| Titel: | Ueber Eisenbahn-Wagenräder mit hölzernen Speichen und Felgen und deren Anfertigung; von Hrn. Professor J. Schneider in Braunschweig. |
| Fundstelle: | Band 102, Jahrgang 1846, Nr. LI., S. 266 |
| Download: | XML |
LI.
Ueber Eisenbahn-Wagenräder mit hölzernen
Speichen und Felgen und deren Anfertigung; von Hrn. Professor J. Schneider in
Braunschweig.
Aus den polytechnischen Mittheilungen von Volz und
Karmarsch, 3tes und 4tes Heft.
Mit Abbildungen auf Tab.
IV.
Schneider, über Eisenbahn-Wagenräder mit hölzernen Speichen
und Felgen.
Bei meinem vorletzten Besuche in England, im Sommer 1843, hatte ich mit meinem
Reisegefährten, dem Ingenieur Chillingworth, vielfache Gelegenheit, eine große Anzahl
verschiedener Radconstructionen für Eisenbahnwagen in Anwendung zu sehen. Die größte
Musterkarte von solchen Radconstructionen trifft man auf der
Liverpool-Manchester-Eisenbahn an, was seinen Grund einestheils darin
hat, daß diese Bahn eine der ältesten Bahnen Englands ist, und sonach neben den
neuesten Constructionen auch die älteren und ältesten noch im Gebrauche sind; und
andererseits darin, daß die Direction dieser Bahn keine Verbesserung und Erfindung
unbeachtet läßt, um sich die daraus entspringenden Vortheile anzueignen.
Auch gibt es in England wenig Bahnlinien, die sich einer solchen Frequenz, wie sie
auf der gedachten Bahn stattfindet, erfreuen können; und es haben daher auch wenige
Bahnen die Gelegenheit so sehr in den Händen, in kürzester Zeit den Werth einer
neuen Radconstruction praktisch auszuprobiren.
Die Losh und Hadden's Patent-Eisenbahn-Wagenräder haben in England,
so wie auch auf dem Continente, die allgemeinste Anwendung gefunden. In Beziehung
auf Dauer sind beide Constructionen, wenn sie gleich gut und sorgfältig ausgeführt
sind, einander ganz gleich; in Beziehung auf die Anfertigung sind jedoch die Hadden'schen Räder den andern vorzuziehen, indem sie,
wenn die gehörigen Vorrichtungen einmal vorhanden sind, weit leichter und wohlfeiler
herzustellen sind; und
es dürften die Anfertigungskosten vielleicht 20 bis 25 Proc. billiger zu stehen
kommen, als bei den Losh-Rädern.
Es hat uns daher nicht wenig befremdet, neben diesen als die besten anerkannten
Radconstructionen, auf der Manchester-Liverpool-Eisenbahn sogenannte
hölzerne Eisenbahn-Wagenräder in der neuesten Zeit eingeführt zu sehen,
welchen unbedingt der Vorzug vor allen bis dahin bekannten Constructionen in jeder
Beziehung eingeräumt wurde. Die allgemeine Einführung dieser Räder auf der gedachten
Bahn spricht um so mehr dafür, daß dieser Vorzug gegründet seyn muß.
Diese hölzernen Räder haben gußeiserne Naben, hölzerne Speichen, hölzerne Felgen und
die gewöhnlichen schmiedeisernen Tyres. Man schreibt diesen Rädern eine größere
Dauerhaftigkeit als den eisernen, ferner eine gewisse Elasticität, die diese nicht
besitzen, und wodurch die intensiven Stöße und Erschütterungen weniger nachtheilig
auf den Wagen so wie auf die Geleise wirken, und die Entfernung des harten, sehr
empfindlichen Geräusches zu – Vortheile, die allerdings so groß sind, daß die
etwas höheren Preise dieser Räder in England nicht in Anschlag gebracht werden
können. Die gedachten hölzernen Räder waren sehr schön gearbeitet, und hatten sich
seit längerer Zeit so vollkommen bewährt daß, wie gesagt, die Direction der
Manchester-Liverpool-Bahn ihre allgemeine Anwendung beschloß. Die
durch die Ausführung so vieler kühner und leichter
Schmiedeisen-Dachconstructionen bekannte Fabrik von Fon und Anderson hat diese Räder geliefert.
