| Titel: | Beschreibung einer Vorrichtung, um mittelst der Drehbank die Seitenflächen von vier- oder sechskantigen Schraubenmuttern bearbeiten zu können; von Hrn. Cavé. |
| Fundstelle: | Band 112, Jahrgang 1849, Nr. V., S. 20 |
| Download: | XML |
V.
Beschreibung einer Vorrichtung, um mittelst der
Drehbank die Seitenflächen von vier- oder sechskantigen Schraubenmuttern
bearbeiten zu können; von Hrn. Cavé.
Nach dem Bulletin de la Société
d'Encouragement, Decbr. 1848, S. 730. bearbeitet.
Mit Abbildungen auf Tab.
I.
Cavé's Vorrichtung zum Bearbeiten mehrseitiger
Schraubenmuttern.
Die gewöhnlichen bei Maschinen vorkommenden Schraubenmuttern haben eine quadratische
oder sechseckige Form. Die Seitenflächen dieser vier- oder sechsseitigen
Prismen wurden früher von Hand mit der Feile bearbeitet, was eine kostspielige und
zeitraubende Arbeit war; schon seit längerer Zeit verrichtet man diese Arbeit mit
besonders hiezu construirten Maschinen, welche unter dem Namen
„Mutterfräsemaschinen“ bekannt sind.
Bis jetzt waren zweierlei Systeme solcher Maschinen in Anwendung. Bei den einen
bestand der Schneideapparat aus einer oder zwei Fräsen, welche eine rotirende
Bewegung erhielten, und auf der senkrecht zur Achse stehenden Seite mit Zähnen
versehen waren, die das überflüssige Metall fortzuschaffen hatten; die zu
bearbeitende Mutter wurde auf einen aufrechtstehenden Dorn aufgeschraubt, und zwar
so, daß ihre eine Fläche parallel zur schneidenden Fläche der Fräse stand. Während
sich die letztere umdrehte, wurde der Dorn durch eine Schraube geradlinig
fortbewegt, und so nach und nach die ganze Fläche der Mutter mit der Fräse in
Berührung gebracht. Der mit einer Theilscheibe versehene Dorn wurde dann um 1/4 oder
1/6 gedreht, je nachdem vierkantige oder sechskantige Muttern bearbeitet werden
sollten, so daß die nächste Fläche der Mutter nun der Fräse dargeboten wurde. Bei zwei
parallelen Fräsen, deren Entfernung so groß war, daß die fertige Mutter gerade
zwischen denselben durchgehen konnte, wurden natürlich zwei Flächen der Mutter auf
einmal fertig gemacht.
Obgleich nun schon solche Maschinen ein Fabricat von außerordentlicher Regelmäßigkeit
und Genauigkeit liefern, so blieb doch der Uebelstand, daß man von größeren Muttern
immer nur eine, von kleineren höchstens zwei auf einmal auf den Dorn stecken konnte,
weil man den ohnehin schwierig zu fertigenden Fräsen keinen beliebig großen
Durchmesser zu geben im Stande war.
Derselbe Uebelstand findet bei den Mutterfräsemaschinen nach dem zweiten Systeme
statt, bei welchem ein beweglicher Meißel nach und nach die Flächen der Mutter
bearbeitet.
Die Vorrichtung des Hrn. Cavé ist dagegen der Art,
daß eine große Anzahl von Muttern, 40–50 zugleich und zwar in sehr kurzer
Zeit, fertig gemacht werden kann. Ueberdieß gewährt sie den Vortheil, daß sie an
jeder gut construirten Drehbank mit Support leicht anzubringen ist, wodurch die
Kosten der Vorrichtung sehr gering werden. Dieselbe besteht aus einer zum
vorliegenden Zweck besonders construirten Planscheibe, welche statt der gewöhnlichen
auf die Drehbankspindel befestigt wird, und mit einem vorspringenden Rande versehen
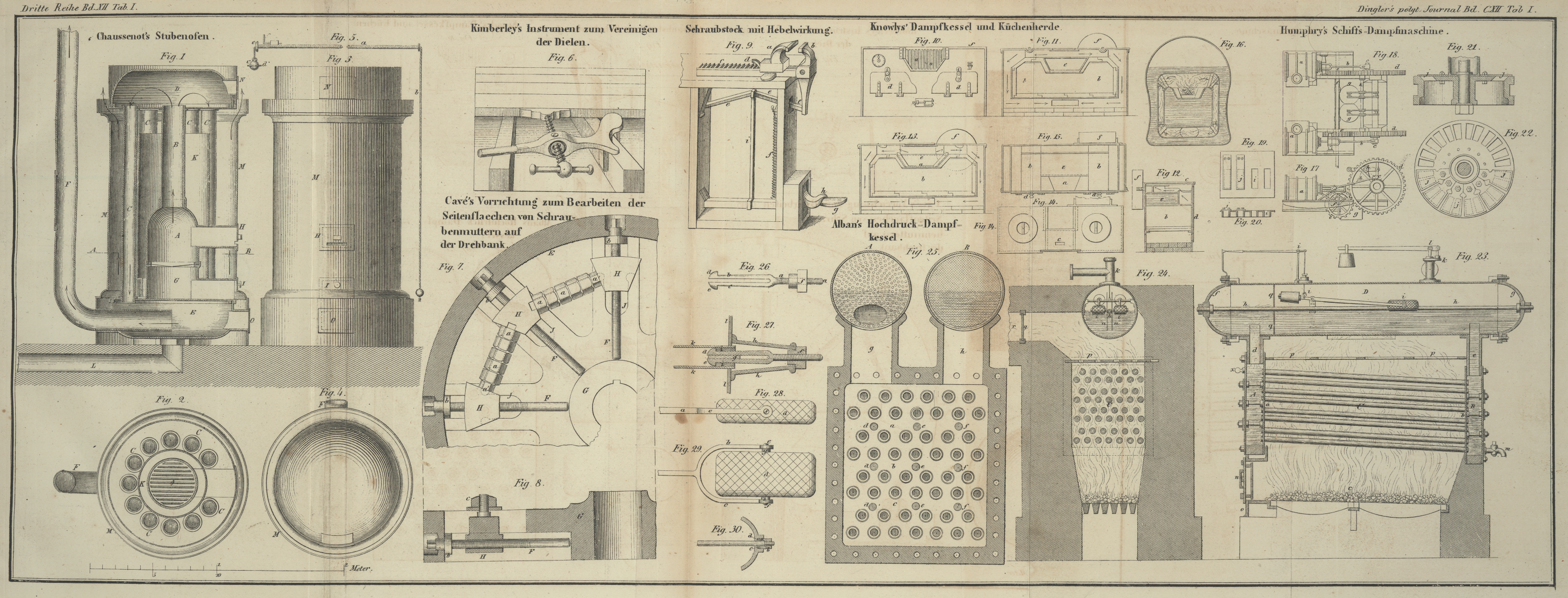
