| Titel: | Verbesserungen in der Fabrication gegossener Röhren, welche sich Alfred Newton zu London, einer Mittheilung zufolge am 5. Octbr. 1849 patentiren ließ. |
| Fundstelle: | Band 118, Jahrgang 1850, Nr. LXXVI., S. 352 |
| Download: | XML |
LXXVI.
Verbesserungen in der Fabrication gegossener
Röhren, welche sich Alfred
Newton zu London, einer
Mittheilung zufolge am 5. Octbr. 1849
patentiren ließ.
Aus dem London Journal of arts, August 1850, S.
8.
Mit Abbildungen auf Tab.
V.
Newton's Verbesserungen in der Fabrication gegossener
Röhren.
Bei der gewöhnlichen Methode des Formens erfordert bekanntlich das Einrammen des
Formsandes einen bedeutenden Aufwand an Arbeit; auch müssen bei der gewöhnlichen
Anfertigungsweise gegossener Röhren die Kerne, ehe sie in die Form kommen, lange
getrocknet werden. Der vorliegenden Erfindung gemäß geschieht aber die Operation des
Einrammens mit Hülfe von Maschinen, und kann von Personen geleitet werden, welche in
der Kunst des Formens unbewandert sind. Die Erfindung besteht ferner in einer
eigenthümlichen Construction der Kernspindel, welche die Nothwendigkeit den Kern zu
trocknen, ehe das geschmolzene Metall in die Form gegossen wird, beseitigt.
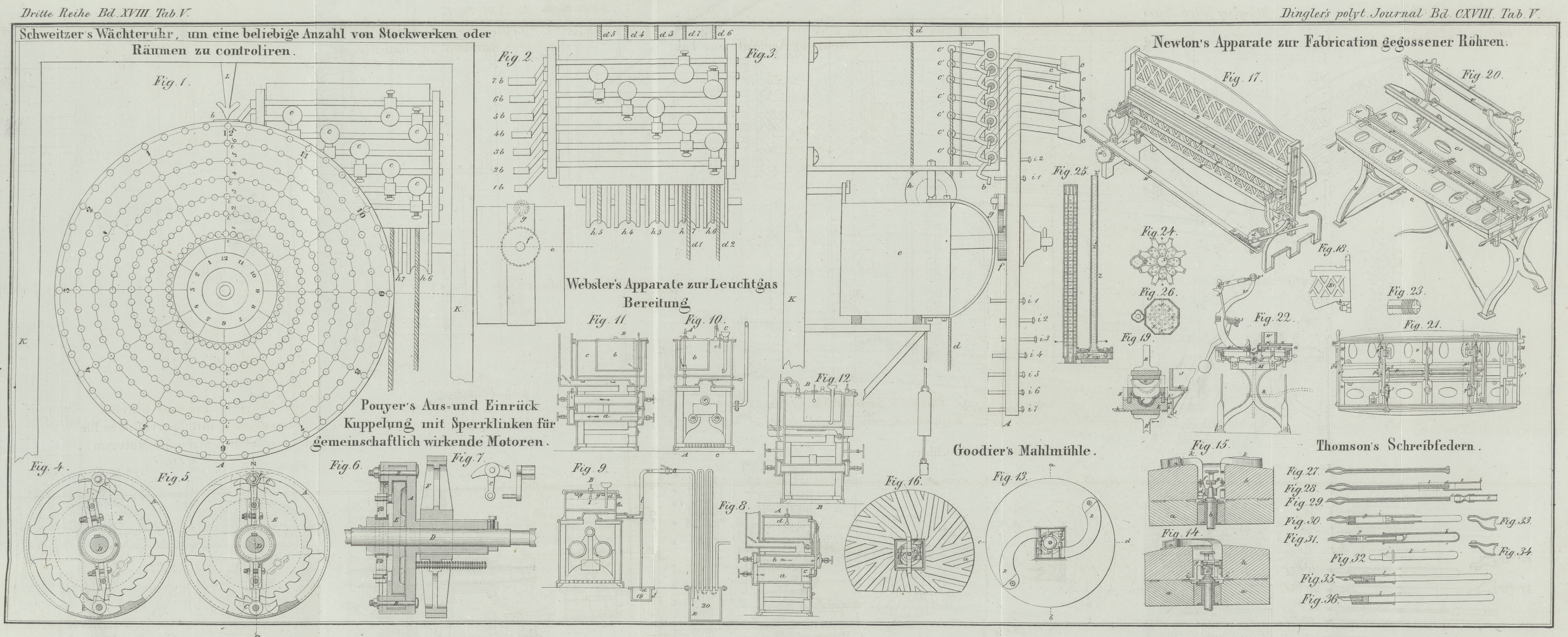
Die Figuren
17, 18
und 19 sind
verschiedene Ansichten der Presse zur Herstellung der Form oder des Modells, welches
der äußeren Fläche der Röhre ihre Gestalt gibt. Die Figuren 20, 21 und 22 zeigen die
Presse zur Anfertigung des Kerns; Fig. 23 ist eine Ansicht
der verbesserten Kernspindel; die Figuren 24, 25 und 26 stellen die
Einrichtung zum Gießen dar.