Ihre Anfertigung geschieht auf eine ganz eigentümliche Art, welche in England
patentirt ist. Wir hatten Gelegenheit bei Fon und Anderson die Anfertigung zu sehen, und konnten uns
alsdann noch mehr von der Vorzüglichkeit dieser Räder im voraus überzeugen. Ich
bemerke nur, daß die hiezu nöthigen Vorrichtungen ganz nach dem englischen
großartigen Maaßstabe und für die Anfertigung von bedeutenden Quantitäten solcher
Räder eingerichtet und vorhanden waren. Die im Principe der Anfertigung liegende
Solidität der Räder, die mit so vielen andern Vortheilen, welche die eisernen Räder
mehr oder weniger entbehrten, vereinigt war, brachte bei dem Ingenieur Chillingworth reges Nachdenken
hervor, um durch einfachere und den deutschen Bahnverhältnissen entsprechendere
Mittel die Anfertigung solcher Räder in gleicher Vorzüglichkeit, wie die englischen,
zu bewerkstelligen, dadurch aber die Einführung dieser Räder möglichst zu
erleichtern und allgemeiner zu machen.
Ich bemerke noch, daß die Anwendung hölzerner Räder (nämlich nur Speichen und Felgen
von Holz) für Eisenbahnfuhrwerke weder in England noch in Deutschland bis zu der erwähnten Zeit
etwas Neues war. Jedoch haben diese Räder, obwohl sie einerseits viele Vortheile
darboten, andererseits viele Nachtheile mit sich geführt. Die letzteren bestanden
vorzüglich darin, daß es ihnen an gehöriger Solidität mangelte, daß sie bald
klapperig wurden, und daß ihre Reparatur, namentlich das Erneuern der abgelaufenen
Radreife, sehr mißlich war, ja sogar nicht mit der gehörigen Sicherheit ausgeführt
werden konnte. Alle diese Nachtheile lagen im Principe der Anfertigung und der dazu
gewählten Mittel. Diese Räder wurden auf dieselbe Weise gefertigt, wie gewöhnliche
hölzerne Räder für Chausseefuhrwerk etc.
Trotzdem hat die Erfahrung gezeigt, daß sie sich recht gut hielten und daß man mit
solchen Rädern zum Theil besser fuhr als mit eisernen Rädern.
Auf der Braunschweig-Harzburger-Bahn sind solche Räder beinahe sechs
Jahre im Gebrauche.
Nicht allein diese Erfahrungen, sondern auch der Werth, welcher diesen Rädern in
England beigelegt wird, nachdem man mit einer weit vollkommneren Anfertigung bekannt
ist, haben besonders Hrn. Chillingworth bestimmt, diesem Gegenstande die gebührende
Aufmerksamkeit zu widmen. Bald nach der Rückkehr des Ingenieurs Chillingworth von der gedachten Reise nach England
entwarf derselbe einen Plan zu einer höchst einfachen und sichern Anfertigung
solcher Räder, und wurde derselbe sofort nach Genehmigung der herzogl.
braunschweigischen Eisenbahn-Commission in der Bahnhofswerkstätte zu
Braunschweig, deren Vorstand Hr. Chillingworth ist, ausgeführt. Die Vorrichtungen zur Anfertigung
sind sehr einfach, solid und mit wenig Kosten herzustellen. Die Anfertigung geht
ungemein rasch und sicher von statten, und die Ausführung ist eben so solid und
schön wie an den englischen Rädern, welche ungleich mehr Aufwand an Mitteln
verursachen. Das Nachfolgende enthält die Beschreibung der Vorrichtung und die
Anfertigung hölzerner Räder nach Chillingworth's Plan mit beigegebenen Constructionszeichnungen. Es
gereicht dem Ingenieur Chillingworth zu besonderer Ehre, der Veröffentlichung seines
Verfahrens mit der größten Bereitwilligkeit und mit Verzichtleistung auf pecuniäre
Vortheile entgegengekommen zu seyn.
