| Titel: | James Nasmyth's direct wirkender Dampfhammer. |
| Fundstelle: | Band 88, Jahrgang 1843, Nr. XXIV., S. 101 |
| Download: | XML |
XXIV.
James Nasmyth's direct wirkender
Dampfhammer.
Aus dem Civil Engineer and Architects' Journal. Febr.
1843, S. 40.
Mit Abbildungen auf Tab.
II.
Nasmyth's direct wirkender Dampfhammer.
Eine Eigenthümlichkeit des Schmiedeisens, seine Unschmelzbarkeil, wurde die Anwendung
desselben sehr beschränken wegen der Schwierigkeit, ihm eine gewisse Form zu geben;
durch eine andere Eigenschaft aber, seine Schweißbarkeit, wird die ihm fehlende
Schmelzbarkeit des Gußeisens mehr als ersezt; da es überdieß außerordentlich
hämmerbar ist, so daß es unter Mitwirkung der Hize in jede beliebige Form
geschmiedet werden kann, so ist unsere Bewältigung desselben nur von unseren Mitteln
bedingt, die gehörige Kraft anzuwenden, und zwar durch Druk, wie beim Walzen, oder
durch Schläge, wie beim Schmieden mit dem Hammer; lezteres Verfahren ist bei weitem
das wichtigste, nicht nur, weil es uns in den Stand sezt, den Schmiedeeisenmassen
die gewünschte Gestalt zu geben, sondern auch weil, wenn das Hämmern mit der
erforderlichen Kraft geschieht, während das Eisen in der
Schweißhize ist, die Wirkung desselben die Qualität des Eisens in Betreff
seiner Zähigkeit und folglich seiner Fähigkeit, Anstrengungen auszuhalten ohne zu
brechen, um Vieles
verbessert; diese Zunahme an Kraft rührt von der dadurch bewirkten innigeren
Berührung oder Vereinigung der Eisentheilchen in Folge der vollständigeren
Hinaustreibung aller jener Unreinigkeiten her, welche außerdem durch
Auseinanderhalten der Eisentheilchen oder Fasern seine Kraft so schwächen. Es ist
dieß einer der vielen wichtigen Gründe, welche es wünschenswerth machen, die Mittel
zu besizen, das in der erforderlichen Schweißhize befindliche Eisen, welche Größe
und Gestalt das fragliche Stük auch haben mag, mit der
gehörigen Kraft zu hämmern.
Der große Erfolg, welchen die Anwendung der Dampfmaschine zur transatlantischen
Schifffahrt etc. hatte, veranlaßte Bestellungen von Schmiede-Arbeiten, wie
Ruderräderwellen, Kurbeln etc., deren Ausführung die Mechaniker in nicht geringe
Verlegenheit versezte, indem dieselben jezt von solchen Dimensionen verlangt werden,
daß die Kraft und Mächtigkeit der größten Schmiedehämmer beinahe nicht mehr dazu
ausreicht.
Schon lange fühlte man, daß man sich bei den Schmiedehämmern bereits einer Gränze
genähert habe, sowohl wegen der großen Schwierigkeiten und Kosten des gewöhnlichen
Verfahrens, als auch weil so enorme Schmiede-Arbeiten häufig den Mechanismus
zerstören und ein unvollkommenes Product nicht selten die Folge der unzureichenden
Kraft der gewöhnlichen Hämmer ist. Der Fehler lag immer in dem Constructionsprincip
der Maschinerie. Diese Uebelstände traten mit jedem Versuche, den Apparat zu
vergrößern, in der Absicht, ihn dadurch zur Bewältigung des in den Dimensionen
ebenfalls wachsenden Schmiedestüks geeigneter zu machen, auffallender hervor.
