| Titel: | Verbesserungen in der Fabrication geschweißter eiserner Röhren, worauf sich James Roose, Röhrenfabrikant zu Darlaston in der Grafschaft Stafford, am 29. August 1846 ein Patent ertheilen ließ. |
| Fundstelle: | Band 105, Jahrgang 1847, Nr. XXVII., S. 94 |
| Download: | XML |
XXVII.
Verbesserungen in der Fabrication geschweißter
eiserner Röhren, worauf sich James
Roose, Röhrenfabrikant zu Darlaston in der Grafschaft Stafford, am 29. August 1846 ein Patent ertheilen
ließ.
Aus dem Repertory of Patent-Inventions, Mai 1847,
S. 258.
Mit Abbildungen auf Tab.
II.
Roose's Verbesserungen in der Fabrication geschweißter eiserner
Röhren.
Ich nehme einen Eisenstreifen von der erforderlichen Länge, Breite und Dicke, richte
die beiden Ränder schräg zu und biege sie am Ende des Streifens, nachdem ich
diesen rothglühend gemacht, gegen einander, so daß der eine Rand über den andern
greift. Der theilweise umgebogene und theilweise flache Streifen wird sodann erhitzt
und in schweißfertigem Zustande mit dem zusammengebogenen Ende durch ein
trichterförmiges Stück so weit zwischen die Walzen gesteckt, daß die Zangen der
Ziehbank das Ende des Streifens erfassen können. Die Kette zieht sofort den
Eisenstreifen durch den Trichter, wodurch die Ränder des Streifens übereinander
gebracht werden. Sobald nun der umgebogene Streifen den Trichter verläßt, erfolgt
die Schweißung an der Berührungsstelle der Walzen, wobei ein Kern von Innen den
geeigneten Widerstand darbietet. Zwischen der engeren Mündung des Trichters und den
Walzen bringe ich eine Röhre an, durch welche heiße oder kalte Luft herbeigeblasen
wird; das Ende dieser Röhre ist über dem Saum der zu schweißenden Röhre befestigt.
Die Wirkung des Windes ist die, daß das Metall an der Fuge in einen gewissen Zustand
der Schmelzung versetzt wird.
Die Umfangsgeschwindigkeit der durch Maschinenkraft umgetriebenen Walzen ist der
Geschwindigkeit der Kette gleich, wodurch der Zug der Röhre erleichtert wird und
kein Bestreben entsteht, die Röhre an einer Stelle mehr als an der andern zu
strecken. Der Kern ist vorn an der Trichtermündung angebracht und ragt zwischen den
Einschnitt der Walzen hinein. Auf diese Weise wird der am einen Ende umgebogene
Eisenstreifen unter einmaliger Anwendung der Wärme mittelst einer einzigen Operation
in eine zusammengeschweißte Röhre verwandelt.
Diese Procedur zeigt sich insbesondere bei der Anfertigung eiserner übereinander
greifender Röhren sehr vortheilhaft, indem sie nur wenige Hände erfordert und ein
gutes Fabricat liefert. Derartige Röhren halten einen verhältnißmäßig größeren Druck
aus, als ähnliche auf andere Weise angefertigte Röhren, weil die Röhre nur einmal
erhitzt und die Beschaffenheit des Eisens nicht verändert wird, während bei
Befolgung anderer Methoden die wiederholte Erhitzung der Röhre im Ofen die Fasern
des Eisens zu zerstören strebt. Ein anderer sehr bedeutender Vortheil meines
Verfahrens besteht darin, daß ein Windstrom gegen den Saum der Röhre gerichtet ist,
ehe das Zusammenschweißen der letzteren erfolgt.
