| Titel: | Beschreibung einer Blech-Durchschlag- und Nietmaschine zur Verfertigung von Dampfkesseln, Siederöhren etc., welche von Hrn. Lemaître, Maschinenfabrikant in Chapelle-Saint-Denis bei Paris erfunden wurde. |
| Fundstelle: | Band 97, Jahrgang 1845, Nr. XL., S. 161 |
| Download: | XML |
XL.
Beschreibung einer
Blech-Durchschlag- und Nietmaschine zur Verfertigung von Dampfkesseln,
Siederoͤhren etc., welche von Hrn. Lemaître, Maschinenfabrikant in
Chapelle-Saint-Denis bei Paris erfunden
wurde.
Aus dem Bulletin de la Société
d'Encouragement, April 1845, S. 146.
Mit Abbildungen auf Tab.
III.
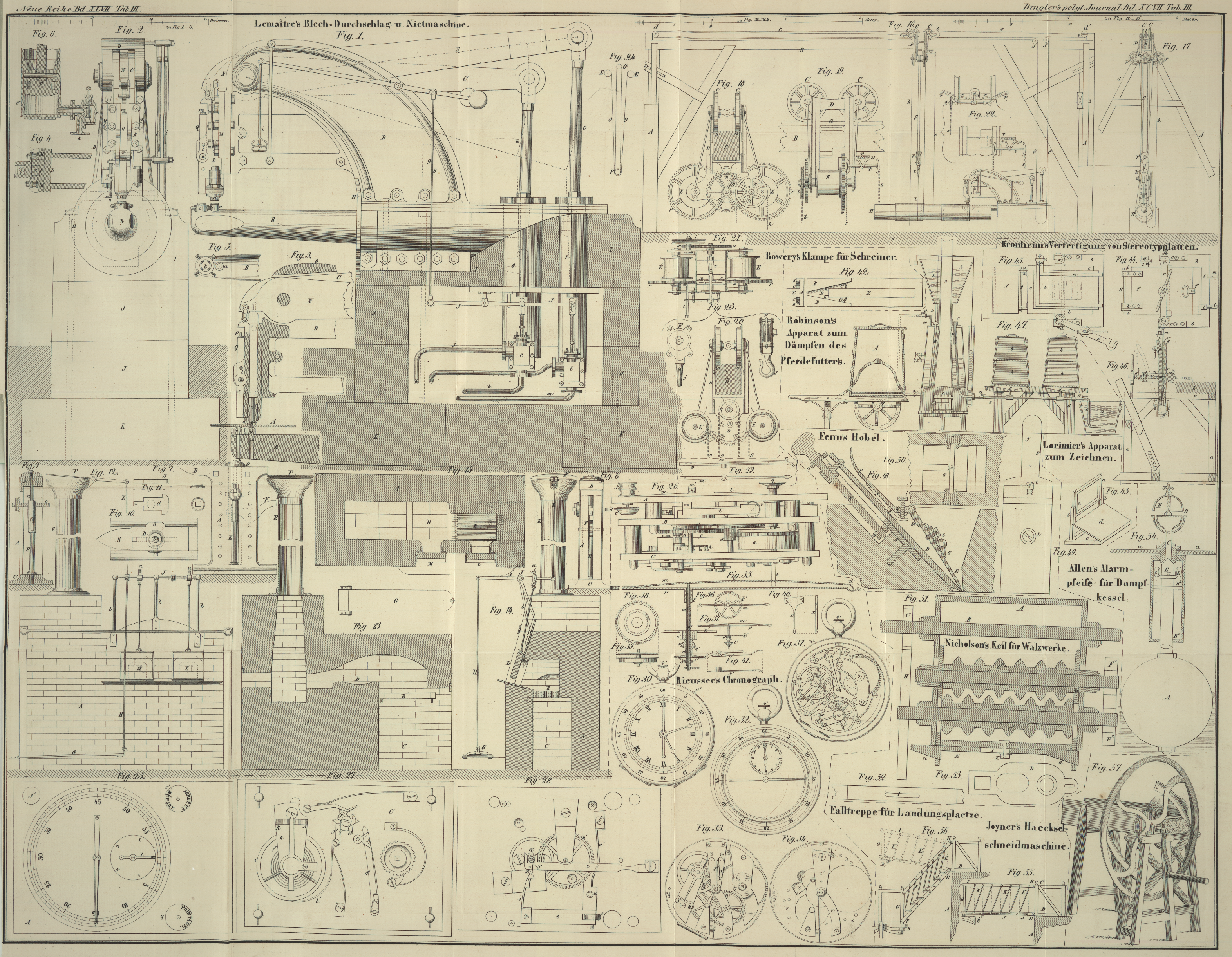
Lemaître's Blech-Durchschlag- und Nietmaschine
zur Verfertigung von Dampfkesseln, Siederöhren etc.
