| Titel: | Verbesserungen im Auswalzen und Fabriciren von Radachsen, Schienen, Reifeisen und verschiedenem anderen Metallgestänge, worauf sich James Hardy, Eisenmeister von Wednesbury in der Grafschaft Stafford, am 2. Jun. 1838 ein Patent ertheilen ließ. |
| Fundstelle: | Band 73, Jahrgang 1839, Nr. LIV., S. 248 |
| Download: | XML |
LIV.
Verbesserungen im Auswalzen und Fabriciren von
Radachsen, Schienen, Reifeisen und verschiedenem anderen Metallgestaͤnge, worauf
sich James Hardy,
Eisenmeister von Wednesbury in der Grafschaft Stafford, am 2. Jun. 1838 ein Patent ertheilen
ließ.
Aus dem London Journal of arts. Jun. 1839, S.
187.
Mit Abbildungen auf Tab.
IV.
Hardy's Verfertigung von Radaschen, Schienen etc.
Meine Erfindung beruht 1) darauf, daß ich die Principien, die ich in meinem früheren
Patente vom 4. April 1835Dieses Patent findet man ausführlich beschrieben und durch Abbildungen
erläutert im polyr. Journal Bd. LIX. S.
327. A. d. R. aus einander sezte, auf die Fabrication von Achsen für Wagen, von anderen
cylindrischen oder konischen Achsen oder Wellen, von vier- oder mehrseitigen
Wellen für Maschinen, von Eisenbahnschienen aller Art, von Radreifen und
verschiedenen anderen Artikeln anwende; und daß ich, nachdem die ausgewalzten
Eisenstäbe zusammengebunden worden, ihnen durch Auswalzen oder mit Schlägeln, welche
an einem Schwanzhammer oder an einem metallenen Stiele angebracht sind, die
gewünschte Gestalt gebe.
Sie beruht 2) darauf, daß ich in die erwähnten Metallmassen an solchen Stellen,
welche zu gewissen Zweken erforderlich sind, Stahlstäbe einlege, und diese mit dem
Eisen walze und schweiße.
Sie beruht 3) darauf, daß ich, anstatt daß ich die aus Eisen und Stahl bestehenden
Massen, wie es gewöhnlich üblich ist, so lange durch Walzen, die beständig nach
einer und derselben Richtung umgehen, laufen lasse, die Richtung der Umlaufsbewegung
der Walzen nach jeder Operation mit Hülfe einer geeigneten Maschinerie abändere,
damit die Metallmasse nach beiden Längenrichtungen ausgestrekt werden kann, wodurch
nicht nur das Metall an Zähigkeit gewinnt, sondern zugleich auch das Auswalzen
erleichtert wird.
Ich gehe diesen Erfindungen gemäß folgendermaßen zu Werke. Ich verarbeite
Eisenschnizel von bester Qualität oder anderes Eisen, welches von Rost und anderen
Unreinigkeiten befreit worden, auf die gewöhnliche Weise zu flachen Stäben, die ich
dann zerschneide und je nach der Länge, die erzielt werden soll, auf einander
schichte. Diese Massen oder Bündel schweiße und forme ich, nachdem sie in einem Ofen
auf die Schweißhize gebracht worden, zwischen umlaufenden Walzen, wie ich es in
meinem früheren Patente beschrieben habe. Die hiedurch erzielten Stäbe, deren
Durchschnitt ein Kreissegment bilden soll, lege ich, um einen massiven Stab zu
bekommen, radienartig um eine in die Mitte gebrachte Stange, und aus diesem
zusammengebundenen Bündel bilde ich, nachdem er auf die Schweißhize gebracht worden,
durch Auswalzen oder Aushämmern eine compacte cylindrische Masse, ganz so, wie ich
es in meinem früheren Patente angegeben habe. Diese cylindrische Masse lasse ich,
während sie noch heiß ist, durch ausgekehlte Walzen oder durch gehörig
ausgeschnittene Matrizen oder Schlägel (swages) gehen,
um ihr beliebige Formen zu geben, je nachdem sie zu Schienen für Eisenbahnen, zu
Reifen für Räder, zu vier- oder mehrseitigen Maschinenwellen oder zu anderen
Zweken, jedoch mit Ausnahme der in meinem früheren Patente in Anspruch genommenen,
bestimmt ist.
Durch die eigenthümliche Art und Weise, auf welche ich Stahl in die Eisenbündel
bringe, beabsichtige ich, den Stahl in solchen Verhältnissen und in solchen
Stellungen mit dem Eisen zu verbinden, daß dieses Verhältniß und diese Stellung auch
dann noch dieselbe bleiben, wenn dem Eisen durch Auswalzen oder Ausschlagen die
gewünschte Form gegeben worden, und daß der Stahl in Folge des Auswalzens an jene
Stellen der Schienen, der Radreifen etc. gelangt, welche später der größten Abnüzung
ausgesezt seyn werden.
