| Titel: | Beschreibung einer Presse zum Verfertigen von Röhren aus Blei und Zinn; von Hrn. Kehr aus Kreuznach. |
| Fundstelle: | Band 91, Jahrgang 1844, Nr. LXXII., S. 275 |
| Download: | XML |
LXXII.
Beschreibung einer Presse zum Verfertigen von
Roͤhren aus Blei und Zinn; von Hrn. Kehr aus Kreuznach.
Aus den Verhandlungen des Vereins fuͤr Befoͤrderung
des Gewerbfleißes in Preußen, 1843, S. 164.
Mit Abbildungen auf Tab.
IV.
Kehr's Presse zum Verfertigen von Röhre aus Blei und
Zinn.
Zur Leitung des Gases und Wassers bedient man sich sehr viel der gezogenen Röhren.
Diese haben aber bei ihrer Verwendung das Unangenehme, daß man sie, bei der geringen
Länge von höchstens 12 Fuß, bis zu welcher man sie ziehen kann, für größere und
insbesondere sehr beträchtliche Längen löthen muß; daß sie in den Wanddiken nicht
gleichförmig sind, und daher bei starkem Druke Ausweitungen, ja wohl Risse erhalten.
Um nun diese eben bemerkten Mängel zu beseitigen, hat der Verf. eine Presse
construirt, welche Zinn- und Bleiröhren von 200 und mehr Fuß Länge fertigen
kann. Bei einem Druke von 300000 Kilogr. (641421 preuß. Pfd.) liefert die Presse
Röhren von gleicher Wanddike, ohne Fehler und innerhalb sehr glatt, was in hohem
Grade die Circulation von Flüssigkeiten und Gasen erleichtert. Im Vergleich zu den
diken Wänden der gewöhnlichen gezogenen Röhren geben die gepreßten eine große
Ersparniß an Material, ohne der Dauerhaftigkeit Eintrag zu thun; denn bei dem
Pressen wird das Metall so fest und erreicht einen solchen Grad von Dichtigkeit, daß
ein Fehler, wodurch der Zutritt oder Ausgang der Luft gestattet werden könnte, fast
unmöglich wird.
Der Verf. war der Erste, welchem es gelang, Röhren aus reinem Zinn zu fertigen. Diese
sind Destillateuren mehr als verzinnte Kupferröhren zu empfehlen.
Die hier mitgetheilte Presse unterscheidet sich wesentlich von denjenigen, welche der
Verf. früher in Köln, so wie später in Paris aufgestellt hat. Der große Preßbalken,
der die neue Maschine so vereinfacht, macht nicht nur den Krahn und das Gegengewicht
der ältern unnüz, sondern erlaubt bei seiner Anordnung auch, ihn mit Leichtigkeit in
zwei Theile zu zerlegen, ohne jedesmal die Muttern zu lösen; es ist daher die
Gefahr, welcher die Arbeiter früher bei den ältern Pressen ausgesezt waren,
beseitigt. Außerdem gewährt diese Anordnung auch eine sehr erhebliche Zeitersparniß.
Sie erfordert zwar zu ihrer Aufstellung ein Local in zwei Etagen, verrichtet aber
ihre Arbeiten in einem kleinen Raume des Erdgeschoßes.
Drei Arbeiter können mit Leichtigkeit 1000 Kilogr. (2138 preuß. Pfund) Röhren in
einem Tage ohne große Anstrengung liefern; der Werth des Brennmaterials beträgt in dieser Zeit etwa 6
Fr. Die Angaben haben sich in der Ausführung bewährt, und es sind mit dieser
Maschine bereits an 600000 Kilogr. Röhren von nachstehend bemerkten Abmessungen
gefertigt worden.
Die Länge der Röhren hängt vom Inhalte des Cylinders ab; wenn man bei der Maschine
einen Cylinder von 120 Kilogr. Inhalt verwendet (statt 80 Kilogr. als Norm zu
nehmen, wie in der nachstehenden Tabelle geschehen ist), so wird die Länge der Röhre
um die Hälfte größer.
