| Titel: | Verbesserungen in der Fabrication von Scharnieren, worauf sich Thomas Horne zu Birmingham in der Grafschaft Warwick, am 3. September 1840 ein Patent ertheilen ließ. |
| Fundstelle: | Band 81, Jahrgang 1841, Nr. LXXXI., S. 328 |
| Download: | XML |
LXXXI.
Verbesserungen in der
Fabrication von Scharnieren, worauf sich Thomas Horne zu Birmingham in der Grafschaft
Warwick, am 3. September
1840 ein Patent ertheilen ließ.
Aus dem London Journal
of arts. Mai 1841, S. 249.
Mit Abbildungen auf Tab. VI.
Horne's verbesserte Fabrication von
Scharnieren.
Gegenwärtige Verbesserungen in der Fabrication von Scharnieren
beziehen sich insbesondere auf den Bildungsproceß der Scharniere
aus gewalztem Eisen, und bestehen: erstens in einer
Vorbereitungsmethode der eisernen Schienen oder Platten, woraus
die Scharniere verfertigt werden sollen, und ihre Anwendung auf
die Verfertigung der Scharniere, d.h. in dem Aufschneiden
derselben zu dem benannten Zwek; zweitens in der Vorbereitung
des Gelenks oder des dünnern Theils der gewalzten, in Scharniere
zu Verwandelnden Metallplatte, so daß ein besserer Schluß
erreicht wird, wenn man die beiden Hälften oder Scharnierflügel
zusammenfügt; drittens endlich in der Herstellung vertiefter
Löcher zur Aufnahme der Schraubenköpfe, wenn das Scharnier in
der bestimmten Lage befestigt wird.
Der Patentträger bemerkt, daß er zum Behuf der näheren
Erläuterung des ersten und zweiten Theils der in Rede stehenden
Verbesserungen sich auf die Specification eines früheren
Patentes beziehen muß, welches ihm am 24. Julius 1835 auf
gewisse Verbesserungen in der Fabrication der Scharniere
ertheilt wurde. In dieser Specification (polyt. Journal Bd. LXII. S. 48) heißt
es: „Die Verbesserung besteht in der Verfertigung von
Scharnieren aus eigenthümlich zubereiteten Metallplatten von ungleicher Dike, welche man
in Walz-, Strek- oder Schlagwerken in der Art
herstellt, daß diejenigen Theile, welche die Gelenke oder
Fugen bilden sollen, dünner sind als die Theile, woraus man
die Scharnierflügel oder Lappen formt. Diese dünnen
Metalltheile werden in einen Falz oder eine Rinne
übergebogen.“
Zufolge dieser Specification lief diese Rinne oder der dünnere
Theil des Metalls der Länge nach über den Metallstreifen, d.h.
in Beziehung auf das Eisen nach der Richtung des Strichs oder
der Faser des Metalls. Wenn nun dieses Eisen, um die beiden
Theile eines Scharniers zu bilden, aufgeschnitten wurde, so
mußte der Strich, nachdem das Scharnier fertig war, immer noch
nach derselben Richtung gehen. Dagegen gestattet der erste Theil
vorliegender Erfindung den Fibern des Metallstreifens in einer
Richtung quer zu dem Scharnier oder rechtwinklig zu seiner Länge
sich hinzuziehen. Dieser Zwek wird dadurch erreicht, daß man die
Einschnitte, Einzahlungen oder dünneren Theile, woraus die
Gelenke bestehen sollen, in gewissen Intervallen quer über den
Eisenstreifen so anordnet, daß nachher, wenn sie, um beide
Theile des Scharniers zu bilden, von einander getrennt worden
sind, ihre Fibern quer über das Stük sich hinziehen. Bei
Befolgung dieses Verfahrens kann das Metall zur Verfertigung
eines Gelenks leichter und sicherer umgebogen und ein weit
stärkeres Gelenk hergestellt werden, als wenn der Metallstrich
der Länge des Scharniers nach liefe. Dieses wird unter
Bezugnahme auf die beigefügten Abbildungen deutlicher in die
Augen springen.