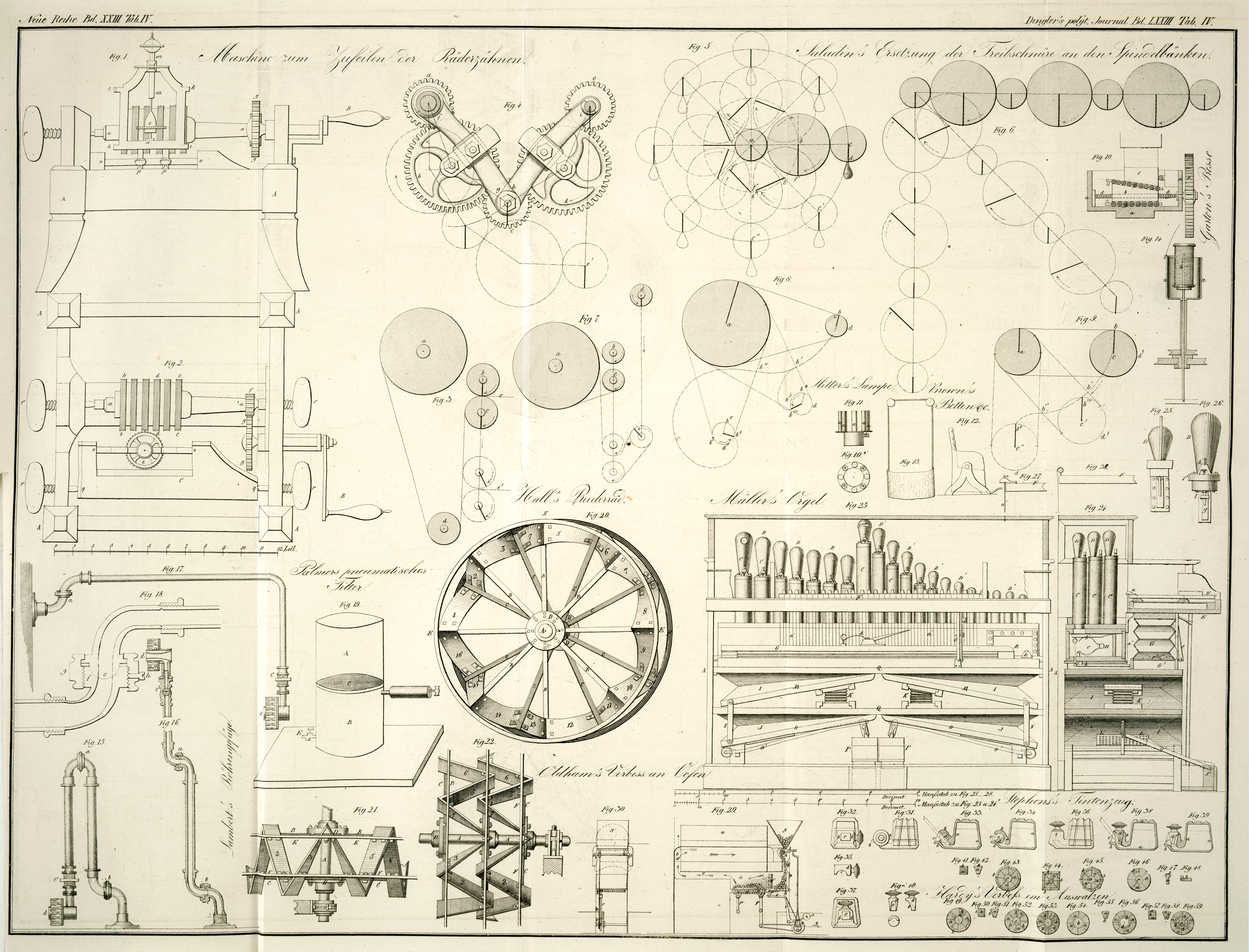
Die Zeichnungen werden mein Verfahren genauer erläutern. In Fig. 41 sieht man einen
Querdurchschnitt mehrerer auf einander gelegter flacher Eisenstäbe a,
und oben auf den Bündel einen stählernen Stab b gelegt.
Diesen Bündel lasse ich nach gehöriger Erhizung desselben in einem Ofen durch Walzen
laufen, damit sämmtliche Stäbe durch Schweißung verbunden in einen massiven Stab
Verwandelt werden, welcher, wie man in Fig. 42 sieht, auf dem
Durchschnitte die Form eines Kreissegmentes hat. Mehrere solcher Stäbe, z.B. ihrer
8, lege ich, wie man in Fig. 43 sieht, um eine in
die Mitte gebrachte cylindrische Stange c, und das Ganze
verbinde ich durch Schweißung zwischen Walzen oder mit Schlägeln. Ich erziele
demnach hiedurch cylindrische, vier- oder mehrseitige eiserne Wellen, die,
wie man in Fig.
43, 44 und 45 sieht, an der Außenseite mit einer Schichte Stahl bedekt sind.