ist. Fig. 7
zeigt einen Durchschnitt der Planscheibe durch die Mitte des vorspringenden Randes,
und zwar in der Richtung der Drehbankspindel gesehen. Fig. 8 ist die Planscheibe
in der Richtung der Spindel durchschnitten.
Die eigentliche Scheibe G ist mehrfach durchbrochen, so
daß sich hiedurch acht Arme bilden, welche außen durch den Rand E mit einander vereinigt sind. Jeder dieser Arme hat
einen Schlitz I, durch welchen die Zapfen der Spannköpfe
H gehen; sie sind durch die hinter der Planscheibe
aufgeschraubten Muttern c beliebig festzustellen. Die
Spannköpfe H selbst sind durchbohrt, und bilden die
Muttern für die Schrauben F, welche mit ihren Ansätzen
b sich innen an den Rand E anlegen. Die Verlängerung der Schrauben außerhalb der Ansätze geht durch
den Rand E, wo dieselben eckig gefeilt sind, so daß sie
durch einen Schlüssel gedreht werden können. Das innere Ende der Schrauben F steht auf der Nabe der Scheibe G auf, so daß beim Drehen der Schrauben die Spannköpfe H, deren Muttern c
nachgelassen sind, eine radiale Bewegung machen müssen. Die Köpfe H sind keilförmig und auf ihren convergirenden Flächen mit
Vertiefungen versehen, welche für sechseckige Muttern auch sechseckig geformt sind.
Diese Vertiefungen vertreten, wie aus Folgendem klar werden wird, die Stelle der
Theilscheibe bei gewöhnlichen Mutterfräsemaschinen. Die zu bearbeitenden Muttern a, a werden auf eiserne oder stählerne Dorne gesteckt,
welche nach der inneren Weite der Muttern cylindrisch abgedreht sind. An dem einen
Ende ist jeder solche Dorn mit einem genau sechseckigen Kopfe versehen, welcher in
die Vertiefungen an der Seite der Spannköpfe ganz genau paßt. Auf das andere Ende
des Dornes ist ein Gewinde geschnitten, so daß die aufgesteckten Muttern a, a durch eine kleinere davor geschraubte Mutter fest
an einander gedrückt werden können. Die Muttern a, a
bilden so auf dem Dorne ein langes sechsseitiges Prisma. Diese Prismen werden nun,
nachdem die Spannköpfe weit genug aus einander gestellt sind, der Reihe nach
zwischen je zwei solcher Köpfe gebracht, so daß der Kopf des Dornes in die
entsprechende Vertiefung zu liegen kommt, während das cylindrische Ende des Dornes
in eine eben solche Vertiefung tritt. Die Schrauben F
werden nun möglichst fest angezogen, so daß den Dornen aller Spielraum genommen ist.
Hierauf zieht man die Muttern c fest an, damit die
Spannköpfe auch senkrecht auf die Richtung der Schrauben F fixirt sind. Sobald dieß geschehen ist, kann die vordere Fläche aller,
nun in einem Achteck auf der Planscheibe liegenden Muttern eben gedreht werden.
Hierauf läßt man die Muttern c und Schrauben F nach, und dreht die Dorne so, daß die nächste Fläche
der Muttern gegen den Support zu liegen kommt, worauf auch diese, wie die erste eben
abgedreht wird und so fort. – Daß die auf solche Weise bearbeiteten Muttern
genau gleich werden müssen und sehr schnell gefertigt werden können, ist
begreiflich.Fast noch leichter als auf der Drehbank können solche aus Muttern
zusammengesetzte Prismen auf jeder Hobelmaschine abgehobelt werden, und die
Vorrichtung zum richtigen Aufspannen wird noch viel wohlfeiler seyn als die
Planscheibe des Hrn. Cavé.W.
Tafeln