| Titel: | Verbesserungen des Gußstahls in Anwendung auf die Fabrication einer neuen Art Rasirmesser, durch Gebrüder Dittmar in Heilbronn. |
| Fundstelle: | Band 105, Jahrgang 1847, Nr. L., S. 184 |
| Download: | XML |
L.
Verbesserungen des Gußstahls in Anwendung auf die
Fabrication einer neuen Art Rasirmesser, durch Gebrüder Dittmar in Heilbronn.
Mit Abbildungen auf Tab.
III.
Dittmar's Verbesserung des Gußstahls für Rasirmesser und feine
Werkzeuge.
Im polytechn. Journal Bd. XCIX S. 299 wurde
ein Bericht des Hrn. Directors Karmarsch über die
verbesserte Fabrication der Rasirmesser der Messerfabrikanten Gebrüder Dittmar in Heilbronn (am Neckar) mitgetheilt. Die
Einzelnheiten des Verfahrens, wodurch dieselben ihre ausgezeichneten Producte
erzielen, sind nun kein Geheimniß mehr; sie ließen sich nämlich für ihre Erfindung
am 16. Dec. 1845 ein Privilegium auf 3 Jahre für das Königreich Bayern ertheilen,
dessen Specification das Kunst- und
Gewerbe-Blatt, Juniusheft 1847 S. 409 veröffentlicht; sie
lautet:
„Das gleichförmig feine, blaue Korn des gehärteten Stahls, eine mit
Zähigkeit verbundene Härte desselben, sind unstreitig diejenigen Kennzeichen,
nach denen der praktische Stahlarbeiter die Qualität des zu verarbeitenden
Materials mit Sicherheit zu beurtheilen im Stande ist, und diese leiteten uns
bei unsern, mit größter Beharrlichkeit verfolgten Beseitigungsversuchen
genannter Uebelstände, geben uns jetzt aber auch die Ueberzeugung, daß es uns
durch Anwendung eigenthümlicher Einrichtungen und durch eine neue zweckmäßige
Behandlung des Stahls vor, bei und nach dem Härten gelungen ist, sämmtliche
Gattungen desselben leicht und mit stets gleichem Erfolg auf eine Stufe von Vollkommenheit
zu bringen, die uns vorher noch völlig unbekannt war. Da wir uns seit vielen
Jahren vorzugsweise mit der Fabrication von Rasirmessern befassen, so haben wir
vor der Hand auch gerade diesem Artikel, durch Anwendung ebenberührter von uns
neu erfundener Methode den Stahl zu verbessern (die nicht nur auf die Qualität
der Messer bedeutenden Einfluß hat, sondern auch den Fabricationsbetrieb sehr
befördert), seit etwa einem Jahr einen neuen Aufschwung gegeben. Alle bis jetzt
nach dieser neuen Weise verfertigten Rasirmesserklingen zeichnen sich ganz
besonders durch eine ungemeine Dauerhaftigkeit ihrer feinen Schneide aus, und es
dürfte diese Erfindung für manche mechanischen Künste und Gewerbe großen
Vortheil gewähren, weil solches Verfahren auch eben so gut bei der Fabrication
von Werkzeugen, wie: Grabstichel, Bildhauermeißel, chirurgische Instrumente und
dergleichen angewendet werden kann, bei denen jener Vorzug vom größten Interesse
ist. Bevor wir die Fabrication näher beschreiben, erlauben wir uns, der oben
schon kurz berührten Abweichung des Stahls in Beziehung auf Homogeneität und
Cohäsion noch beizufügen, daß wir, obgleich wir zu Rasirmessern und feinen
Werkzeugen gewöhnlich doppelt raffinirten Gußstahl von Sheffield (India- oder Cast-Steel) verarbeiten, auch bei diesen feinen Sorten jene
Verschiedenheit finden, und, zur Vermeidung der aus ihr entstehenden
Schwierigkeiten im Verarbeiten, von jeher die Stangen zerschlagen, die
Bruchtheile ihrer Beschaffenheit nach sorgfältig sortiren, und nur die besten
davon für feine Artikel in Anwendung bringen.
