| Titel: | Morewood's und Rogers' patentirtes Verfahren Eisenbleche zu verzinnen und zu verzinken. |
| Fundstelle: | Band 91, Jahrgang 1844, Nr. LXXIX., S. 305 |
| Download: | XML |
LXXIX.
Morewood's und Rogers' patentirtes Verfahren
Eisenbleche zu verzinnen und zu verzinken.
Aus dem Mechanics' Magazine, 1843, Nr.
1059.
Mit Abbildungen auf Tab.
IV.
Morewood's und Rogers' Verfahre Eisenbleche zu
verzinnen.
Nachdem die Eisenbleche oder anderen Metallplatten von Rost auf bekannte Weise
gereinigt worden sind (indem man sie z. B. in einen Bottich stellte, welcher mit
Salzsäure oder Schwefelsäure schwach angesäuertes Wasser enthält), verfährt man auf
folgende Weise, um ihnen vorläufig auf nassem Wege einen Ueberzug von Zinn zu
verschaffen: man bereitet sich eine Zinnauflösung, indem man ein Steingutgefäß mit
granulirtem Zinn fast ganz anfüllt und lezteres dann mit käuflicher Salzsäure
übergießt; nach zweitägigem Verweilen auf dem Zinn ist die Flüssigkeit zum Gebrauche
geeignet. Von dieser Zinnauflösung werden 2–3 Quart 100 Gallons (400 Quarts)
Wasser beigemischt, welche in einem hölzernen Bottich enthalten sind. Auf den Boden
des Bottichs streut man nun gekörntes Zink oder kleine Zinkstükchen, legt auf diese
eine Eisenblechtafel, streut darauf wieder Zinkstükchen u. s. f., bis der Bottich
voll genug ist; die oberste Blechtafel muß ganz unter der Oberfläche der Flüssigkeit
seyn. Nach 1–4stündigem Verweilen im Bottich, je nach der Stärke und
Temperatur der Flüssigkeit — sie wirkt um so rascher, je stärker und wärmer
sie ist — sind die Bleche gewöhnlich hinreichend mit Zinn überzogen. Sollte
dieß aus irgend einem Grund nicht der Fall seyn, so nimmt man sie aus dem Bottich
und bringt sie in einen anderen, um sie wiederholt eben so zu behandeln, wobei man
jedoch diejenige Seite
derselben, welche früher nach Oben gerichtet war, nach Unten kehrt. So verzinnte
Bleche oder Platten sind nun zum folgenden Proceß vorbereitet und können ehe man
lezteren beginnt, entweder direct aus dem Bottich genommen, oder in einem Faß,
welches mit Schwefelsäure oder Salzsäure schwach angesäuertes Wasser enthält,
nöthigenfalls mehrere Tage lang aufbewahrt oder auch geradezu über einem Kohksfeuer
getroknet werden, ohne zu rosten.
Um Eisenbleche nach dem neuen Verfahren in geschmolzenem Zinn zu verzinnen, ist das
vorläufige Verzinnen derselben auf nassem Wege nach der angegebenen Methode sehr
zwekmäßig. Andere Metallbleche braucht man bloß gehörig vom Rost zu reinigen, um sie
dann sogleich durch Walzen gehen zu lassen, welche sich in einer geschmolzenes Zinn
enthaltenden Pfanne befinden. Die Maschine, deren wir uns hiezu bedienen, besteht
aus einem Walzenpaar mit einer Hinterwalze, welche in einem Gestell angebracht sind,
wie Fig.