Um diese Fehler im Princip zu beseitigen und einen Hammer
zu construiren, welcher auf die einfachste Weise beim Schmieden der größten Stüke
alles nur zu wünschende, und zwar viel zwekmäßiger, vollkommener und wohlfeiler
leistet, erdachte ich meinen direct wirkenden
Dampfhammer, der meine sanguinischsten Erwartungen von seinen Vorzügen erfüllte
und dessen Beschreibung hier folgt.
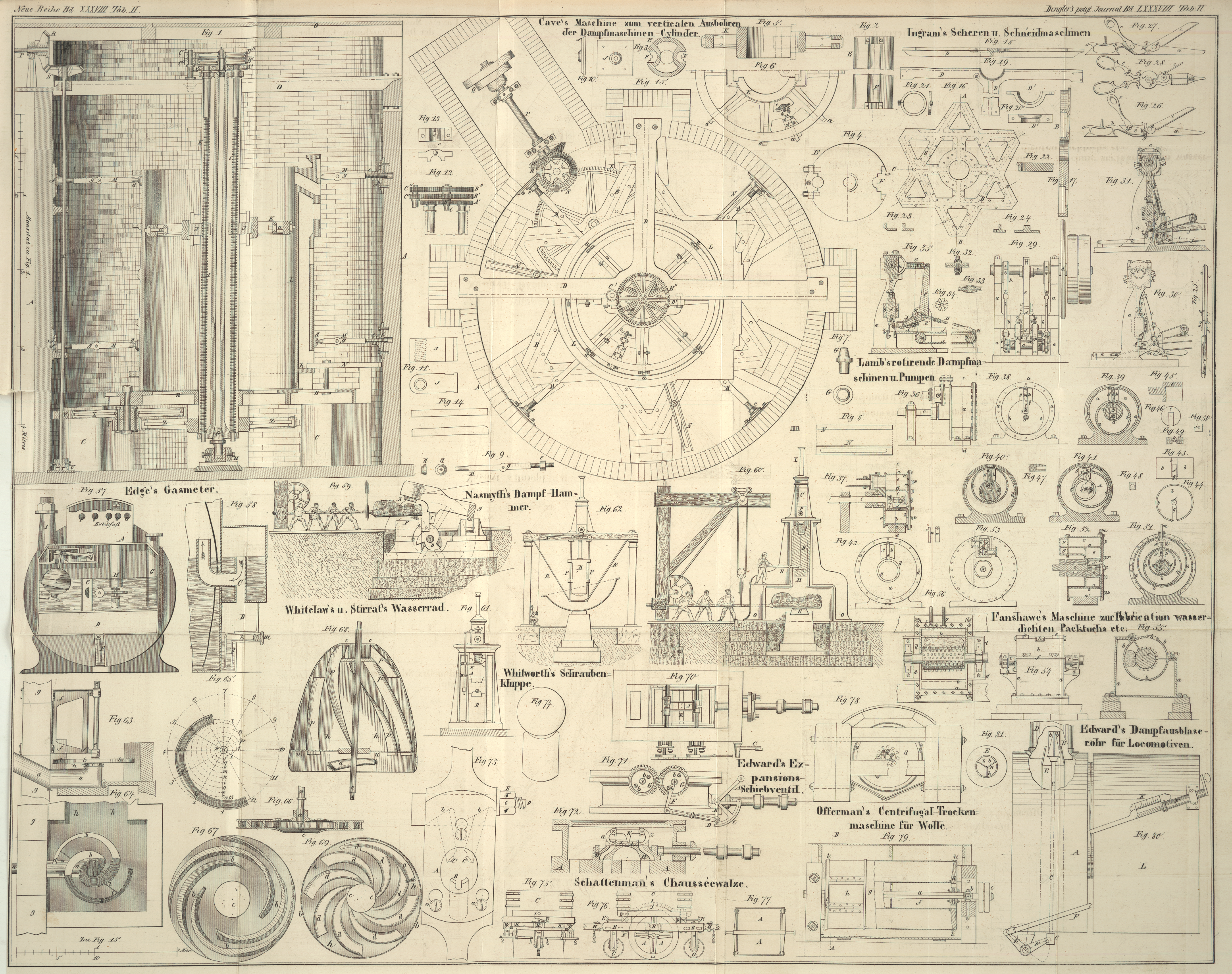
Um dem mit dem Gegenstande nicht ganz vertrauten Leser seine Vorzüge vor dem Hammer
gewöhnlicher Construction recht einleuchtend zu machen, verweise ich auf die
Abbildung Fig.