Beinahe überall werden die Rasirmesserklingen durch Schmieden aus Stahlstangen,
Feilen etc. hergestellt, da aber der Stahl nicht weiter als bis dunkelroth
erwärmt werden darf, wenn das Messer gut werden soll, so hat der geübteste
Arbeiter dennoch die Klingen zehn- bis zwölfmal ins Feuer zu bringen,
welcher Zeitaufwand schon vor mehreren Jahren einige Fabrikanten in Sheffield
und Staffordshire veranlaßt, die Klingen in angeräucherte erwärmte Formen zu
gießen, um die Rasirmesser billiger herstellen zu können, welche Methode auch an
manchen Plätzen Deutschlands für Scheren, Messer etc. Anwendung fand. Sobald
diese Gegenstände cementirt und ausgefertigt sind, kann man sie dem Ansehen nach
kaum unter den aus Stahl geschmiedeten erkennen.
Ebenso wurde schon vor längerer Zeit in Paris ein Verfahren, Rasirmesser aus
dünnem Stahlblech anzufertigen, patentirt, das ebenfalls wie jenes auf Abkürzung
der Arbeiten abzielt, und zwar dem Fabrikanten, nicht aber dem Konsumenten
Nutzen bringt. Wir erreichen nach unserer neuen Methode den gleichen Zweck,
während wir noch überdieß in den Stand gesetzt werden, die größte Anzahl von Klingen mit aller
Sicherheit von durchaus gleich vorzüglicher Beschaffenheit zu liefern, was beim
bisherigen Schmieden und bei der englischen Façon ganz unmöglich ist.
Um nämlich obige Stahlgattungen, d.h. die ausgesuchten besten Bruchtheile von
denselben, zur Fabrication von Rasirmessern zu verwenden, strecken wir dieselben
durch leichtes aber schnelles Schmieden unter zwei Hämmern bei gelinder Wärme in
lange Planchen aus, bringen sie dann abermals auf einen leichten Glühgrad und
lassen sie wieder langsam erkalten. So vorbereitet werden die erkalteten Stücke
mehrmals stark gewalzt, wodurch der Stahl, ohne wie beim Härten an Zähigkeit zu
verlieren, so außerordentlich verdichtet wird, daß man ihn nur mit Schwierigkeit
in Façon feilen kann.
Um ihn nun zu letzterem Zweck nicht wieder glühen zu müssen, wodurch sein dichtes
Gefüge nachlassen würde, bedienen wir uns einer Prägmaschine, mittelst deren wir
die Klingen mit Einem Druck aus dem kalten Stahl schneiden, und erhalten dem
letzteren seine ursprüngliche Zähigkeit neben der durch das Kaltwalzen
hervorgebrachten Härte. Die nach obiger Weise erzeugte Stahlplanche wird nämlich
nach einem Modell in Stücke zerschlagen, der hintere Theil (tallong) ein wenig erwärmt und in seine ungefähre
Form geschmiedet, sodann die Klinge ausgepreßt, das Loch auf einer Bohrmaschine
gebohrt, und die Schneide auf einem großen Stein bis zur Hälfte der Rückenstärke
abgeschliffen. Letzteres hat zum Zweck, daß die Klingen rein werden – die
innern, seiner Zeit den Schnitt bildenden Theile der Härtenkälte mehr
bloßgestellt sind, und daß beim Anlassen der Härtegrad besser zu erkennen
ist.
Sind die Messer so weit hergerichtet, so bringen wir sie in einer Mischung von
verdünnter Schwefelsäure und Salmiaklösung mit einem galvanischen Apparat von
constanter Wirkung in Verbindung, wodurch die Klingen schnell mit einem lockern
dunkelgrünen Anflug belegt werden, spülen sie dann in Wasser ab und trocknen sie
in der Wärme. Auf diese Art erhalten sie einen dünnen Ueberzug von Eisenoxyd,
der in der Härtenhitze auf eine für die Qualität des Stahls günstige Weise
chemisch auf den Kohlenstoffgehalt desselben einwirkt. Zum Härten haben wir ein
besonderes Local eingerichtet, mit einem von uns eigens construirten Härteofen,
worin auch bei Tag gearbeitet werden kann, weil man das äußere Licht dermaßen
abzuhalten im Stande ist, daß man die rechte Glühfarbe genau und sicher erkennt.