44–48 zeigen. Die beiden über einander liegenden Walzen drehen sich in
entgegengesezter Richtung, und wenn man ein Blech zwischen sie stekt, wird es also
durch ihre Umdrehung vorwärts geführt und nachdem es auf die (dem sich drehenden
Walzenpaar möglichst nahe liegende) Hinterwalze gelangt ist, um so viel gebogen, daß
sein Ende über das flüssige Metall herausreicht. Sobald sich das Ende des Blechs
zeigt, faßt es ein Arbeiter mit der Zange, um die ganze Platte aus dem Metallbade zu
schaffen, nachdem sie die Walzen passirt hat. Sind die Walzen zu nahe an jener Seite
der Pfanne angebracht, wo man die Bleche einführt, so werden leztere zu stark
gebogen und können daher nicht mehr bequem herausgenommen werden. Um diesem
Uebelstand zu begegnen, verkleinert man den Winkel, welchen die Blechtafel beim
Einführen zwischen den Walzen mit der Horizontale bildet, indem man die Walzen von
derjenigen Seite der Pfanne, wo die Bleche unter einem hiezu geeigneten Winkel
eingeführt werden, weiter entfernt. Auch muß zwischen der Seite der Walzen, wo die
Bleche herauskommen und dem hinteren Rand der Pfanne hinreichender Raum seyn; denn
sonst kommen die Blechtafeln zu stark gebogen heraus oder zerkrazen sich an der
Pfannenwand. Die Walzen müssen Raum genug zur freien Bewegung haben, besonders in
ihren Zapfenlagern, so wie auch in den Stirnrädern; benuzt man die Walzen in
geschmolzenem Zink statt im Zinnbad, so dürfen sie darin nie in Stillstand kommen;
man nimmt sie daher heraus, sobald die Arbeit beendigt ist und fährt während des
Herausnehmens fort sie zu drehen, so lange das ihnen anhängende Metall ziemlich
flüssig bleibt. Sie müssen von Schmiedeisen verfertigt seyn, besonders wenn sie in
geschmolzenem Zink gebraucht werden, welcher auf Schmiedeisen viel weniger als auf Gußeisen
wirkt. Während der Operation muß man die Oberfläche des geschmolzenen Metalls mit
einem geeigneten Fluß bedekt lassen.
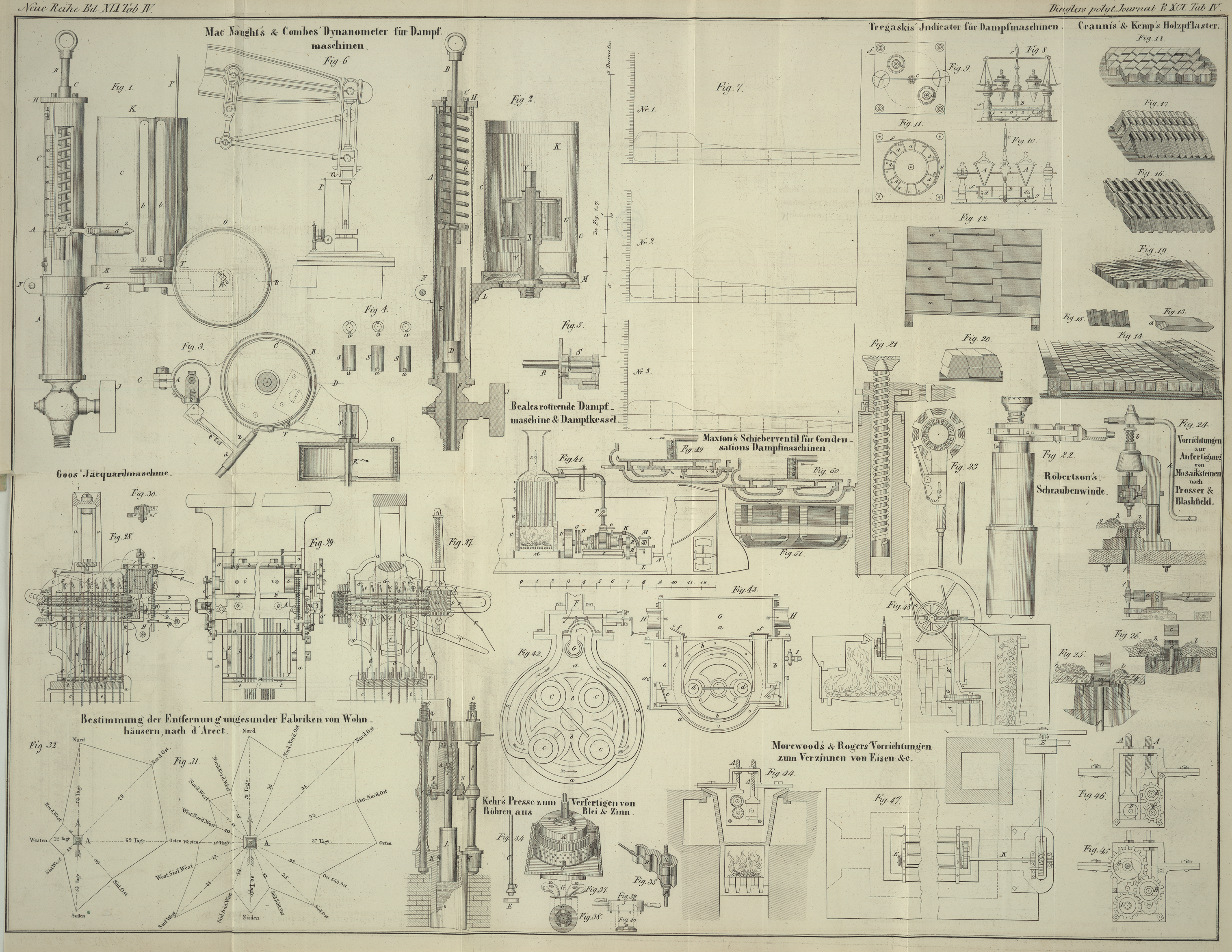
Fig. 44ist ein
Querdurchschnitt des Apparats; Fig. 45 und 46 sind
Seitenansichten der Walzen; Fig. 47 ist ein Grundriß
und Fig. 48
ein senkrechter Durchschnitt der ganzen Vorrichtung. A,
A sind Schrauben, welche auf- und abwärts
getrieben werden können, um die Zapfenlager der oberen und hinteren Walze höher oder
tiefer zu stellen; B ist das Lager der unteren Walze,