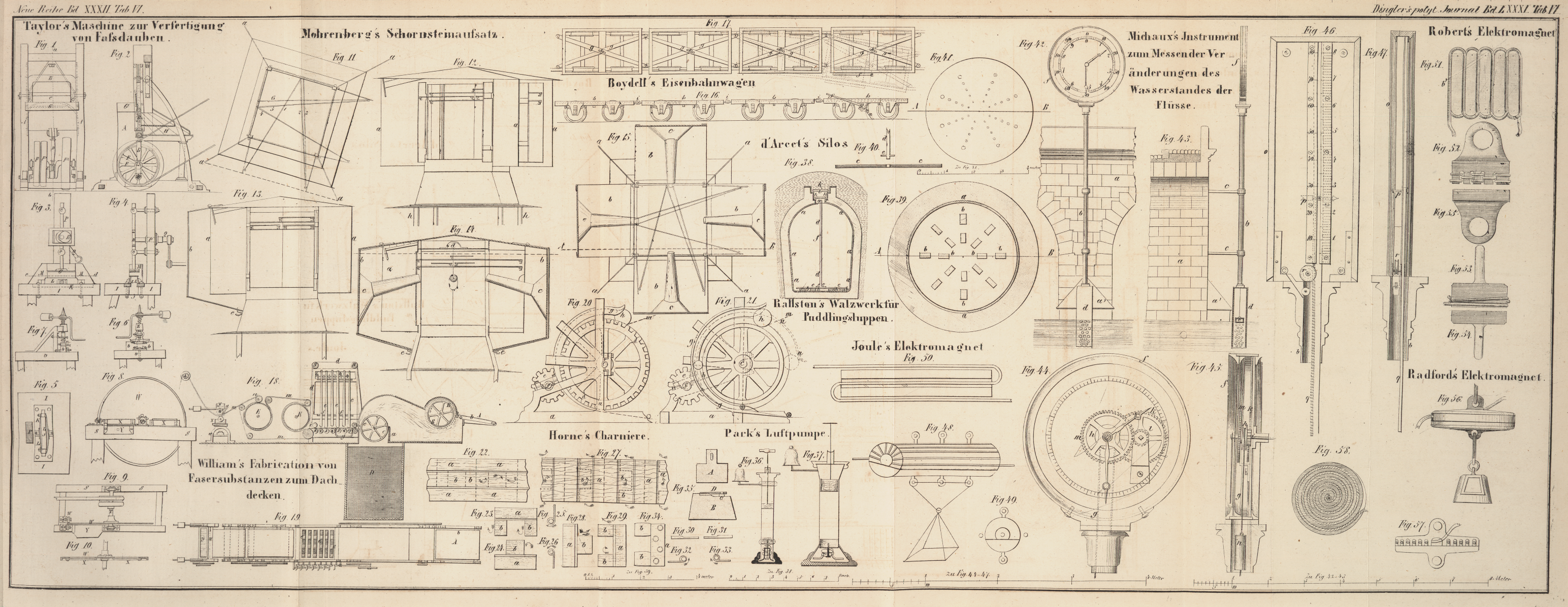
Fig. 22 stellt einen Theil des auf die in der
früheren Specification angegebene Weise vorbereiteten Stabeisens
mit dem eingeschnittenen oder dünnern Theil dar, welcher das
Gelenk bilden soll. Lezteres ist nach der Richtung der
Metallfibern gestellt, deren Strich in den Figuren durch
wellenförmige Linien angedeutet ist. Die Figuren
23 und 24
zeigen die Theile einer solchen Metallplatte so von einander
getrennt, wie sie die beiden Theile des Scharniers bilden; Fig. 25 und 26
sind Durchschnitte derselben, nachdem die dünnern Theile zur
Herstellung des Gelenks umgebogen wurden. a, a ist der für die Flügel oder Lappen bestimmte
dikere Theil des Metalls, b, b der
dünnere Theil, woraus die Gelenke gebildet werden sollen. Fig. 27 zeigt ein Stük des dem ersten Theile
gegenwärtiger Verbesserungen gemäß gewalzten oder sonst
vorbereiteten Eisens, nämlich mit den Einschnitten oder dünneren
Theilen, welche quer zu den Metallfibern oder rechtwinklig zu
der Längenrichtung des gewalzten Metalles stehen. Die Figuren 28 und 29
stellen Theile desselben so von einander getrennt dar, wie sie
die Bestandtheile eines Scharniers bilden. Fig.
30
und
31 sind Durchschnitte derselben. Die Figuren
32 und 33
stellen die dünneren Theile des Scharniers dar, nachdem sie der
Bildung der Gelenke wegen umgebogen worden sind. Wie in der
vorhergehenden, so geben auch in dieser Figur die wellenförmigen
Linien die Richtung des Metallstrichs an. Die punktirten Linien
in Fig.
27 zeigen die Linie, nach welcher das Metall getrennt
wird, und die Pfeile deuten die Richtung an, nach welcher die
dünneren Theile des Metalles umgebogen werden, um ein Gelenk zu
bilden.
Hienach leuchtet ein, daß den vorliegenden Verbesserungen gemäß
die Richtung der Eisenfasern rechtwinklig, oder nahe
rechtwinklig zur Länge des Scharniers angeordnet ist; d.h. die
Fibern werden in einer die Achse durchkreuzenden Richtung um den
Scharnierbolzen gebogen, während sie der früheren Methode
zufolge längs oder parallel zu derselben liefen.