Es ist bekannt, daß das Verfahren der Kesselschmiede Blechtafeln zusammenzunieten
darin besteht, daß man von Hand mehrere Hammerschläge auf die Niete gibt, wodurch
man den vorstehenden Theil der Niete aufzustauchen und in einen Kopf zu verwandeln
sucht. Diese Methode, welche geschikte Arbeiter erfordert, um dauerhafte
Vernietungen zu bewerkstelligen, ohne den Blechtafeln zu schaden, verursacht ein
betäubendes Geräusch, welches höchst lästig ist. Um diesem Uebelstand abzuhelfen und
die Arbeit zu beschleunigen, erfand Hr. Fairbairn, Maschinenfabrikant in Manchester, eine Nietmaschine,
worauf er sich im J. 1838 ein Patent ertheilen ließ; dieselbe wirkt durch Druk und
ohne Stoß und arbeitet viel schneller und regelmäßiger, als dieß bei der bisherigen
Methode der Fall seyn konnte. Diese Maschine, deren Beschreibung man im I. Bd. des
von Armengaud unter dem Titel Publication industrielle herausgegebenen Werkes findetIm polytechnisches Journal Bd. LXXVI S.
29., besteht aus einer gußeisernen conischen Säule (Widerhalt), welche sehr
dauerhaft auf einer Grundplatte befestigt ist und oben einen festen Stempel trägt,
gegen den ein beweglicher Stempel horizontal drükt, der sich in einer Führung
verschieben läßt und an einem Hebel angebracht ist, welcher durch ein Excentricum
bewegt wird. Die vorher bis zur Rothglühhize erwärmte Niete wird zwischen die beiden
Stempel gebracht und erleidet da einen Druk, welcher hinreicht, um zwei Blechplatten
dauerhaft mit einander zu vereinigen. Man machte dieser Maschine zum Vorwurf, daß
dabei die Blechtafeln vor dem Nieten nicht gehörig aneinander gedrükt werden können,
und daß man nur Blechtafeln von einer gewissen Breite mit derselben zusammennieten
kann. Jedenfalls aber ist die Idee sinnreich, und sie fand auch ihre Nachahmer in
Frankreich.
So brachten die Gebrüder Schneider, Eigentümer der Hammerwerke und Gießereien in Creuzot,
eine Nietmaschine auf die (Pariser) Industrieausstellung im Jahre 1844, welche sich
auf dasselbe Princip gründet wie die von Fairbairn; sie
unterscheidet sich aber dadurch, daß sie transportabel ist, daß die Säule oder der
Widerhalt, gegen welchen der Druk ausgeübt wird, von Schmiedeisen statt von Gußeisen
ist, und daß der Hebel, welcher den beweglichen Stempel bewegt, direct mit einem
Dampfkolben in Verbindung ist, statt durch ein Excentricum, Räderwerk und
Riemenscheiben bewegt zu werden.Sie ist im polytechn, Journal Bd. XCV S.
3 beschrieben..