59, welche einen Schmiedehammer gewöhnlicher Construction der größten und
besten Art vorstellt. Nach der Zeichnung ist dieß ein vollkommener sogenannter
Siebentonnenhammer und folglich (sofern es seine Construction gestattet) zur
Ausführung der größten Arbeiten geeignet. Eine allen diesen Hämmern gemeine
Haupteigenschaft ist, daß die Kraft, durch welche sie steigen und fallen und so auf
das auf dem Amboß
befindliche Arbeitsstük Schläge geben, in einer rotirenden
Bewegung besteht, die von der geradlinig
wiederkehrenden Bewegung des Dampfmaschinenkolbens ausgehend, durch Wellbäume, Räder
etc. bis zum Hammer fortgepflanzt und zulezt durch Hebling und Däumling D wieder in ihre ursprüngliche Form zurükversezt wird.
Was wird aber dabei gewonnen, daß wir unsere Kraft einen solchen Weg zu ihrem Ziele
zu machen zwingen? Offenbar nichts; die Nachtheile davon aber sind zahlreich und
groß. Erstens geht durch die unvortheilhafte Umgestaltung der Kraft viel davon
verloren, dann erheischt die Aufstellung der ganzen Maschinerie einen großen Raum,
und überdieß darf man wegen der starken Erschütterungen einen kostspieligen Grundbau
nicht scheuen.
Die Wirkung eines solchen Aufwerfhammers, wie in Fig. 59 betreffend,
besteht ein großer Fehler im Princip darin, daß wenn er ein dikes Stük hämmern soll,
dadurch, daß dieses den größten Theil des freien Raums zwischen der Amboßfläche und
dem Hammerhelm einnimmt, ein nur schwacher Schlag erhalten wird, ein starker Schlag
hingegen beim Hämmern eines kleinen oder dünnen Arbeitsstüks; gerade das Gegentheil
von dem, wie es seyn soll. Beim Bearbeiten großer Stüke ist dieß ein bedeutender
Uebelstand, da der Natur der Sache nach hier die möglichst kräftigen Schläge
vonnöthen sind. Die Folge davon ist, daß die Masse weder eine so gesunde wird, als
erforderlich, noch in die rechte Gestalt gebracht werden kann, außer durch
wiederholte Hizen, wodurch aber sehr viel Zeit und Eisen verloren geht, indem, ehe noch die beschränkten Hammerschläge die verlangte
Veränderung der Gestalt hervorgebracht haben, die Schweißhize schon vorüber ist und
alle Schläge nach derselben die Masse eher lokerer als fester machen. Ein anderer
übler Umstand sind die sehr engen Gränzen des Raums zwischen dem Hammerhelm auf
seinem höchsten Standpunkt und der Amboßfläche, wodurch es ganz unmöglich wird, eine
Masse von einigermaßen bedeutender Breite oder Höhe in Arbeit zu nehmen; dazu kommt
noch, daß die Bahn des Hammers mit der Oberfläche des Amboßes nicht parallel bleibt,
wie aus der Zeichnung auch ersichtlich ist, aus welcher hervorgeht, daß der
Hammerhelm radial zum Centrum S, Fig. 59, in welchem er
sich bewegt, wirkt. Diesem Uebelstand kann zwar einigermaßen begegnet werden, indem
man das Centrum S höher stellt; doch ist dieß nicht
allein mit Schwierigkeiten verbunden, sondern läßt sich auch nur zwischen den Hizen
bewerkstelligen.
