| Titel: | Bemerkungen über die Fabrication von Schienen, Stühlen und Rädern für Eisenbahnwagen bei Maw, Rodgers und Comp. in Liverpool; von H. O. Merbach. |
| Fundstelle: | Band 93, Jahrgang 1844, Nr. CIV., S. 403 |
| Download: | XML |
CIV.
Bemerkungen uͤber die Fabrication von
Schienen, Stuͤhlen und Raͤdern fuͤr Eisenbahnwagen bei Maw, Rodgers und Comp. in Liverpool; von H. O. Merbach.
Aus dem polytechnischen Centralblatt 1844, Heft
15.
Mit Abbildungen auf Tab.
VI.
Merbach's Bemerkungen über die Fabrication von Schienen,
etc.
Dieses Werk beschäftigt sich hauptsächlich mit Anfertigung und Bearbeitung einzelner
zur Construction von Eisenbahnen nothwendiger Theile, als Schienen, Stühle, Nägel
u.s.w. Unter dem Interessantesten heben wir zuvörderst die Procedur der Bearbeitung
der Eisenbahnschienen heraus, zufolge einer mehr in Gebrauch gekommenen
Zusammenfügung derselben im betreffenden Chair, die in einer Schrägmachung des Endes
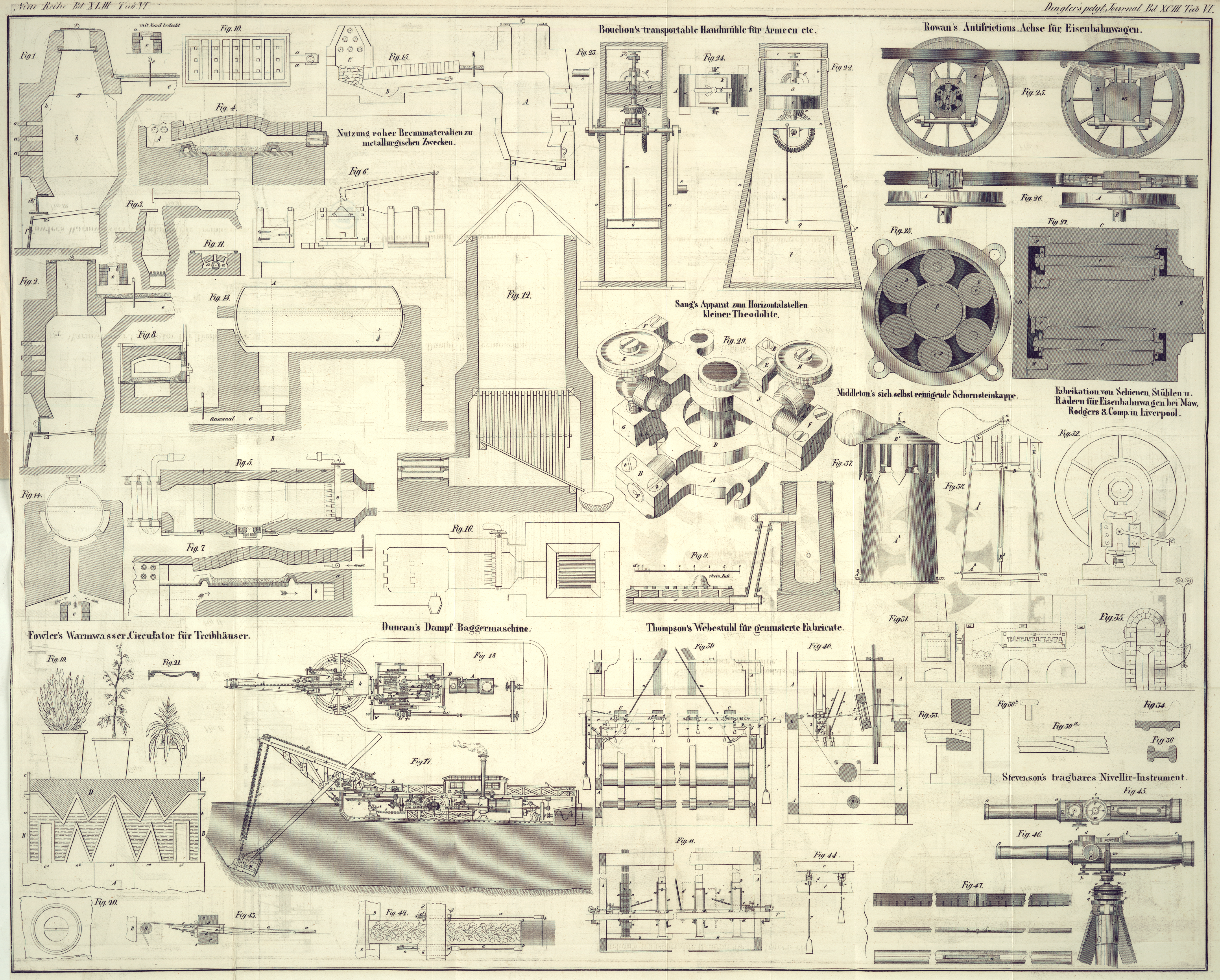
der Schienen (s. Fig. 30) und demgemäß flacher Verbindung derselben im Stuhle besteht.