Das Feuer ist mit einer Backsteinmauer ganz umschlossen (damit man weder durch
die Hitze noch durch das Licht der glühenden Kohlen beim Arbeiten genirt ist), und durch
Feuer und Mauer laufen zwei hohle Cylinder, mit je einer Oeffnung nach dornen,
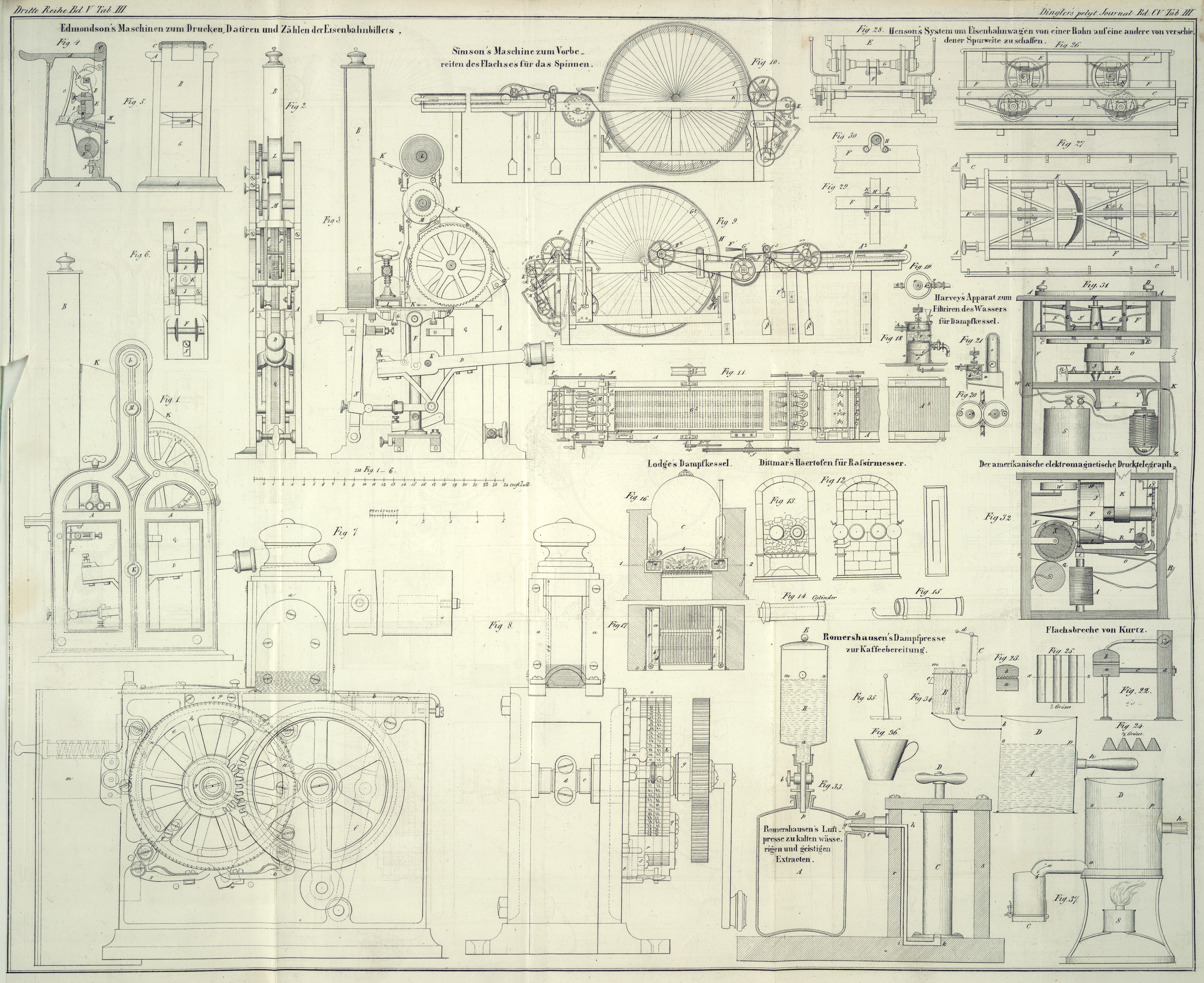
worin die Rasirmesserklingen erwärmt werden. Der eine derselben, rechts, Fig. 12,
dient als Vorwärmer, und die Klingen erhalten in ihm langsam einen ganz gelinden
Glühgrad; – er ist von dünnem Kupferblech, 1 1/2' lang und 2'' weit, und
dieses kupferne Rohr umschließt ein zweites, gleichlanges von gewalztem Eisen,
mit einem Durchmesser von 3''; der Raum zwischen beiden ist mit einem
Kohlenpulver, das aus zwei Theilen Buchen- und einem Theil leichten
Kohlen besteht, ausgefüllt. Der andere Cylinder, links Fig. 13, hat die
gleiche Lage und Weite, wie das kupferne Rohr, ist aber von starkem Eisenblech
verfertigt. Unter diesem läuft, an ihm befestigt, ein Flintenlauf hin, der an
beiden Enden zugeschweißt ist und vornen über den Cylinder hinausreicht. An der
Vorderseite befindet sich an dem hervorstehenden Theil des Laufes ein Loch mit
einem Trichter, während im Hintergrund das Innere des Cylinders und des Laufs
durch eine feine Ritze mit einander verbunden ist. Sobald die Klinge aus dem
Vorwärmer in den eisernen Cylinder eingebracht wird, läßt man etwas weniges von
einer aus 4 Pfd. Salmiak, 2 Pfd. Blutlaugensalz, 1/2 Pfd. Colophonium und 7 Pfd.