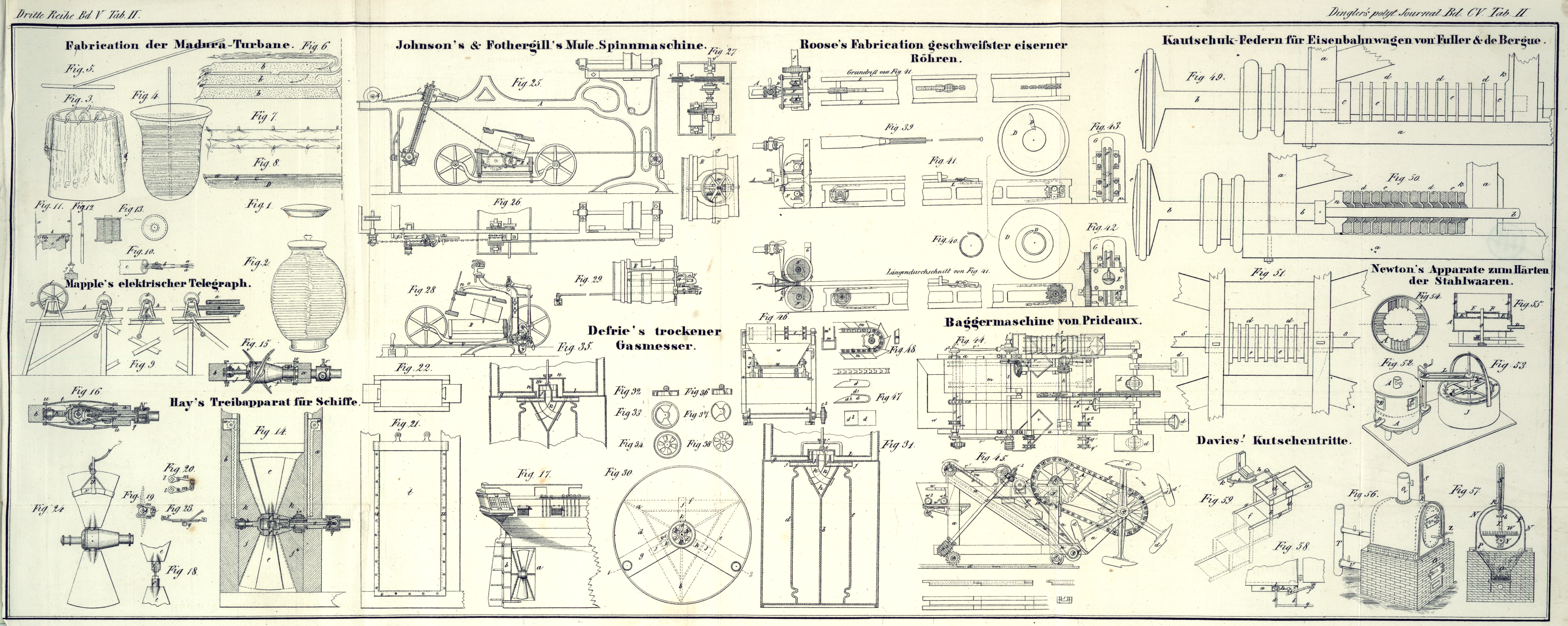
A, Fig. 39, stellt den durch
den Trichter gehenden, in eine Röhre zu verwandelnden Eisenstreifen dar. B ist der Kern, welcher während des Schweißens den
nöthigen Widerstand gegen den Druck der Walzen darbietet; C die erwähnte Windröhre; D der Trichter.
Fig. 40
stellt den Trichter D in der vorderen und hinteren
Ansicht nach einem größeren Maaßstabe dar; D' ist eine
Furche oder ein Einschnitt, welcher den Zweck hat, die Ränder der Röhre übereinander
zu bringen.
E, Fig. 39, ist eine an der
Vorderseite der Walzen befestigte Eisenplatte, welche den Trichter hält.
Fig. 41 ist
eine Seitenansicht der Walzen mit der durch die Einschnitte derselben gehenden
Röhre. G ist ein eisernes Gestell, woran die Achsenlager
der Walzen befestigt sind.
Fig. 42 ist
eine Frontansicht der Maschine mit den Walzen N und
anderen Theilen.
Fig. 43
stellt die Walzen in der Frontansicht dar. Diese Walzen adjustiren, wenn sie
niedergeschraubt sind, sich selbst, indem die untere Walze mit zwei Flanschen
versehen, die obere aber in correspondirender Weise so abgedreht ist, daß sie nicht
aus ihrer Stelle weichen kann. I sind die Achsen der
durch Rädereingriff miteinander verbundenen Walzen, von denen die eine durch irgend
eine mechanische Kraft in Umdrehung gesetzt wird. K sind
die Achsenlager der Walzen; L ist die Ziehbank mit den
Zangen, welche die Röhre durch den Trichter und die Walzen ziehen.
Tafeln