Die Maschine von Lemaître, welche wir nun
beschreiben wollen, hat vor den angeführten Maschinen den Vorzug, daß sie die
Blechtafeln stark gegen einander drükt, und zwar nicht bloß vor dem dem Nieten, sondern auch während
desselben und nach demselben. Das Nieten geschieht
senkrecht statt durch einen Seitendruk, und mit derselben Maschine kann man auch die
Blechtafeln, welche man nachher mit einander verbinden will, durchstoßen oder
lochen, ohne daß die Genauigkeit ihrer Arbeit im mindesten dadurch leidet.
Fig. 1 ist
eine Seitenansicht der Maschine mit allen ihren Theilen; Fig. 2 eine Ansicht von
Vorn; Fig. 3
ein senkrechter Durchschnitt des Hebelträgers und der Nietvorrichtung; Fig. 4 ein
horizontaler Durchschnitt des Hebelträgers; Fig. 5 eine horizontale
Projection von dem Ende des Widerhaltes und Fig. 6 ein senkrechter
Durchschnitt des untern Theiles des Dampfcylinders mit dem Schiebventil.
Dieselben Buchstaben bezeichnen in allen Figuren denselben Gegenstand.
Die zwei Tafeln Eisen- oder Kupferblech A, welche
man zusammennieten will, werden horizontal, die eine über der andern, zwischen zwei
Stempel gebracht, nämlich zwischen den festen Stempel a
und den beweglichen b. Der feste Stempel, welcher oben
eine Vertiefung hat, um den Nietenkopf aufzunehmen, ist in ein starkes
schmiedeisernes Stük B eingepaßt, welches als Widerhalt
oder Anhälter dient, sowohl wenn man nieten, die Platten zusammendrüken, als auch
wenn man sie durchlochen will.
Der bewegliche Stempel b, welcher wie der unbewegliche
von hartem Gußstahl und unten ausgehöhlt ist, um den zweiten Nietenkopf zu bilden,
bewegt sich senkrecht gegen den festen herab. Er ist in einen schmiedeisernen
Cylinder c eingepaßt, welcher eine geradlinige,
verticale hin- und wiederkehrende Bewegung durch einen großen geschmiedeten
Hebel C erhält, dessen Drehungspunkt in dem Kopfe des starken gußeisernen
Hebelträgers D liegt. Der Hebel C ist mit seinem einen Ende mit der Kolbenstange E verbunden, welche sich in dem schweren Kolben F, Fig.
6, scharnierartig drehen kann. Der Dampf, welcher in den Cylinder G und unter diesen Kolben tritt, hebt lezteren in dem
Cylinder, bewegt auf diese Weise den längeren Hebelarm nach Oben, und dadurch wird
der kürzere Hebelarm mit dem Stempel, welcher daran hängt, abwärts gedrükt. Die
Wirkung des Dampfes ist demnach direct; d.h. ohne eine excentrische Scheibe,
Räderwerk und Riemenscheiben, wie bei der Maschine von Fairbairn. Diese Anordnung gestattet den Druk auf die Niete so lange
auszuüben, als man es für nothwendig erachtet; auch hat man durch dieselbe Zeit die
Lage des Blechcylinders oder Kessels zu verändern und eine neue Niete
einzubringen.
Der Hebelträger D besteht aus zwei Theilen, welche durch
Schrauben und den Ring H mit einander vereinigt sind. Er
ruht auf Balken I, welche durch die Querbaken J, J
getragen werden und die so mit einander verschraubt sind, daß sie gleichsam nur ein
Stük bilden, welches auf dem Mauerwerke K, K aufruht.
Der horizontale Widerhalt B ist zwischen die zwei
Theile, da wo sie cylindrisch sind, eingeklemmt, und ungeachtet der großen Stärke,
die aus seinen großen Dimensionen hervorgeht, federt er sich noch um einige
Millimeter durch den heftigen Druk, welchen der bewegliche Stempel auf ihn ausübt.
Dessenungeachtet hat das System die für die Arbeit nothwendige Stabilität.