Um nun allen diesen Mängeln abzuhelfen, ersann ich meinen direct wirkenden
Dampfhammer, welcher in einer seiner vielen Formen und Anwendungen in Fig. 60
abgebildet ist.
Derselbe besteht aus einem gegen die gewöhnliche Stellung umgekehrten Dampfcylinder
C; die Kolbenstange kommt nämlich unten aus
demselben heraus; dieser Cylinder wird über dem Amboße K
von zwei Ständern O, O erhalten; das Ende der
Kolbenstange ist mit einem Gußeisenblok B verbunden,
welcher bei seinem Herunterfahren von eben gehobelten, an den Rand jedes Ständers
angegossenen Rippen geleitet wird. Dieser gußeiserne Blok ist der Hammer oder
schlagende Theil des Apparats, während der Cylinder mit seinem Kolben und der
Kolbenstange auf die einfachste Weise und in gerader Richtung die Kraft liefert,
wodurch der Schlagblok B in die Höhe gehoben wird. Die
Schwere bewirkt die niederwärts gehende Bewegung in
directester Weise. Um diesen Dampfhammer in
Thätigkeit zu sezen, wird Dampf von solcher Spannung, daß er, auf die Unterseite des
Kolbens wirkend, das Gewicht des Blokes B etwasUngefähr um 5 bis 6 Proc. mehr Druk, als den Blok aufwiegen würde, genügt, um
den Blok gehörig in die Höhe zu treiben. mehr als aufhebt, aus einem geeigneten Kessel (welcher in einem passenden
Raume des Hauses angebracht wird) durch die Röhre P in
das Ventilgehäuse geleitet, in welchem ein höchst einfaches Schieberventil thätig
ist. Ist das Ventil offen, so kann der Dampf auf die Unterseite des Kolbens drüken,
und der Blok B steigt auf eine beliebige Höhe (innerhalb der Gränzen der Cylinder-Länge). Der
Hebel E wird nun in entgegengesezter Richtung bewegt,
wodurch nicht nur kein Dampf mehr zutreten kann, sondern auch dem eingetretenen
durch die Röhre L der Austritt gestattet wird; im
Augenblik, wo dieß geschieht, sinkt der Blok B mit aller
Kraft seines Gewichts und seiner Fallhöhe und entladet seine volle Stoßkraft auf das auf dem Amboß befindliche Arbeitsstük. Die Kraft
eines solchen Hammers ist nur von der Größe, die man ihm geben will, bedingt.
Dieser so kräftig wirkende Hammer liefert zugleich ein Beispiel, wie man die
Dampfkraft in der Gewalt hat, denn wenn man eine Abwechselung in der Intensität der
Schläge vom leisesten, eine Nuß knakenden, Stoß bis zum fürchterlichen Schlag
hervorbringen will, braucht man nur der Ventilstange eine verhältnißmäßige Bewegung
zu geben, und indem man so den Austritt des Dampfes
regulirt, kann der Blok allmählich heruntergelassen werden, wie ein Schiebfenster,
auch sein Herunterfallen jeden Augenblik und auf jeder
Stelle eingehalten, und er auf dieser Stelle, so lange man will, erhalten
werden; andererseits kann durch gehörige Regulirung des Dampfzutritts der Blok auf
jede beliebige Höhe von der Amboßfläche oder der Oberfläche des Arbeitsstüks hinweggehoben und auf
diese Weise die Schnelligkeit der Schläge regulirt werden.