Bei der Fabrication von Stäben, die zu Eisenbahnschienen oder Radreifen bestimmt
sind, und bei denen es gut ist, wenn die Oberfläche, die der stärksten Abnüzung
ausgesezt ist, aus Stahl besteht, lege ich mehrere segmentförmige Stäbe, von denen
einer oder mehrere an der äußeren Oberfläche mit Stahl überzogen sind, um eine
centrale Stange, wie man in Fig. 46 sieht. Wenn
dieser Bündel zu einer cylindrischen Masse geschweißt worden, walze, schlage und
ziehe ich ihn in Gestalt einer Schiene, wie in Fig. 47 ersichtlich ist,
oder in Gestalt eines Radreifens, wie Fig. 48 zeigt, oder in
irgend einer anderen erforderlichen Form aus, wobei nur darauf zu sehen, daß der aus
Stahl bestehende Theil zulezt jenen Theil des Stabes bildet, der durch Reibung oder
durch Druk der größten Abnüzung ausgesezt ist.
Sollen zu verschiedenen Zweken, z.B. für Bohrgeräthe, Zapfen u. dergl., Stäbe erzeugt
werden, welche abwechselnd aus segmentförmigen Stüken Eisen und Stahl bestehen, so
lege ich entweder um einen in die Mitte gebrachten Stab abwechselnd eiserne und
stählerne oder mit Stahl überzogene segmentförmige Stäbe, und schweiße dann das
Ganze zu einem Cylinder, dessen Durchschnitt man in Fig. 49 sieht; oder ich
lege flache Eisen- und Stahlstäbe in verschiedenen Verhältnissen auf
einander, wie z.B. in Fig. 50 mit a und b angedeutet ist, und
walze hieraus segmentförmige, in Fig. 51 ersichtliche
Stäbe, aus denen ich auf die bereits angegebene Weise Cylinder bilde, die den in
Fig. 52
oder 53 dargestellten Durchschnitt zeigen. Wünscht man einen aus Stahl bestehenden
Mittelpunkt, wie z.B. für Prägstempel, so lege ich um einen in die Mitte gebrachten
Stahlstab segmentförmige Eisenstäbe, und vereinige das Ganze durch Schweißung zu
einem Cylinder, den man in Fig. 54 im Durchschnitte
sieht.
Aus dem Gesagten wird für jeden Sachverständigen erhellen, daß man nach dem
beschrieben Verfahren weit leichter, schneller und genauer als nach irgend einem anderen zu verschiedenen
Zweken Cylinder fabriciren kann, die wie Fig. 55 und 56 innen eine
stählerne Auskleidung haben, oder die, wie man in Fig. 57, 58 und 59 sieht, aus
concentrischen Ringen bestehen.
Die Vortheile, welche aus dem dritten Theile meiner Erfindung, nämlich daraus
erwachsen sollen, daß ich die zum Auswalzen von Eisen und Stahl bestimmten Walzen
abwechselnd nach entgegengesezten Richtungen umlaufen lasse, lassen sich in
folgendem Wenigen zusammenfassen. Bei der gewöhnlichen und allgemein angenommenen
Methode, nach der man diese Metalle in erhiztem Zustande auszuwalzen pflegte, liefen
die Walzen fortwährend nach einer und derselben Richtung um. Das in Arbeit
befindliche Metall mußte also, nachdem es durch die Walzen gelaufen, aufgehoben und
über die obere Walze gezogen werden, bis sein äußerstes Ende die andere Seite
erreicht hatte. Der nächstfolgenden Furche oder Auskehlung der Walzen wurde es
hierauf von dem Arbeiter in derselben Richtung dargeboten, und auf solche Weise
wurde die Operation fortgeführt, bis die Stäbe die gewünschte Gestalt erlangt
hatten. Dadurch nun, daß immer ein und dasselbe Ende der Stäbe den Walzen dargeboten
und das Metall stets in gleicher Richtung einem Druke ausgesezt wurde, wurde, wie
mir scheint, das in flüssigem Zustande befindliche cementirende Princip desselben
beständig gegen das eine Ende hin gedrängt, so daß das eine Ende an solchem
bereichert, das andere dagegen daran ärmer gemacht wurde. Hierin liegt, wie ich
glaube, hauptsächlich die Ursache der an dem Stabeisen gewöhnlich bemerkbaren
Ungleichheit, die Ursache, warum dasselbe häufig an dem einen Ende zäh und dehnbar,
an dem anderen dagegen krystallinisch und spröde ist. Durch meine Methode wird
sowohl diesem als noch manchem anderen Uebelstande gesteuert; denn dadurch, daß die
Umlaufsbewegung der Walzen nach jeder Operation wechselt, daß abwechselnd jedes Ende
der Stäbe der entgegengesezten Seite der Walzen dargeboten wird, und daß das Eisen
bis zur Erlangung der gewünschten Form nach entgegengesezten Richtungen durch die
Walzen läuft, erzeuge ich mit einem um die Hälfte geringeren Aufwande an Arbeit, in
der halben Zeit und mit der Hälfte des bisherigen Aufwandes an Brennmaterial ein
Fabricat von durchaus gleichförmiger Qualität.
Tafeln