Verfertigung der hölzernen Räder nach Chillingworth's
Verfahren.
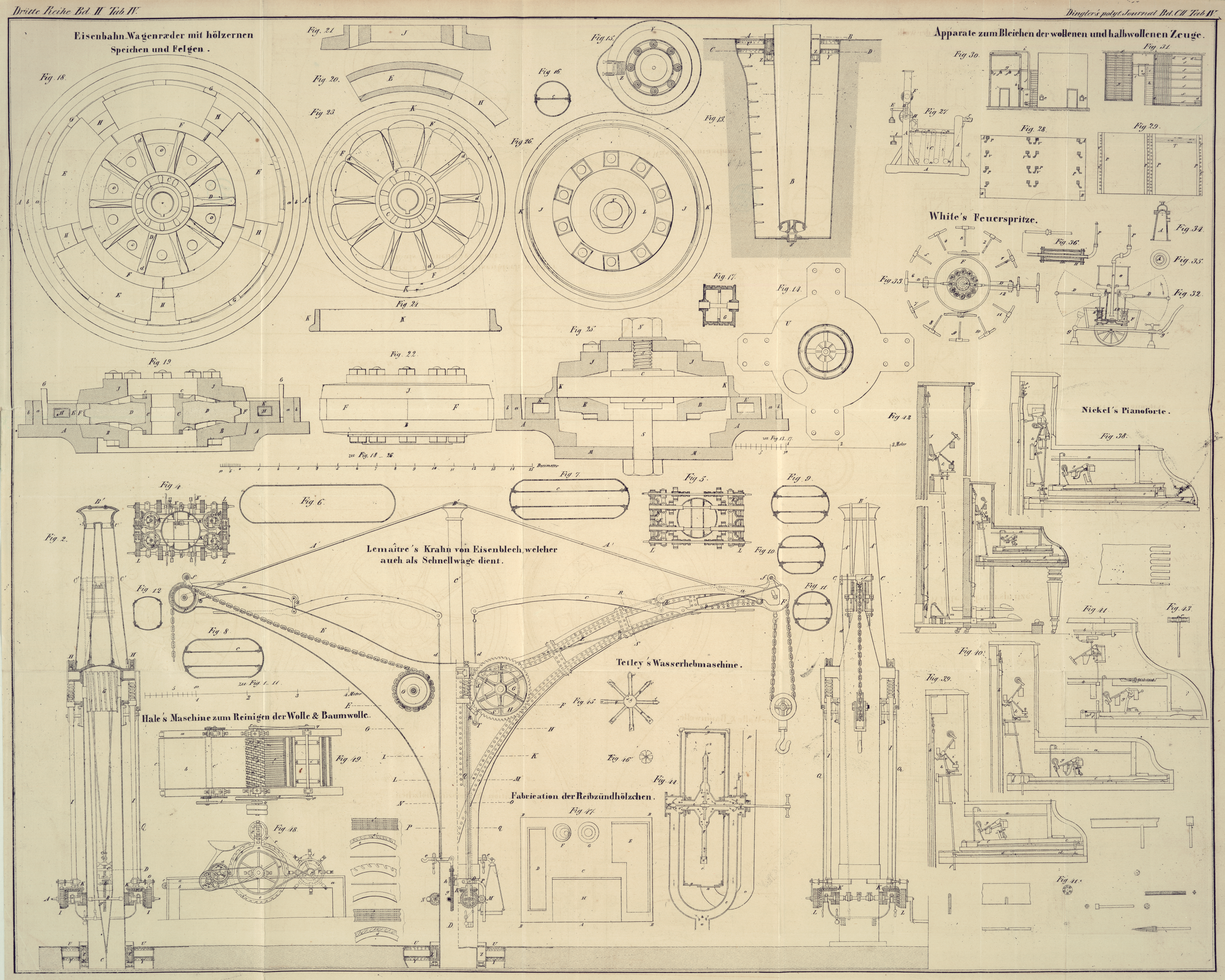
Das hölzerne Rad besteht aus einer gußeisernen Nabe C, in
welcher zehn Speichen D von Eschen- oder
Rüsternholz eingesetzt sind; ferner aus den fünf Felgenstücken F,
wovon also jedes zwei Speichen aufnimmt; und endlich aus dem schmiedeisernen
Radreife K.