Der Stempel b ist mit einer Art Röhre d, Fig. 3, umgeben, welche
dazu dient, die zu vereinigenden Blechplatten vor und während des Nietens zusammen
zu pressen. Diese Röhre, deren Bewegung von derjenigen des Stempels unabhängig ist,
ist in ein Stük L eingepaßt, welches sich zwischen zwei
Führungen M, M verschieben läßt. Die Führungen M, M lassen sich nach Bedürfniß reguliren und sind an
dem vorderen vorstehenden Theile des Hebelträgers D, der
an dieser Stelle gut abgehobelt ist, befestigt. Das Stük L wird durch das Ende eines schmiedeisernen Hebels N bewegt, welcher sich um die nämliche Achse wie der Hebel C dreht; an dem anderen Ende des Hebels ist die Stange
O des zweiten Dampfkolbens, der sich in dem einfach
wirkenden Cylinder P befindet, befestigt. Lezterer
Cylinder hat einen kleineren Durchmesser als der erste. Die Wirkung des Dampfes,
welcher unter den Kolben tritt, wird so direct den Hebeln mitgetheilt und durch ein
Schiebventil und Zugstangen wird, eben so wie beim ersten Cylinder, die Bewegung des
Kolbens regulirt.
Der Dampfcylinder G ist einfach wirkend, indem der Dampf
nur unter den Kolben
treten und ihn heben kann, aber nicht über denselben, um ihn herabzudrüken. Da das
Gewicht des Kolbens, der Kolbenstange und des großen Hebelarmes hinreichend ist, um
die Reibung der beweglichen Theile zu überwinden, so bewegt sich der Kolben abwärts,
sobald der Dampf aus dem Cylinder austritt. Der Stempel geht dann von selbst in die
Höhe und während dieser Zeit ändert man die Lage der zu vernietenden Bleche.
Der Schieber, welcher dazu bestimmt ist, den Cylinder mit dem Dampfkessel oder der
äußeren Luft in Verbindung zu bringen, befindet sich in der Büchse e, Fig. 6. Er wird durch eine
Verbindung von Hebeln und Zugstangen f, g, h, i von Hand
bewegt, die so angebracht sind, daß sie die für den Arbeiter bequemste Lage halben.
Zieht man an der Stange i, so geht das Schiebventil
abwärts und der Dampf gelangt aus dem Kessel durch die Röhre j in den Cylinder G und unter den Kolben F, der sich dann augenbliklich heben wird. Läßt der
Arbeiter die Stange i frei, so geht der Schieber in die
Höhe, versperrt dem Dampf den Eintritt und stellt die Verbindung des Cylinders mit
der äußeren Luft her. Nachdem der Dampf seine Wirkung unter dem Kolben vollbracht
hat, entweicht er durch die Röhre k und der Kolben geht
augenbliklich abwärts.
Es ist nun leicht einzusehen daß, wenn sich die Kolbenstange O hebt, die bewegliche Röhre d abwärts geht
und stark auf die Blechplatten drükt. Da diese nun an dem Stempel a einen Widerstand finden, so werden sie einander
genähert und sind auf einander gepreßt, während der Stempel sich bewegt und auf die
Niete wirkt; sobald der Stempel wieder zu steigen anfängt und die Niete fertig ist,
steigt auch die Röhre c wieder in die Höhe.
Behandlung der Maschine. – Um eine Vernietung zu
machen, wenn die beiden Blechtafeln A auf dem
horizontalen Widerhalt B liegen, bringt ein Kind eine
rothwarme Niete in das in beide Bleche vorher geschlagene Loch; hierauf öffnet der
Arbeiter das Schiebventil in der Büchse l, indem er an
der zweiten Stange i' zieht, um den Dampf in den
Cylinder P und unter dessen Kolben einströmen zu lassen;
dieser steigt sogleich in die Höhe und drükt die bewegliche Röhre d auf die Bleche herab, die dadurch stark
zusammengepreßt werden; dann öffnet der Arbeiter das Schiebventil des Cylinders G, der Dampf tritt unter den Kolben F, und der Stempel b geht
nun abwärts; zu gleicher Zeit trägt er aber Sorge, daß das Schiebventil in der
Büchse I noch geöffnet bleibt, damit der Kolben in
seiner höchsten Stellung bleibt und die Röhre d
beständig auf die Bleche drükt.