welches mit der Schraube nicht verbunden und unten am Gestell befestigt ist; C ist das Zapfenlager der oberen Walze, welches durch
die Schraube höher oder niedriger gestellt werden kann, um die Oeffnung zwischen der
oberen und unteren Walze nach der Dike der hindurchzulassenden Metallplatten weiter
oder enger zu machen. D ist das Lager der Hinterwalze,
welches durch die Schraube höher oder tiefer gestellt werden kann, um den Blechen,
welche gegen diese Walze anstreifen, nachdem sie die Vorderwalzen verlassen haben,
eine größere oder kleinere Krümmung zu geben. E, E sind die Stirnräder der oberen und unteren Walze; die
obere Walze wird von der unteren umgetrieben, indem die Zähne des unteren Stirnrades
in die des oberen eingreifen; G ist ein Stirnrad an der
Treibwelle; H ist ein Zwischenrad, um die Bewegung der
Treibwelle dem unteren Stirnrad mitzutheilen. I ist ein
Stirnrad an der unteren Walze, das derselben die Bewegung mittheilt, welche es vom
Stirnrad H empfängt. Die Treibwelle K erhält ihre Bewegung von einer Dampfmaschine durch
einen Riemen, der über die Scheibe L geht, welche die
Welle M umtreibt, an der die Schraube N befestigt ist, welche in das an der Welle K befestigte Schrauben- oder Schnekenrad O eingreift. Die Welle K
besteht aus zwei durch eine Universalkuppelung verbundenen Theilen, damit man dem an
ihr befestigten Stirnrad, wodurch die Walzen umgetrieben werden, eine verschiedene
Stellung geben kann.
Beim Verzinnen des Eisenblechs oder beim Ueberziehen desselben mit einer Legirung aus
Zinn und Blei bedeken die Patentträger die Oberfläche des geschmolzenen Metalls
nicht nur mit öhligen Substanzen, sondern auch mit salzsaurem Zink und Salmiak. Auf
zwei Gewichtstheile Oehl oder Talg nehmen sie zwei Theile (trokenen) salzsauren Zink
und einen Theil Salmiak.
Sie haben auch gefunden, daß es sehr vortheilhaft ist, die Eisenbleche nach dem
Reinigen oder Beizen in Sauerwasser, ehe man sie durch das flüssige Metall zieht, in
klares Wasser zu tauchen und sie in das geschmolzene Metall zu bringen, während sie
noch ziemlich feucht sind. Dieses Wasser kann auch ganz schwach mit Salzsäure
angesäuert seyn. Man
muß aber gehörig beachten, daß die Bleche nicht zu naß in das geschmolzene Metall
getaucht und der Luft niemals so lange ausgesezt werden dürfen, daß sie sich
oxydiren (rosten) könnten.
Tafeln