Die Construction der gußeisernen Nabe ergibt sich aus der Zeichnung.
Festigkeit, mit Gefälligkeit und Leichtigkeit verbunden, bestimmte für den
vorliegenden Fall die Form dieser Nabe. Sie ist mit schmiedeisernen Bändern c zur Verstärkung und zur Verhinderung des Zersprengens
versehen. Die zehn zur Aufnahme der Speichen D
bestimmten Löcher sind genau angegossen, so daß sie keiner weitern Nacharbeitung
bedürfen.
Die Speichen D sind an dem innern Ende, womit sie in die
Nabe eingesetzt werden, keilförmig zugerichtet, am äußern Ende aber mit einem
kleinen Zapfen versehen, der in die hölzernen Felgen eingelassen wird. Das Einsetzen
der, wie die Zeichnungen hinreichend nachweisen, gehörig zugerichteten Speichen wird
durch das Aufbringen der Nabe auf einen passenden eisernen Dorn, welcher sich in
horizontaler Lage bewegen läßt, sehr erleichtert, und auf einfache Weise durch
Hammerschläge bewirkt.
Sind die Speichen eingesetzt, so wird zur Aufbringung der Felgenstücke geschritten.
Jedes Felgenstück ist mit zwei Löchern zur Aufnahme der Speichenzapfen versehen. Die
Felgenstücke werden so abgepaßt daß, wenn sie um die Speichen zusammengesetzt sind
und die Zapfen dieselben völlig aufnehmen, noch eine stumpfe Stoßfuge von circa 1/4 Zoll zwischen je zwei Felgenstücken offen
bleibt.
Nachdem das Ganze also zusammengesetzt ist, wird zum Aufpressen der Felgenstücke
geschritten. Hiezu dient ein eigener Preßapparat (Fig. 18 und Fig. 19).
Derselbe besteht aus einer gußeisernen Grund- oder Fundamental-Platte
A, von kreisförmiger Gestalt, mit dem angegossenen
Ringe a und einer kreisförmigen Oeffnung in der Mitte.
Diese Platte wird horizontal auf eine feste Unterlage (z.B. einen großen hölzernen
Amboßstock) gelegt, und muß rund umher zugänglich seyn. Sie ist mit einem starken
schmiedeisernen Ringbande b verstärkt, um das Ausbrechen
und Zersprengen des angegossenen Ringes a zu verhindern.
Die anderweitige Form dieser Grundplatte ist aus dem Querschnitte Fig. 19 zu ersehen, und
es ist nur zu bemerken, daß diese Figur um 90° verdreht gezeichnet, und ihre
naturgemäße Lage horizontal ist. Diese Platte A ist
durchweg in allen ihren Theilen, namentlich an der innern Seite, genau abgedreht. Es
ist wesentlich nothwendig, daß die innere Kranzfläche der Platte eine genaue Ebene
bilde. Diese Fundamental-Plattes nimmt in ihrer innern ausgedrehten
Vertiefung eine große ringförmige Scheibe B auf.
Letztere ist von Gußeisen, genau abgedreht, mit zehn runden Löchern versehen, und
reicht in die kreisförmige Oeffnung der Grundplatte A
hinein.
Die Platte B wird vor dem Anpressen der Felgen eingelegt.
Nabe, Speichen und Felgen im zusammengesetzten Zustande, wie bereits oben angegeben,
werden sofort auf die Grundplatte gelegt. Die Speichen!) ruhen auf der plangedrehten
Ringfläche der Platte B auf (s. Fig. 19).
Alsdann legt man die hohlen gußeisernen Ringstücke E (s.