Damit der Stempel einen starken Druk auf die Niete ausübt, muß der Arbeiter die
Stange i rasch anziehen; hiedurch bewirkt er eine sehr
schnelle Bewegung, eine Art Schlag, was die Wirkung der Maschine bedeutend vermehrt;
er gibt gewöhnlich zwei Schläge, um eine desto dichtere Nietung zu erhalten.
Um den Stoß der Hebel C und N
bei ihrem Niedergange zu schwächen, brachte man einen Holzkloz S an, auf welchem die Hebel aufliegen, sobald sie die in
Fig. 1
durch punktirte Linien angedeutete Stellung einnehmen.
Ist die Niete fertig, so läßt der Arbeiter die Stange i
los, damit der Schieber der ersten Büchse e den Dampf
durch die Röhre k entweichen läßt, der Kolben F abwärts geht und der Stempel b aufwärts; hierauf läßt er die Stange i' los,
damit der zweite Schieber in l dem Dampfe den Abzug
durch die Röhre m gestattet und der Kolben in dem
zweiten Cylinder P sich senkt.
Die so eben beschriebene Maschine dient auch um Blechtafeln vor dem Nieten zu lochen
und zwar bloß dadurch, daß ihr noch ein beweglicher Durchschlag p vor dem Stempel beigegeben wurde; derselbe wirkt durch
den Mechanismus, der das Abwärtsgehen der Röhre bewirkt, welche die Bleche
zusammenpreßt.
Dieser Durchschlag ist in eine eiserne Hülse Q, Fig. 2,
eingepaßt, die sich um einen Zapfen n drehen läßt.
Gebraucht man ihn nicht, so wird er aufwärts geschlagen und in der in Fig. 1, 2 und 3 gezeichneten
Stellung durch einen Stift t festgehalten. Diese Hülse
mit ihrer Achse ist in ein Stük R eingepaßt, welches
mittelst Schrauben mit L fest verbunden ist. Das Stük
R bewegt sich in den verticalen Führungen und wird
durch den großen Hebel N bewegt, der oben auf dasselbe
drükt.
Das durchzuschlagende Blech wird auf die Matrize o
gelegt, welche am Ende des horizontalen Widerhaltes angebracht ist. Vier
Stellschrauben gestatten, daß dieselbe centrirt und genau an die Stelle gebracht
werden kann, welche sie einnehmen muß.
Man sieht hieraus daß, wenn der Arbeiter an der Stange i'
zieht, um das Schiebventil des zweiten Cylinders P zu
öffnen, der Kolben mit der Kolbenstange O sich heben und
durch den kurzen Arm des Hebels N den Durchschlag
niederdrüken muß. Bei jedem Niedergange drükt nun der Durchschlag p ein Loch durch das Blech.
Diese Operation muß sehr schnell geschehen und deßwegen muß das Schiebventil rasch
geöffnet werden, damit die Kolbenbewegung eine sehr schnelle ist und einen Stoß
hervorbringt; denn wenn man den Schieber langsam öffnen wollte, würde der
Durchschlag das Blech nur stark pressen, ohne ein Loch durch dasselbe zu machen. Da
die Löcher in gleichen
Entfernungen von einander geschlagen werden müssen, brachte Hr. Lemaître an der Seite des
Stükes R eine Alhidade q,
Fig. 2 an,
die aus einem Arme besteht, welcher auf die Achse r
aufgestekt und daselbst durch eine Stellschraube befestigt ist, und dessen anderes
Ende mit einem Kreise versehen ist, dessen Durchmesser dem des Nietenloches gleich
ist. Um sich zu versichern, ob die Mitte des zu schlagenden Loches mit der Mitte des
Durchschlags zusammenfällt, dreht der Arbeiter den kleinen Handgriff s, bis das Ende der Alhidade der unteren Fläche des
Durchschlages entspricht. Hierauf verschiebt man das zu durchlochende Blech rechts
oder links, vorwärts oder rükwärts, bis die Stelle, an welcher das Loch geschlagen
werden soll, mit der Alhidade zusammenfällt.