Eine erforderliche Anzahl der rohen Schienen wurde in einem in Fig. 31 dargestellten
Glühofen an ihren Enden erhizt, indem ungefähr 9 Zoll ihres Endes im Innern des
Glühraumes sich befanden, und sonach in einem rothwarmen Zustande unter ein in Fig. 32
dargestelltes Prägwerk gebracht. Der untere Schwanz der Schiene trennt sich bei
sofortiger Prägung von dem flachen obern Theile, legt sich nach der dem Stempel
gegebenen Schrägung und läßt das ganze Stük a, Fig. 33, frei
stehen, was man hierauf in einer darauf folgenden Operation unter einem zweiten
ähnlich construirten Scherenwerke abschneidet, wobei die Schiene auf ihrem Kopfe
stehend eingebracht wird. Ist nun auf diese Weise der Theil des Schienenendes
entfernt, der von dem zunächst stehenden eingenommen werden soll, so bringt man die
noch warme Schiene auf den gabelförmigen Amboß, keilt dieselbe an beiden Enden durch
die Vorsteker fest und ebnet die Fläche noch nach Erforderniß mit Hammer und Meißel.
Diese ganze Procedur erfordert vier Arbeiter, von denen zwei die Handhabung der
Schiene, der dritte und vierte den Glühofen sowohl wie die Herbeischaffung von
Schienen besorgen, und geschieht in noch nicht 3 Minuten.
Ein anderer hier in besonderer Güte angefertigter Artikel waren Räder von
Schmiedeisen für Eisenbahnwagen. Man bediente sich zur Herstellung derselben einer
Sorte Walzeisen von dem Querschnitt Fig. 34 und benuzte eine
Verfahrungsart in der Anfertigung derselben, welche wesentlich verschieden von der
in anderen größeren englischen Werkstätten gebräuchlichen befunden wurde. Wie
bekannt, Pflegen Sharp und Sohn, Stephenson, Rothwell
u.a. den innern Ring
des Rades erst dann und zwar mittelst auf beiden Seiten desselben einzuschweißender
Keile zu einem Ganzen zu verbinden, nachdem die eingegossene Nabe die einzelnen mit
Bruchstüken des nachherigen Ringes versehenen Speichen radial verbunden hatte, und
beabsichtigen hiermit die Construction des Gußeisens unschädlich zu machen; hier
dagegen schweißte man den Ring zuerst zusammen, entfernte an den Stellen, wo die
Speichen anstoßen, die herumlaufenden Nippen, und schweißte die Speiche stumpf auf
die innere Seite, wozu man sich eines in Fig. 35 dargestellten
Schmiedefeuers und eines kleinen Lauf- und Wendekrahns bediente. Das für die
Speichen bestimmte Walzeisen hatte den Querschnitt Fig. 36, und man umging
beim nachherigen Eingießen der Nabe durch bloßes Stumpfabhauen der Speichen der
Wirkung der Contraction, ohne doch der gehörigen Festigkeit des Rades Eintrag zu
thun. Ein Rad von 3 Fuß Durchmesser kostete 12 Pfd. St. und zwei mit Achsen für
Passagierwagen 30 Pfd.
Die Quantität der in der Gießerei dieses Werkes angefertigten Eisenbahnstühle belief
sich durchschnittlich auf 150 Tonnen per Woche, so wie
auch die derzeitige Anfertigung von schmiedeisernen Nägeln zur Befestigung derselben
auf Holz oder Stein und die Darstellung von Holzschrauben zu ähnlichem Zwek auf
einer großen Anzahl von Schnellkluppen eine nicht unbeträchtliche war.
Tafeln