| Titel: | Verbesserungen in der Fabrication überzogener Knöpfe, worauf sich John Chatwin, Knopfmacher in Birmingham, am 16. Jul. 1842 ein Patent ertheilen ließ. |
| Fundstelle: | Band 88, Jahrgang 1843, Nr. LXXXIV., S. 333 |
| Download: | XML |
LXXXIV.
Verbesserungen in der Fabrication
uͤberzogener Knoͤpfe, worauf sich John Chatwin, Knopfmacher in Birmingham, am
16. Jul. 1842 ein Patent ertheilen
ließ.
Aus dem Repertory of Patent-Inventions. April 1843,
S. 203.
Mit Abbildungen auf Tab.
V.
Chatwin's Verbesserungen in der Fabrication überzogener
Knöpfe.
Meine Erfindung bezieht sich auf die Verfertigung überzogener Knöpfe durch
Stempelformen und Druk. Es ist bekannt, daß bei der Verfertigung solcher überzogener
Knöpfe von dem sehr kostbaren Ueberzugsmaterial, was gewöhnlich angewendet wird, ein
sehr breites Stük um den Knopf gefaltet und dann in das Innere desselben
eingeschlossen wird. Der Zwek meiner Erfindung bei der Verfertigung überzogener
Knöpfe durch Stempel und Druk besteht darin, daß man von dem Ueberzugsmaterial so
viel erspart, als früher in das Innere des Knopfes eingefaltet wurde.
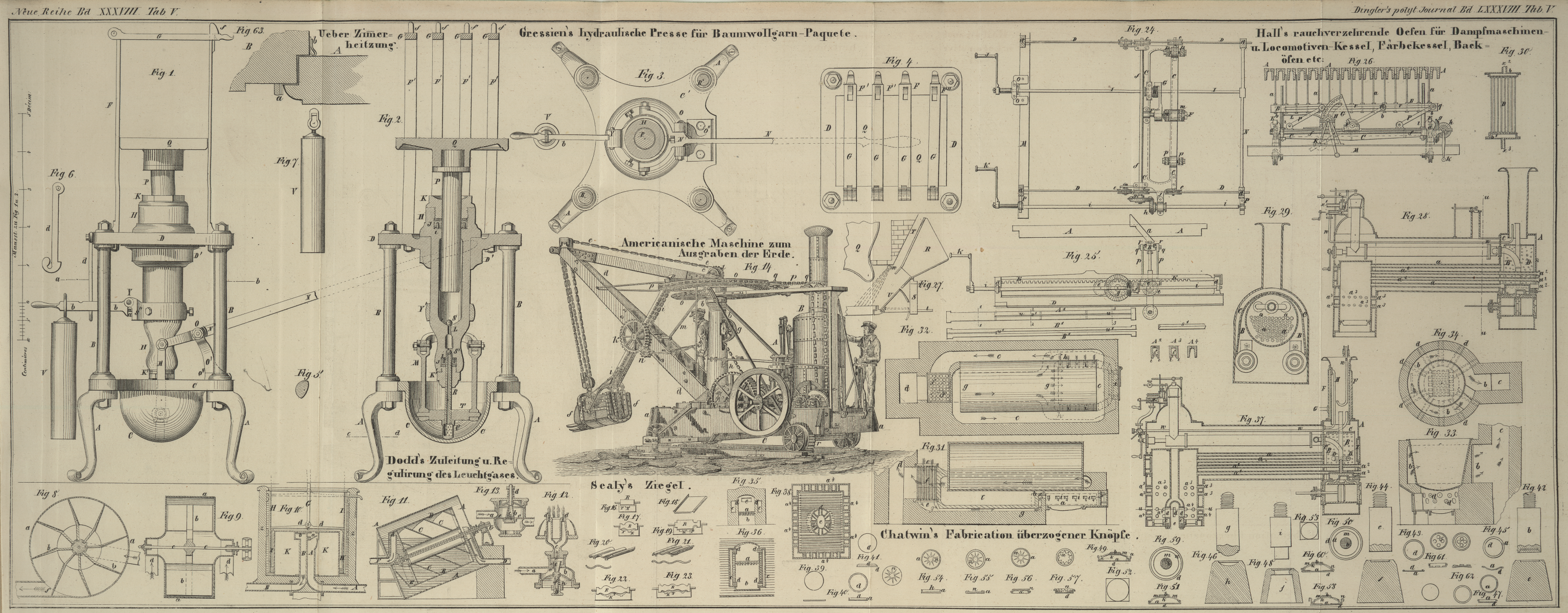
Fig. 39
stellt eine Scheibe aus Messing oder einem anderen geeigneten Materiale dar, woraus
die obere Seite des Knopfes besteht. Diese Scheibe wird durch geeignete Stempel in
die Gestalt von Fig. 40
gebogen und dann geglüht. In diese Metallschale wird eine Scheibe d von dem zum Ueberzug des Knopfes bestimmten Zeug mit
der Hand gelegt, und der hervorstehende Rand der Metallschale a wird, wie in Fig. 41 zu sehen ist,
vermittelst des in Fig. 42 im Durchschnitt dargestellten Apparates herabgebogen, wovon b der obere Stempel und a
die untere Form ist. Diese Stempel werden durch eine Schwungpresse, wie sie
gewöhnlich bei der Knopfmanufactur gebräuchlich ist, bewegt, und das geschieht auch
mit den anderen Stempeln, von denen nachher die Rede seyn wird.