Man zieht es gewöhnlich vor, die Operation des Durchlochens und des Nietens getrennt
vorzunehmen und fängt damit an, zuerst eine Reihe Löcher in den Rand eines Bleches
zu machen, ehe man die entsprechenden in das zweite Blech, welches mit dem ersten
vereinigt werden soll, schlägt. Man bringt dann die beiden Blechenden, welche
übereinander kommen müssen, auf einander und läßt sich nun beim Lochen des zweiten
Bleches durch die Löcher im ersten leiten.
Die Löcher in den Blechtafeln sind zuweilen ganz cylindrisch; es wäre jedoch besser
ihnen eine conische Form zu geben, so daß die vollendete Niete die Form von zwei
abgestuzten Kegeln hat, welche mit ihren Spizen einander gegenüber liegen; von der
Berührungsfläche der beiden Blechtafeln an müßten die Kegel dann divergiren. Auf
diese Weise würde der Durchschnitt des Nietenloches in beiden Blechtafeln wie eine
Schwalbenschwanzverbindung aussehen; offenbar würde durch den starken Druk die Niete
sich aufstauchen und die Oeffnung vollkommen ausfüllen, wodurch eine sehr dauerhafte
Verbindung entstünde; da die Bleche während des Nietens stark zusammengepreßt sind,
müßte auch die Vernietung sehr dicht werden, weil kein Stauchen der Nieten zwischen
den zwei Blechen stattfinden kann.
Fabrication der Nieten. – Die Nieten müssen von
weichem aber sehnigem Eisen verfertigt werden, welches sich warm gut verarbeiten
läßt und nicht kaltbrüchig ist. Man macht sie ungefähr wie die Nägel und Hr.
Lemaître wendet
dazu den kleinen in Fig. 7 von der Seite, in Fig. 8 von Vorn, in Fig. 9 in
verticalem und in Fig. 10 in horizontalem Durchschnitte gezeichneten Apparat an.
Derselbe besteht aus einem gußeisernen, schweren Stok A,
der in der Mitte hohl ist und an seinem oberen Ende B
die Form eines gewöhnlichen Amboßes hat, während sein unteres Ende durch eine Fußplatte C gebildet wird, die auf einer Holzunterlage ruht. Der
hohle Theil des Stokes wird 1) durch das Nageleisen D
eingenommen, worin der Cylinder a stekt, auf welchen die
Niete b zu stehen kommt, nachdem sie vorher zur
gehörigen Länge abgehauen und rothwarm gemacht wurde; 2) durch eine eiserne Stange
E, welche mit ihrem Ansaze auf dem Sokel des Stokes
aufsteht und an ihrem oberen Ende ausgebohrt ist, um den Cylinder a aufzunehmen; 3) durch einen Hebel F, der sich um einen Zapfen e dreht und, indem er durch einen Schliz in der Stange E geht, die Niete in die Höhe hebt und aus dem
Nageleisen herausbringt, nachdem der Kopf auf dieselbe gestaucht wurde. Ein starkes
Querstük d, welches in Fig. 11 besonders
gezeichnet ist, geht durch den Stok; es ist durch einen Keil in demselben befestigt
und die Stange E, welche durch dasselbe geht, wird
dadurch in ihrer verticalen Lage erhalten, so daß sie sich, während man mit dem
Vorschlaghammer die Niete schmiedet, nicht bewegen kann.
Man wechselt das Nageleisen und die Stange je nach dem Durchmesser und der Länge der
Nieten, welche man machen will, aus.
Die in den beiden Seiten des Stokes angebrachten Löcher gestatten, daß man den Hebel
in der durch die Länge der Niete bedingten Höhe befestigen kann.
Die Anordnung dieses Apparates macht die Fabrication der Nieten sehr regelmäßig und
sehr schnell; ein Schmied ist im Stande bis gegen 100 Kilogramme täglich zu
verfertigen, und es ist deßhalb nicht nöthig, sie mittelst Maschinen
darzustellen.