Nr.
Innerer Durchmesser in Linien.
Wanddike in Linien.
Laͤnge in
Fußen.
Laͤnge in
Meter.
Gewicht in Kilogr.
1
6
1
200
61,5
80
—
—
1
150
46
—
—
—
2
100
30,5
—
2
9
1
137
42
—
—
—
1½
102
31,5
—
—
—
2
68½
21
—
3
12
1
91½
28
—
—
—
1½
68½
21
—
—
—
2
45¾
14
—
4
15
1
80½
25
—
—
—
1½
60¼
18,5
—
—
—
2
40¼
12
—
5
18
1
72
22
—
—
—
1½
54
16,5
—
—
—
2
36
11
—
6
21
1
50
15
—
—
—
1½
37½
11,5
—
—
—
2
15
7,5
—
7
24
1
30
9
—
—
—
1½
22½
7
—
—
—
2
15
4,5
—
Die Maschine fertigt außerdem Röhren von jeder Wanddike und jedem verlangten
Kaliber.
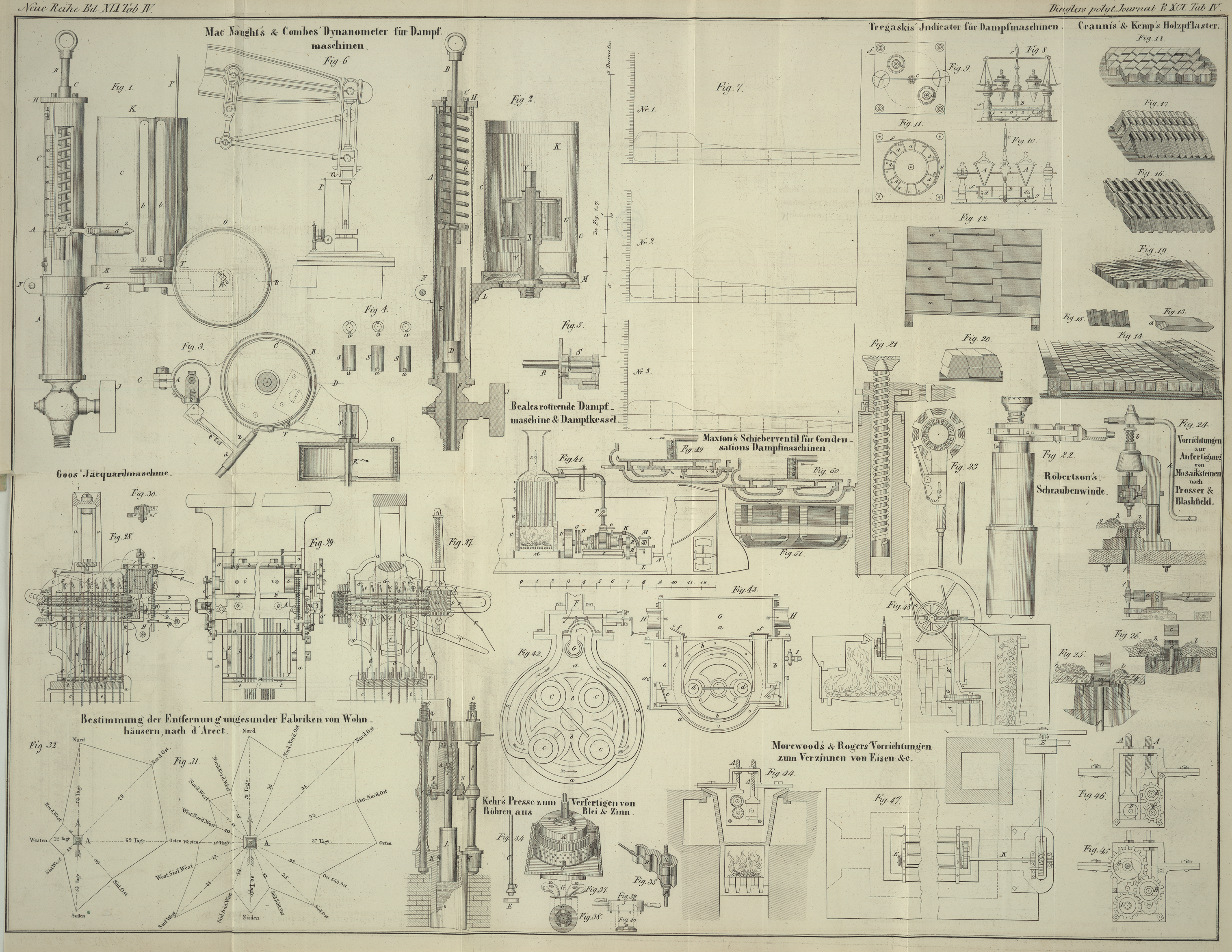
Fig. 33 ist
ein Aufriß und theilweiser Durchschnitt der Presse; Fig. 34 ein neuer Dorn;
die Figuren
35–40 geben die Details der Presse.