Die Schale a, Fig. 41, wird zunächst
noch mehr über den Rand hinabgedrükt, um den Zeug fest zu halten, wie aus Fig. 43 im
Grundriß und Seitendurchschnitt zu sehen ist.
Dieß wird vermittelst des in Fig. 44 dargestellten
Apparates erreicht, wovon e der obere Stempel, f die untere Form ist. Im Fall der Knopf gewölbt oder
convex werden soll, so wird die Schale in die in Fig. 45 im Grundriß und
der Seitenansicht dargestellte Gestalt gebogen; die zu dieser Operation nöthigen
Formen sind aus Fig. 46 ersichtlich, wo g den oberen Stempel
und h die untere Form bildet. Soll die Convexität des
Knopfes bedeutend seyn, so ziehe ich es vor, die Schale beinahe zu der gewünschten
Convexität zu biegen, bevor das Ueberzugsmaterial d
eingefügt und befestigt wird.
In diesem Falle mache ich den Durchmesser des Zeugs etwas weniges größer, als den der
inneren Schale a.
Die Schale a wird nun durch den Apparat Fig. 44 zunächst in die
Gestalt von Fig.
47 gebracht, wobei das Ueberzugsmaterial auf ihrer äußeren Oberfläche sich
befindet, und diese Procedur bildet eine Eigenthümlichkeit meiner Erfindung. Sie
wird vermittelst des in Fig. 48 dargestellten
Apparates bewerkstelligt, wo i der obere Stempel und j die untere Form ist, deren Beschaffenheit aus der
Zeichnung deutlich zu ersehen ist.
Wenn die Scheibe a, Fig. 45, durch die
Stempelform Fig.
48 gegangen und in eine Schale verwandelt worden ist, so wendet man einen
convexen Stempel i anstatt des in der Zeichnung
dargestellten an. Die überzogene Metallschale a, Fig. 47, wird
nun zur Aufnahme der Ausfüllscheibe, der hinteren Scheibe und des Oehrs vorbereitet.
Diese Operation wird mit der Hand verrichtet und durch Betrachtung der Fig. 49, 50 und 51 deutlich
werden, deren Theile der größeren Deutlichkeit wegen im vergrößerten Maaßstabe
dargestellt sind.
Fig. 49 zeigt
den Durchschnitt eines Knopfes vor der Umbiegung der äußeren Schale;
Fig. 50 die
hintere Ansicht dieser Theile in demselben Zustande wie in Fig. 51;
Fig. 51
stellt einen Durchschnitt des Knopfes dar, nachdem die Schale umgebogen und der
Knopf durch geeignete Apparate, wie man sie seither bei der Fabrication überzogener
Knöpfe anwendete, wenn sie von den Ueberziehungsapparaten kamen, vollendet worden
ist.
a ist die Metallschale mit dem Zeug d auf ihrer Oberfläche; dieser wird festgehalten durch
das Hinabdrüken des Randes der Metallschale a: k ist
eine Ausfüllscheibe, m das biegsame Oehr und m' die hintere Metallscheibe, durch welche das Oehr
hervorragt.
Die Theile k, l, m sind denjenigen ähnlich, welche man
seither zu demselben Zwek anwendete; man fügt sie mit der Hand ein, statt wie bisher
dazu Werkzeuge zu gebrauchen. Solche Ueberziehungsapparate sind in dem vorliegenden
Falle unnöthig, weil das Ueberzugsmaterial durch die Schale a festgehalten wird.
Ich muß bemerken, daß, obgleich ich biegsame Oehre vorziehe, ich mich doch nicht auf
dieselben beschränke, indem dieser Theil meiner Erfindung sich nicht auf die Gattung
der Oehre bezieht, sondern auf die Art das Ueberzugsmaterial zu befestigen. Es ist
klar, daß der Zeug, welcher früher in das Innere des Knopfes gefaltet wurde, auf
meine Art durch den äußeren Rand der Metallschale a
festgehalten wird und daß auf diese Weise das Stük vom Zeug erspart wird, welches
man seither in das Innere des Knopfes faltete. Eine weit geringere Quantität Zeug
ist demnach hinreichend, um einen Knopf von derselben Größe zu geben, als früher.
Dieß wird deutlich werden durch die Fig. 52 und 53, wo zwei
Stüke Ueberzugsmaterial dargestellt sind.
Oben habe ich die Verfertigung solcher Knöpfe beschrieben, bei denen nur die obere
Seite der Metallschale a überzogen ist. Bei der besten
Art überzogener Knöpfe ist es jedoch wünschenswerth, die ganze Schale a zu überziehen, und ich will noch angeben, wie ich
diesen Zwek erreiche.