Hr. Lemaître hat neben
seiner Nietmaschine einen kleinen Glühofen erbaut, in
welchem er auf einmal eine große Menge Nieten zur Rothglühhize bringen kann. Fig. 12 zeigt
diesen Ofen in der Längenansicht, Fig. 13 in einem
senkrechten Längendurchschnitt,
Fig. 23 im
Querschnitt und Fig. 24 in horizontalem Durchschnitte im Niveau des Herdes.
A massives Mauerwerk des Ofens. B Rost. C Aschenfall, D Herd, worauf man die zu wärmenden Nieten bringt. E Kamin aus Blech, der mit einem Dämpfer F
versehen ist, welcher in Thätigkeit kommt, sobald man mit dem Fuße auf den Tritt G tritt. In diesen Fußtritt ist eine Stange H eingehängt, die mit dem Hebel I verbunden ist, welcher auf der Querachse J
befestigt ist; in den andern Arm dieses Hebels ist eine andere Stange K eingehängt, welche mit dem Hebel des Dämpfers in
Verbindung ist. L, M Thüren von Baksteinen in eisernen
Rahmen, wovon die eine dazu dient das Brennmaterial auf den Rost zu bringen, die
andere, um die zu wärmenden Nieten auf den Herd aufzugehen. Diese Thüren sind mit
Stangen versehen, welche
in Ketten eingehängt sind, die sich um kleine Kreissegmente a legen; dieselben sind auf der Achse J
befestigt, welche in drei Lagern b, b, b liegt. Sobald
die Nieten rothglühend sind, tritt der Knabe, welcher den Ofen zu versehen hat, auf
den Fußtritt, wodurch die Thüre M sich öffnet und der
Dämpfer den Kamin schließt, um den Luftzug zu vermeiden, welcher in dem Kamin
entstehen und die Nieten abkühlen würde. Der Knabe ergreift hierauf die Nieten mit
einer Zange und wirft sie einem andern zu, welcher ebenfalls eine Zange hat, sie
aufhebt und in die in den Blechplatten angebrachten Löcher stekt. Drei Arbeiter und
zwei Knaben sind zur Bedienung der Maschine erforderlich; der eine hält den Kessel
am Ende, der zweite besorgt die Schiebventile und der dritte regulirt die Lage des
Stükes, so daß es beim Lochen genau unter den Durchschlag kommt, oder beim Nieten
genau zwischen die Stempel.
Man kann mit dieser Maschine in einem Tage, zu 11 Arbeitsstunden gerechnet, 400
Löcher schlagen und eben so viele Vernietungen machen, wenn man mit starken Blechen
zu thun hat; während, wenn man von Hand arbeitet, die drei Arbeiter nur zwischen 80
und 130 Vernietungen in derselben Zeit zu Stande bringen, wenn die Bleche schon zum
Voraus gelocht waren.
Hr. Lemaître stellte zum
Betrieb seiner Maschine ein Hebewerk her, welches auf einer Art hängender Eisenbahn
beweglich ist, die durch die hölzernen Säulen getragen wird, welche die Hauptstüzen
des Schoppen sind, womit der ganze Apparat bedekt ist. Mittelst dieses Mechanismus
kann man sehr große Stüke transportiren und sie mit Leichtigkeit bewegen.
Fig. 16 ist
eine allgemeine Ansicht des Zimmerwerkes, woraus der Schoppen besteht, worin auch
die Stellung der Nietmaschine zu ersehen ist, und die Art wie die Kessel aufgehängt
werden.
Fig. 17
stellt den Wagen mit dem Hebewerke dar.
Fig. 18
Stirnansicht des Räderwerkes, mittelst dessen man die zu bearbeitenden Stüke hebt
und senkt.
Fig. 19
dasselbe von der Seite gesehen.
Fig. 20
verticaler Durchschnitt der Trommeln, um welche sich die Ketten wikeln, die das zu
bearbeitende Stük schwebend erhalten.
Fig. 21
dieselben von Oben gesehen.