A, A, Fig. 33, ist der
Cylinder, welcher das Metall, aus dem man die Röhren fertigen will, enthält. B Kolben, aus einem Stüke Stahl gefertigt, der in den
Cylinder reicht. C stählerner Dorn. D Verstärkung oder Ausbauchung des Dorns, die es
gestattet, denselben nach beendigter Operation aus dem Rohre zurükzuziehen. E, E runde Scheibe, in
welche der Dorn eingesezt wird. F Träger oder Führer des Dorns, der ihn
genau in der Mitte erhält. Das Stük hat eine konisch vertiefte Rinne, in welcher
sich der durch die Scheibe E, E etwa entweichende Stoff ansammeln kann. G,
Fig. 38,
Directions- oder Stellschraube des Dorns, welche denselben genau in der Mitte
des Cylinders hält, bis das Metall wieder dikflüssiger wird. Sie hat zwei
trichterförmige Behälter a, a, die dazu dienen, das geschmolzene Metall in den Cylinder zu leiten. H das Schließblech, läßt für den Austritt des Metalls am
Anfange des Dorns eine ringförmige Oeffnung; die Breite derselben bestimmt die
Wanddike. I, Fig. 33, Dekel oder Hut,
in den das Schließblech eingelassen ist. K hydraulische
Presse. L Kolben derselben. M gußeiserne Platte, oder Bank, die den Cylinder A, A unterstüzt. N, N Schrauben, welche mittelst Muttern den
Cylinder auf der Bank M befestigen. O, O Schraubenbolzen, die
durch die Bank M gehen. P,
P gußeiserne Säulen, welche die Bolzen O, O umgeben; sie tragen
zugleich die ganze Presse. Q, Q Muttern, um die Schrauben O, O anzuziehen. R Preßbalken,
fest angezogen durch die Muttern Q, Q. Er widersteht dem ganzen durch die hydraulische
Presse ausgeübten Druke. Er zerfällt in zwei Theile (vergl. Fig. 35), die sich durch
ihre Schrauben O, O öffnen,
wenn man, vor dem Einbringen einer neuen Ladung, den Cylinder reinigen will.
Bisher hatte man es bei den zur Fabrication gepreßter Röhren bestimmten Maschinen für
durchaus nöthig erachtet, den Dorn und dessen Grundplatte, um ihnen genug Stärke und
Dauerhaftigkeit zu geben, aus Einem Stük zu machen. Die Erfahrung hat diese Annahme
nicht bestätigt. Die durch solche Dorne herbeigeführten Nachtheile erschweren die
Röhrenfabrication. Dorne von 6 Millim. (2,75 preuß. Linien) erforderten Grundplatten
von einem Durchmesser, gleich dem innern des Cylinders, mußten aus demselben
Eisenstüke, welches die Grundplatte liefert, genommen und auf der Drehbank abgedreht
werden, wobei die dünnen Theile, häufig von dem sie fertigenden Arbeiter noch
geschwächt, dem Druke nicht mehr widerstehen konnten; es zerbrachen solche Dorne
oftmals ohne gebraucht zu seyn.
