantiger Roͤhren von dem in Fig. 35 ersichtlichen
Durchschnitte, deren man sich zum Baue von Kanten-Schienenbahnen oder zur
Leitung von Dampf oder heißem Wasser zum Behufe des Heizens von Gebaͤuden
bedienen kann. Die doppelten Roͤhren, welche man in Fig. 36 und 37 im
Quer-, und in Fig. 38 und 39 im
Laͤngendurchschnitte abgebildet sieht, lassen sich zwischen ausgekehlten
Walzen mit fixirten Dornen schweißen, und dann der Quere nach in Stuͤke
schneiden, aus denen man Ketten verfertigen kann. Dieselbe Schweißmethode zwischen
ausgekehlten Walzen mit stritten Dornen ist auch bei der Verfertigung hohler Stangen
fuͤr Schiebfenster, hohler Sparren fuͤr Glashaͤuser, hohler
Stiegengelaͤnder und zu mannigfachen anderen Zweken, zu denen man
Eisenstangen auszuwalzen oder auszuschmieden, und dann mit der Hand oder auf andere
Weise aufzubiegen und zu schweißen pflegte, anwendbar.
Die Verbesserungen im Schmieden oder Auswalzen von Metallen betreffen
hauptsaͤchlich das Auswalzen der Schienen fuͤr Eisenbahnen. Die
Patenttraͤger streken zu diesem Behufe die Eisenstangen zuerst zwischen
gewoͤhnlichen ausgekehlten Walzen so aus, daß sie auf dem Querdurchschnitte
die aus Fig.
40 zu ersehende Gestalt bekommen, und geben ihnen dann, indem sie sie
durch anders ausgekehlte Walzen laufen lassen, nach und nach die in Fig. 41, 42, 43 und 44 angedeuteten Formen.
Ist leztere Form erreicht, so geben sie ihnen mittelst Dornen oder Fuͤhrern,
die sie auf dieselbe Weise in die Kehlen der Walzen bringen, wie dieß oben bei der
Roͤhrenfabrication gezeigt worden ist, die in Fig. 45 und 46
ersichtliche Gestalt. Die Folge dieser Behandlung ist, daß das Korn des Eisens in
einer anderen Richtung laͤuft, als an den nach dem gewoͤhnlichen
Auswalzprocesse erzeugten Schienen.
Tafeln