Fig. 22
Mechanismus zum Bewegen der Sperrklinken.
Fig. 23 zwei
Ansichten des Flaschenzuges.
Fig. 24 zeigt
die Art, wie die Ketten um die Trommeln und die Rollen des Flaschenzuges geschlungen
sind, durch Linien dargestellt.
Dieselben Buchstaben bezeichnen in allen Figuren denselben Gegenstand.
A Balkenwerk des Schoppens. B oberer Balken, welcher die eisernen Schienen a trägt, worauf die Wagenräder C, C
laufen.
b, b Rollen, welche an der Achse der Räder befestigt
sind und über welche die endlose Kette c, c geht, die
den Wagen und seine Räder bewegt. d, d Leitrollen,
welche an den beiden Enden des Balkens B sich befinden
und über welche ebenfalls die Kette geht. Die Enden e, e
dieser Kette sind an der Rolle b' und an der Rolle d' befestigt; die anderen Enden c', c' hängen herab, so daß sie der Arbeiter
ergreifen kann, nachdem sie vorher über die Leitrollen f,
f gegangen sind. Zieht nun der Arbeiter an der einen Kette c', so bewegt er den Wagen nach links; zieht er aber an
der andern, so geht derselbe wieder zurük.
An den Achsen der Räder hängt ein eiserner Wagen D,
welcher die Trommeln E, E' trägt, auf welche sich die
Kette g, g aufwikelt. An dieser Kette hängt unten ein
Flaschenzug F, der mit einem Haken j versehen ist. Dieselbe Kette geht oben über eine Rolle
G, die zwischen den beiden Trommeln liegt. Zieht man
unten an einer endlosen Kette h, welche um die Scheibe
i geschlungen ist, so dreht man dadurch die beiden
Trommeln E, welche, indem sie die Kette g aufwikeln, den Flaschenzug F mit dem daran gehängten Stüke in die höhe ziehen. Fig. 24 zeigt, auf welche
Weise die Kette über die Rollen und Trommeln geschlungen ist.
An den Haken j ist eine Rolle k gehängt, worüber die Kette l geht, an welche
der Kessel H gehängt ist. Es ist nun leicht einzusehen
daß, wenn die Trommeln in entgegengesezter Richtung gedreht werden, die Kette sich
abrollt und das zu bearbeitende Stük sich senkt.
Die Bewegung wird den Trommeln durch ein Räderwerk mitgetheilt, welches wir nun
beschreiben wollen.
Die Achse der Treibrolle i trägt ein Getriebe m, welches mit dem Rade n im
Eingriffe ist; auf die Achse dieses Rades ist ein anderes Getriebe o aufgekeilt, welches das große verzahnte Rad p treibt, das auf der Trommel E befestigt ist; ein Getriebe q, Fig. 18,
bewegt das Rad r der zweiten Trommel E'.
Um die Last zu heben, zieht der Arbeiter an der endlosen Kette h und dreht dadurch die Scheibe i, welche ihre
Bewegung dem Räderwerke mittheilt; die Ketten g, g
wikeln sich auf die Trommeln E, E' und das Stük wird
gehoben: will man es niederlassen, so zieht man an der anderen Seite der Kette, die
Scheibe i dreht sich dann in entgegengesezter Richtung und
die Ketten g, g rollen sich ab und verlängern sich.
Ist das Stük unter die Nietmaschine gebracht, so hemmt man die Bewegung der Trommeln
dadurch, daß man an einer Kette s zieht, die an einen
Hebel t gehängt ist, der ein verzahntes Segment u trägt, welches in eine am Ende des Hebels v angebrachte Zahnstange eingreift. Dieser Hebel bewegt
zwei Sperrklinken x, x, welche in die Zähne der Räder
p und r einfallen und
deren Drehung verhindern, eben so wie die der Trommeln, mit welchen sie verbunden
sind. Will man die Räder wieder frei machen, so zieht man an der andern Kette s, wodurch der Hebel v
zurükweicht und die Sperrklinken aushebt.
Tafeln