Die neuen Dorne C, D, Fig. 34, haben
zwei Stärken, von denen C den innern Röhrendurchmesser
zur Dike, die größere D eine konische Gestalt hat. Diese
Abänderung ist von großem Einfluß, da bisher nach beendetem Druk das Röhrenende fest
am Dorne sizen blieb, so daß man genöthigt war, leztern durch Hammerschläge
(hölzerne Schlägel) herauszutreiben, was unausbleiblich die schwächern Theile des
Dorns angriff und in Folge dessen Röhren von ungleich starken Wänden gebildet
wurden. — Die Ausbauchung D verstärkt den Dorn
und leistet größern Widerstand während des Druks; so wie der Dorn am Ende der
Operation in das Schließblech M, M tritt, erzeugt er durch seine Basis ein erweitertes Rohr, so lang als
der Dorn selbst ist. Hiedurch fällt das Röhrenende, welches weiter als der Dorn ist,
von selbst ab, und der unverbogene Dorn kann, ohne vorher wieder gerichtet worden zu
seyn, augenbliklich wieder in Thätigkeit gesezt werden.
Der Preßbalken R, Fig. 33, 35, kann durch Lösung der
Muttern Q geöffnet werden; er ist von Gußeisen und wiegt
mehr als 500 Kilogr. (nahe 10 preuß. Centner). Man öffnet ihn nach jeder Operation,
um vor dem Einführen einer neuen Ladung die Reinigung der Stüke zu bewerkstelligen.
Bei den bisher versuchten Systemen mußte man den Preßbalken mittelst Krahn und
Gegengewicht aufheben und ihn so in der Luft schwebend erhalten, was bedeutenden
Zeitverlust und selbst Gefahr veranlaßte. Bei dieser Presse wird der Preßbalken
durch die Schraubenmuttern gehalten und macht Krahn und Gegengewicht unnüz. Man
öffnet ihn leicht nach jeder Operation und schließt ihn vor dem Beginn einer neuen.
In Fig. 35
ist er offen dargestellt.
Es wäre unnüz, hier die Zeichnung einer Injectionspumpe hinzuzufügen, da sich jeder
Mechaniker dabei seiner eigenen Modelle bedient. Die Bemerkung ist hinreichend, daß
die Kolbendike für die Injectionspumpe von doppelter Wirkung nicht unter 8 Linien
stark seyn darf, um, ohne zu brechen, diesem starken Druke widerstehen zu
können.
Hergang der Arbeit. Zur Verminderung der Reibung des
Metalls während der Pressung beginnt man das Tagewerk mit der Erhizung des Cylinders
bis auf 180° R. (225° C.). Dann stellt man jedes an seinen Ort, 1) den
Kolben B, 2) den Träger oder Führer des Dorns, 3) den
Dorn C, D selbst und dessen
Grundplatte E, E.
Nun wählt man je nach dem Kaliber des Dorns die Directionsscheibe G, stellt dieselbe auf den Cylinder A, A, befestigt in der Mitte
desselben den Dorn, gießt das Metall in die Trichter a,
a läßt es gestehen, nimmt die Directionsscheibe G weg (denn der Dorn wird sofort durch das Metall selbst
in der Cylindermitte erhalten), bringt das Schließblech H auf, bedekt es mit dem Hute I, vereinigt
beide Theile des Preßbalkens R und zieht die Muttern Q, Q stark an. Sezt man jezt
die Pumpen der hydraulischen Presse in Thätigkeit, so sieht man binnen 30 Minuten
200 Fuß vollkommen fertiges Rohr hervorgehen.
Ist sämmtliches Metall verbraucht, so schneidet man mittelst einer Säge das Rohr über
dem Dorn ab, lüftet ein wenig die Muttern, öffnet den Preßbalken, nimmt den Hut I ab und stößt den Kolben so, daß der Führer des Dorns
aus dem Cylinder geworfen wird. Nachdem man den Dorn herausgenommen, stellt man alle
Stüke in oben beschriebener Reihenfolge wieder in Ordnung und schreitet zur zweiten
Operation.
Tafeln