Fett bestehenden Masse durch den Trichter in den glühenden Flintenlauf
einrinnen; das sogleich durch Zersetzung sich bildende Gasgemisch streicht durch
den Cylinder und gibt den Klingen während seines Verbrennens schnell und ganz
gleichförmig den zum Härten erforderlichen Wärmegrad, der sich dabei leicht aufs
genaueste erkennen läßt. Als Härtewasser bedienen wir uns jener Mischung von
Salmiak und Schwefelsäure, die wir oben schon berührten, und die uns nach unfern
vieljährigen Erfahrungen den großen Vortheil gewährt, daß die Gegenstände keine
Risse darin bekommen, während ihre oxydirende Wirkung in vorliegendem Fall nicht
schaden kann. Der Rücken der gehärteten Klinge wird durch Eintauchen in eine
schmelzende Legirung von Blei und Zinn weich gemacht, die Schneide aber über
einer Alkoholflamme gelblich angelassen. Nach dem Schleifen Poliren wir die
Messer nur auf Zinnscheiben, und vergolden sie dann auf elektro-chemische
Weise, weil es häufig vorkommt, daß dünngeschliffene Klingen durch die hohe
Politur (englischer Glanz) am Schnitt verbrannt werden. Der Fläche Abzug wird
auf einer horizontal laufenden Compositionsscheibe, und zuletzt auf einer
Glasscheibe hergestellt, wozu uns zwei Abziehmaschinen dienen. Durch diese
vereinigten Manipulationen gelang es uns, der vielfach angenommenen Meinung
entgegen, als ob die Zähigkeit des Stahls nothwendig in gleichem Grade
vermindert werden müsse, jemehr derselbe an Härte und Feinheit des Korns
zunehme, einen Stahl
herzustellen, dessen inneres Gefüge in Beziehung auf Dichtigkeit, Feinheit und
Gleichförmigkeit nichts zu wünschen übrig läßt, während ihm beim Härten seine
ursprüngliche Zähigkeit größtentheils erhalten werden kann, weil die
zweckmäßige, auf Verdichtung des Gefüges hinwirkende Behandlung des Stahls vor
dem Härten uns gestattet, bei letzterem eine weit geringere Erhitzung, resp.
Abkühlung anzuwenden. Ueber die äußere Ausstattung der Messer, z.B. Damascirung
und Vergoldung, worin wir es durch lange Uebung zu der für die Fabrication im
Großen nöthigen Sicherheit gebracht haben, wollen wir hinweggehen, und in der
Beziehung nur der Tallons erwähnen, die wir durch Belegen mit einem der
Oxydation mehr widerstehenden Metall wesentlich verbessert haben, weil der
blanke Stahl, besonders in Elfenbeinheften, an dieser Stelle immerfort rostet,
und, wie die Erfahrung gezeigt hat, auch nicht durch galvanisches Vergolden oder
Versilbern davor geschützt werden kann.
Schließlich bezeichnen wir in Kürze folgende fünf Punkte aus der hier
beschriebenen Methode Rasirmesser zu fabriciren, als wesentlich neu und von uns
erfunden:
1) das kalte Walzen des Stahls,
2) das kalte Auspressen der Klingen,
3) die Construction unseres Härteofens,
4) die Benützung verbrennender Gase zum Härten, und
5) die Belegung der Tallons mit Metallblech.“
Tafeln