Fig. 20)
symmetrisch um die Speichen des Rades an. Diese Ringstücke ruhen auf A auf, und um sie während der Preßoperation besser in
Ordnung zu erhalten, sind schmiedeiserne Bolzen H
zwischen je zwei derselben eingelegt.
So vorbereitet, kann das Anpressen der Felgen an die Speichen, und dieser in die
Nabe, vor sich gehen. Die Preßoperation wird durch das Antreiben der Ringstücke E mittelst eiserner Keile G,
die zwischen E und dem Rande a eingetrieben werden, nach und nach vollendet. Die Keile werden gehörig
regelmäßig vertheilt und mittelst schwerer Handhämmer immer an zwei
entgegengesetzten Felgenstücken, nach und nach rund herum, eingetrieben. Die dünnen
Keile werden alsdann, wie die Operation fortschreitet, durch stärkere ersetzt u.s.w.
Auf diese Weise treibt man nun mit außerordentlicher Gewalt die Felgenstücke an die
eingezapften Speichen. Dieß wird so lange fortgesetzt, bis die Stoßfugen der Felgen
genau schließen; dabei dringen die ausgearbeiteten Schultern d der Speichen nahe 1/4 Zoll tief in die Felgenstücke ein und verzapfen
sich auf diese Weise durch die ungeheure Pressung quer durch das ganze Felgenstück
(siehe Fig.
23). Das völlige Aufpressen der Felgen ist nach Umständen in einer halben
bis einer Stunde vollendet.
Das Holz zu den Felgen muß besonders dazu ausgewählt werden und einen hohen Grad von
Zähigkeit besitzen. Es darf auch nicht zu trocken und geradfaserig genommen werden,
weil alsdann die zusammengepreßten Fasern an den Fugenstellen abspringen; daher auch
beim Anpressen die Felgenstücke naß gemacht werden, wenn selbe etwa in zu trockenem
Zustande zur Verwendung kämen.
Man setzt das Zusammentreiben nicht ununterbrochen, sondern mit längern oder kürzern
Pausen, welche sich nach dem Gange der Operation ergeben, fort, um den Fasern Zeit
zu lassen, sich in die mit Gewalt aufgedrungene Lage zu begeben.
Ist nun das Anpressen vollendet, so läßt man das Ganze in dem gepreßten Zustande
längere oder kürzere Zeit, nach Umständen eine viertel- oder halbe Stunde,
ruhig stehen, treibt alsdann die Keile nochmals an, und kann dann zum Abnehmen des
Rades schreiten. Zu dem Ende wird auf das zusammengepreßte Rad, wie es sich zwischen den angekeilten
Ringstücken eingepreßt auf der Grundplatte A liegend
befindet, die gußeiserne Deckplatte J, nahe von
derselben Gestalt wie B, aufgelegt. In derselben
befinden sich ebenfalls zehn Löcher, wie in B. Sie
dienen zur Aufnahme starker Schraubbolzen. Beim Einlegen und Zusammenpressen des
Rades wird Sorge getragen, daß die Löcher der Platte B
zwischen die Speichen zu liegen kommen, um das Einstecken der Schraubbolzen und das
Zusammenpressen der beiden Platten B und J bewirken zu können. Die zehn Schraubbolzen werden auf
das kräftigste angezogen, und pressen sonach die Ränder der kreisförmigen Platten
J und B in die
zusammengepreßten (nunmehr den Radkranz bildenden) Felgenstücke hinreichend ein, so
daß der zwischen diesen beiden Platten eingeklemmte Radkranz nicht mehr auseinander
gehen kann, wenn auch durch Entfernung der Keile und Ringstücke die äußere Pressung
aufgehoben wird.
Fig. 19
stellt das eingeklemmte Rad vor.
Die Keile und Ringstücke werden nunmehr entfernt und das Rad wird abgehoben. In
diesem eingeklemmten Zustande ist das Rad in Fig. 22 gezeichnet. Es
ist so vorbereitet, um auf der Drehbank das Abdrehen des Radkranzes bewerkstelligen
zu können. Derselbe schmiedeiserne Dorn, welcher behufs der Einsetzung der Speichen
in die Nabe schon früher angewendet wurde, wird nunmehr in die Nabe eingetrieben,
und das solchergestalt mit einer Achse versehene Rad zwischen Spitzen in der
Drehbank eingespannt und der Radkranz abgedreht.