Der zweite Theil der in Rede stehenden Verbesserungen besteht
darin, daß man den dünneren Theil oder die Gelenke der
vorbereiteten Metallstüke, nachdem man sie aus der Platte
ausgeschnitten hat, einem Druke aussezt, um diese Theile noch
weiter auszudehnen, so daß, wenn der Arbeiter die fragliche
Operation auf die gehörige Weise zu Ende gebracht hat, ein
vollkommner und netter Schluß in den Scharniergelenken
ausführbar ist. Lezteres wird wohl unter Beziehung auf Fig. 34 deutlicher in die Augen springen. Diese Figur
stellt den Theil eines Scharniers dar, welches mit Hülfe obiger
Procedur, nämlich des auf das eingezahnte Metall ausgeübten
Drukes, bearbeitet worden ist. a ist
derjenige Theil, welcher den Scharnierflügel liefert, b sind die das Gelenk bildenden
Theile.
Man sieht, daß die Seiten der Theile b,
b, welche das Gelenk bilden sollen, durch den
hinzukommenden Druk auseinander gebreitet werden, so daß der
Arbeiter vor der Zusammenfügung einen Theil des Metalles
entfernen kann; diese Operation läßt sich je nach Gutdünken des
Fabrikanten unter Mitwirkung von Formen oder Stempelpressen oder
sonstigen geeigneten Geräthen vornehmen.
Obiges Pressen kann entweder abgesondert oder in Verbindung mit
der unten zu beschreibenden Procedur der Vertiefung von
Schraubenlöchern an einer oder beiden Seiten des Scharniers
vorgenommen werden.
Die dritte Verbesserung besteht in der Bildung von Vertiefungen
zur Aufnahme der Schraubenköpfe. Dieß wird entweder vor oder
nach dem Durchschlagen oder Ausbohren der Schraubenlöcher
bewerkstelligt. Sollen die Vertiefungen gebildet werden, nachdem
die Schraubenlöcher bereits kalt aus dem Metalle geschlagen
sind, so erhizt man das Metall in irgend einem geeigneten Ofen,
und unterwirft es dann dem Druke einer Schwungrad- oder
Stempelpresse, welche mit den passenden Stempeln versehen ist.
An einem der leztern sind erhabene kegelförmige, in die Löcher
des Scharnierlappens passende Theile angebracht.
Fig. 35 gibt den Verticaldurchschnitt eines
Stempelpaares, welches zur Erreichung obigen Zwekes mit den
geeigneten kegelförmigen Hervorragungen versehen ist. A ist der obere oder bewegliche
Stempel, welcher im vorliegenden Falle eine glatte Fläche
besizt. B der untere oder feste
Stempel; C zeigt eines der erhabenen
kegelförmigen, in C eingelassenen
oder eingearbeiteten Stüke; D das
auf die oben beschriebene Weise vorbereitete Eisenstük mit
seinen dikeren und dünneren Theilen. Die Fläche des unteren
Stempels besizt einen Absaz, der indessen, wenn man mit
gewöhnlichem Metallblech arbeitet, nicht nöthig ist.
Die Wirkung der Stempel für den Fall, daß beide Operationen,
nämlich das Ausschlagen der Gelenktheile und die Bildung der
Vertiefung auf einmal vor sich gehen soll, ist nun folgende.
Nachdem das Metallstük heiß gemacht worden ist, legt man es auf
den unteren Stempel, so daß die kegelförmigen Stüke C den bereits ausgebohrten Löchern
gegenüber zu liegen kommen. Darauf läßt man den beweglichen
Stempel A niedersteigen. Dieser
preßt sofort das Scharnierstük gleichzeitig auf alle aus dem
untern festen Stempel hervorstehenden Erhabenheiten. Dadurch,
daß die dünneren oder Gelenktheile dem Druke der Theile a, b beider Stempel unterliegen,
werden sie dergestalt ausgebreitet, daß sie die bei b, b, Fig.
34, sichtbare Form annehmen. Man schafft darauf die
Stüke rasch auf die Seite und sucht die Stempel auf irgend eine
angemessene Weise kühl zu erhalten. Den konischen Löchern kann
darauf nöthigen Falles mit Hülfe irgend eines rotirenden
Werkzeugs die Vollendung gegeben werden.
Der Patentträger nimmt in Anspruch: 1) die verbesserte
Zubereitungsmethode der Eisenschienen für Scharniere, in der
Art, daß die Metallfasern quer über das Scharnier zu liegen
kommen; 2) die Ausbreitung der das Scharniergelenk bildenden
Theile, nachdem sie vorher mit Hülfe einer Art Presse und der
dazu gehörigen Werkzeuge ausgeschnitten worden sind, damit sie
breit genug seyen, um den Arbeiter in den Stand zu sezen, ein
genau schließendes und sauberes Gelenk zu bilden; 3) das
Ausschlagen der Schraubenlöcher oder die Vorbereitung derselben
mit Hülfe kegelförmiger Stempel, anstatt daß man alle zur
Aufnahme der Schraubenköpfe bestimmten Theile mit Hülfe von
Schneidwerkzeugen oder Drillbohrern u.s.w. ausbohrt.
Tafeln