Fig. 54 zeigt
eine Schale a, in welche eine aus irgend einem
geeigneten Ueberzugszeug bestehende Fläche eingefügt wurde und eine zweite Scheibe
n ebenfalls mit einem passenden Material. Ich ziehe
ein starkes Gewebe vor, welches weniger kostbar seyn sollte, als das für die
Oberfläche angewendete Zeug. Diese Scheibe n wird, wie
man sieht, vom Centrum aus in radialen Richtungen eingeschnitten; der Rand der
Schale a wird alsdann durch den Apparat Fig. 42 darüber gebogen
und dann durch den Stempel Fig. 44 platt gedrükt,
wodurch sie die Gestalt von Fig. 55 erhalten wird.
Auf der Schale a ist das Ueberzugsmaterial d und n befestigt und sie
wird nun zunächst durch
den Stempel Fig.
48 in die in Fig. 56 dargestellte
Gestalt gebogen, worauf die Spizen des Zeugs mit der Hand leicht von der Oberfläche
des Knopfes entfernt und in das Innere der Schale a
eingefaltet werden können. Fig. 57 zeigt einen
Seitendurchschnitt und innere Ansicht der Schale a, bei
welcher die Spizen des Zeugs n in das Innere der Schale
gefaltet sind. Dieß wird bei Betrachtung der Fig. 58, 59 und 60, deren Theile zu
diesem Zwek in vergrößertem Maaßstabe dargestellt sind, deutlicher werden.
Fig. 58 zeigt
einen Durchschnitt des Knopfes, bevor er durch die Stempel abgeplattet wurde.
Fig. 59
stellt eine Hintere Ansicht des vollendeten Knopfes dar, Fig. 60 zeigt einen
Durchschnitt des vollendeten Knopfes; a ist die
Metallschale, d das Ueberzugsmaterial, k die Knopfscheibe, l das
biegsame Oehr und m die hintere Schale. In diesem Falle
werden die gewöhnlichen Werkzeuge angewendet, um das Ueberzugsmaterial straff
anzuziehen. Bei der Zusammensezung der Theile wird die überzogene Schale a durch den Stempel in die untere Form gezwängt; die
äußere Seite des aufgebogenen Randes der Schale gleitet dicht in den unteren Apparat
und zieht die Scheibe vom Ueberzugsmaterial n dicht über
den Rand der Schale a; die hintere Schale mit dem Oehre
wird dann mittelst einer Röhre eingefügt und der Stempel preßt die Theile zusammen,
während die hintere Schale m das Ueberzugsmaterial dicht
in die Schale a zieht. Der Knopf wird alsdann aus dem
Apparat entfernt und durch die Flachstempel abgeplattet und Vollendet. Auch bei
dieser Art Knöpfe beschränke ich mich nicht auf biegsame Oehre, da man auch andere
anwenden kann.
Ich muß noch bemerken, daß außer dem Vortheil, welcher aus der Ersparniß an
Ueberzugsmaterial entsteht, die Art dasselbe zu befestigen noch besonders nüzlich
gefunden werden wird, wenn das Ueberzugsmaterial ein Muster im Centrum hat, indem,
wenn einmal die Zeugscheibe d mit dem Muster in der
Mitte correct ausgeschnitten wurde, dasselbe bei der Vollendung des Knopfes durch
Stempel und Druk nicht leicht verschoben werden kann, was früher in diesem Falle
leicht geschehen konnte.
Ich mache keinen Anspruch auf die Verfertigung von Knöpfen mit Centralmustern im
Allgemeinen, indem schon früher William Elliot sich für
diesen Zwek ein Patent ertheilen ließ. Meine Erfindung bezieht sich einzig auf die
Methode das Ueberzugsmaterial, von welcher Art es auch seyn möge, anzubringen und zu
befestigen. Zuweilen wende ich meine Erfindung auch auf Knöpfe ohne Oehre an, indem
alsdann die Knöpfe eine geeignete Form erhalten, um mit einer Nadel befestigt zu
werden, die man durch den Zeug und die Schale sticht, welche leztere durchlöchert
ist.
Fig. 61 zeigt
den Durchschnitt, die innere Ansicht und Frontansicht eines solchen Knopfes, welcher
bis zu der Stufe fertig ist, wo die durchlöcherte Scheibe aus dem Apparat Fig. 48 kommt.
Der einzige Unterschied zwischen dem theilweise fertigen Knopfe Fig. 61 und dem Fig. 47
besteht in dem Umstand, daß die in Fig. 61 angewendete
Schale durchlöchert ist, um den Knopf annähen zu können. Die Theile Fig. 61 werden alsdann in
den Apparat gebracht, welcher den Knopf vollendet und ihm die Gestalt gibt, die in
Fig. 62
in der hinteren Ansicht, dem Durchschnitt und der Frontansicht dargestellt ist.
Tafeln