Nach erfolgtem Ab- und Runddrehen des Radkranzes wird zur Aufziehung des
schmiedeisernen Radreifes K geschritten. Dieses
Aufziehen wird ebenfalls auf der Grundplatte A
vorgenommen. Nachdem der Dorn aus der Nabe gestoßen, wird das noch immer zwischen
den Platten J und B
eingeklemmte, aber bereits genau rundgedrehte Rad genau so wie in Fig. 19 auf die
Grundplatte A aufgelegt; nur sind die Ringstücke E und die Keile G entfernt
worden. Der innen etwas kleiner als der Durchmesser des Rades genau ausgedrehte
(ausgebohrte) Radreif K, Fig. 24, wird etwas über
handwarm gemacht, aber nicht so heiß, daß er das Holz bräunen würde; wodurch er
vermöge seines vergrößerten Durchmessers ohne viele Mühe durch einige leichte
Hammerstreiche aufgezogen werden kann. Der heiße Radreif wird nun, nachdem er
überall richtig sitzt, schnell durch Uebergießen mit kaltem Wasser abgekühlt,
wodurch er sich mit großer Gewalt auf das Rad anzieht. Nach gehöriger Abkühlung
löset man die Schraubbolzen, welche die Platten B und F zusammenhalten; entfernt sie sammt den Platten und
hebt das beinahe fertige Rad von der Grundplatte A
ab.
Zur weitern Vollendung des Rades gehört das Abdrehen oder Abhobeln des Radkranzes an
den Seitenflächen, und das Abdrehen des eisernen Radreifes, um demselben die
richtige Form, sowie dem Rade die gehörige Dimension zu geben. Dieses Abdrehen wird
auf bekannte Art vorgenommen. Ferner die Ausarbeitung der Felgen, theils um dem Rade
ein gefälliges Ansehen zu geben, theils um die abgesprungenen und gerissenen
Holzfasern an den Fugenstellen zu entfernen.
Das bis auf den Anstrich fertige Rad hat die Gestalt von Fig. 23.
Das hier beschriebene Verfahren der Anfertigung hölzerner Räder wird das Eingangs
Gesagte vollkommen bestätigen, und es braucht hier nur hinzugefügt zu werden, daß
die Herstellung solcher Räder mit dem beschriebenen Apparat von gewöhnlichen
Stellmachern und Schmieden ohne alle Vorübung und ohne Anstand mit der
erforderlichen Genauigkeit ausgeführt wurde. Die Kosten dieser Räder sind weit
geringer als der ganz eisernen, die sie in jeder Beziehung übertreffen.
Es erübrigt nur noch, das Verfahren zu beschreiben, wie solche Räder mit neuen
Radreifen versehen werden, indem der alte, abgenutzte und zu schwache Radreif
vorerst abgenommen werden muß. Das Abnehmen der Radreife erläutert Fig. 25 und 26. Zuerst
wird das Rad zwischen den Platten J und B mittelst der schon erwähnten zehn Schraubbolzen
eingeklemmt und in diesem Zustande auf die Grundplatte A
gebracht. Sodann werden die Platten L und M angebracht, der Schraubbolzen L eingebracht und die Schraubenmutter N
vorgeschraubt. Der eiserne Radreif ruht auf den eingelegten Ringstücken E. Der übrige Theil des Rades sammt der Scheibe B hat nirgend Auflage. Das Anziehen der Schraubenmutter
N streift allmählich den eisernen Radreif K ab. Ist derselbe entfernt, so kann auf beschriebene
Art ein neuer aufgezogen werden. Es braucht kaum noch angedeutet zu werden, daß die
hier beschriebene Anfertigung von Rädern zu Eisenbahnwagen, gewiß nutzbare und
vortheilhafte Anwendung bei der Herstellung gewöhnlicher Wagenräder, namentlich bei
Luxus-Fuhrwerken finden dürfte.
Tafeln