Die Gestalt und Anordnung des Dampfhammers wie in Fig. 60, sind nach der
bisherigen Erfahrung die zwekmäßigsten. Der Abstand zwischen den Ständern O, O in der Zeichnung läßt 12 Fuß freien Raum, nämlich 6
Fuß auf jeder Seite vom Mittel des Amboßes und 6 Fuß nach Oben zu. Doch kann dieses
Verhältniß nach Belieben abgeändert werden. Der Raum auf jeder Seite des Amboßes,
vorn und hinten, ist frei von jeder Maschinerie und erleichtert daher auf jede Weise
die Einführung und Handhabung des Arbeitsstüks.
Der verhältnißmäßig kleine Raum, welchen die ganze Vorrichtung des Dampfhammers
einnimmt, kann durch einen Blik auf die Zeichnung Fig. 60 im Vergleich mit
der gewöhnlichen Vorrichtung Fig. 59, beurtheilt
werden. Hätte ich die Ständer in der Zeichnung Fig. 60 in der
Seitenansicht dargestellt, so würde der Unterschied noch mehr in die Augen springen.
Die Kosten der ersten Herstellung betreffend, muß jeder Sachverständige sogleich
einsehen, welchen Vortheil hierin der Dampfhammer gewährt, abgesehen von seinen
Vorzügen und seiner größeren Dauerhaftigkeit; er ist wirtlich so einfach, daß nicht
leicht eine Störung eintreten kann. Eine Hauptursache seiner Dauerhaftigkeit ist die
Art, wie der Blok aufgehoben wird, nämlich mittelst des zusammendrükbarsten aller
Körper, durch Dampf; für die Bearbeitung des Stabeisens wird durch diese Erfindung
eine neue Epoche eintreten. Auf die Möglichkeit, das Eisen in allen beliebigen
Dimensionen mittelst dieses Hammers zu schmieden, so wie auf die bessere Qualität
desselben, welche dadurch erzielt wird, wurde oben schon aufmerksam gemacht.
Besonders aber verdient erwähnt zu werden, welchen Einfluß dieses Verfahren auf die
Güte der Dampfkesselplatten u. dergl. hat, welche ganz davon abhängt, wie das Eisen,
aus welchem sie gewalzt werden, im ursprünglichen Schweißproceß zu einer vollkommen
dichten Masse bearbeitet wurde. Neun Zehntheile der Fehler dieser
Dampfkesselplatten, welche schon so unselige Folgen herbeigeführt haben, namentlich
Fehler durch Blasen, entstanden durch unvollkommene Verdichtung in Folge der
unvollkommenen Methoden beim Hämmern der ursprünglichen Masse zu einem wahrhaft
festen Blok, während wir jezt im Stande sind alle Schlake herauszutreiben, welche
sich außerdem zwischen die Fasern der einzelnen zusammengeschweißten Bündel hinein
lagert. Eben so vortheilhaft ist der Dampfhammer für die Verfertigung guter
Anker.
Fig. 61 zeigt
die Anwendung des Hammers A zum Schmieden einer auf dem
Amboß oder Blok B liegenden eisernen Stange, und zwar
eines selbst wirkend gemachten Dampfhammers; wenn die Anschläge
D, D nämlich mit dem Stifte am Bloke E in Berührung kommen, wird das Dampfventil C entweder geöffnet oder geschlossen.
Fig. 62 zeigt
die Anwendung des Dampfhammers zum Austreiben von Kesseln, Pfannen etc. Der Hammer
M geht in den Führungen P,
P, welche mittelst der Stangen R an dem oberen
Balken hängen. Wenn der Arbeiter den Hebel N herabzieht,
öffnet sich das Ventil, so daß der Dampf den Kolben und folglich den Hammer heben
muß.
Es versteht sich, daß durch einen einzigen Dampfkessel jede Anzahl von Dampfhämmern
in Bewegung gesezt werden kann, indem der Dampf jedem nur durch Röhren zugeführt zu
werden braucht; in den meisten Eisenschmieden ist die sonst verloren gehende Hize
mehr als hinreichend, um den Dampf zu liefern.
Bridgewater Foundry, Patercroft, 17. Jan.
Tafeln