Die Thätigkeit der Presse zur Anfertigung der Form ist im Allgemeinen folgende. Die
Hälfte der Formflasche wird auf einen Schlitten gelegt und unter einen mit Formsand
gefüllten Kasten gebracht. Der Formsand fällt nun in die Flasche und füllt sie an.
Letztere wird sodann gegen ein Modell von der Gestalt der Hälfte der beabsichtigten
Röhre aufwärts gedrückt. In Folge dieses Druckes wird der Sand über die ganze Länge
und Breite der Flasche so gleichförmig und fest comprimirt, als wäre er von dem
geübtesten Former eingerammt worden.
A, A¹ sind senkrechte Träger, welche oben durch
einen stationären Preßbalken B mit einander verbunden
sind. An diesen Preßbalken, welcher lang genug ist, um die längste Flasche
aufzunehmen, ist das Modell C befestigt. Unmittelbar
unter dem stationären Preßbalken befindet sich ein beweglicher correspondirender
Preßbalken B¹ von gleicher Länge mit dem
ersteren. Dieser ist in verticaler Richtung verschiebbar und wird in Schlitzen a der Träger A, A¹
geführt. Durch Heben dieses Preßbalkens wird auf den Sand in der Flasche der
erforderliche Druck ausgeübt. Das Heben desselben wird mit Hülfe zweier an den
horizontalen parallelen Wellen c, c¹ befestigter
excentrischer Scheiben b, b¹ bewerkstelligt.
Diese excentrischen Scheiben drehen sich gegen einander und wirken auf die
entgegengesetzten Enden der unteren Kante des Preßbalkens. An den Achsen der
excentrischen Scheiben sind die gleich großen Zahnräder d,
d¹ befestigt, welche mit einer an beiden Enden gezahnten Stange D in Eingriff stehen. Wird nun mit Hülfe des Hebels e das eine Zahnrad d mit
seinem Excentricum gedreht, so dreht sich in Folge des Eingriffs mit der Zahnstange
D auch das andere Zahnrad d¹ und sein Excentricum mit der nämlichen Geschwindigkeit, aber
nach entgegengesetzter Richtung, so daß der bewegliche Preßbalken durch die
excentrischen Scheiben an beiden Enden gleichmäßig gehoben oder niedergelassen
wird.
Der Flaschenschlitten (flask-carriage) E läuft in horizontaler Richtung zwischen den beiden
Preßbalken quer über die Maschine. Die Länge dieses Schlittens ist gleich dem
Abstand zwischen den Trägern A, A¹. Der Schlitten
trägt, wie der Durchschnitt Fig. 19 zeigt, die eine
Hälfte f
der Flasche, worin die
Form gebildet werden soll. Er besteht aus einer Bodenplatte, welche ausgehöhlt ist,
um die Flasche aufzunehmen und ihr einen sicheren Halt zu geben. Die Bodenplatte ist
an beiden Enden unterstützt, und gleitet auf Bahnen g,
g¹, welche an die senkrechten Träger A,
A¹ der Presse befestigt sind. Durch folgende Vorrichtung wird der
Schlitten in hin- und hergehende Bewegung gesetzt. Die Bodenplatte enthält an
ihren beiden Enden Zahnstangen h, h¹, welche in
zwei gleiche an den Enden einer horizontalen Welle F
befestigte Getriebe i, i¹ greifen. Die Welle F dreht sich in Lagern, welche von den Trägern A, A¹ hervorragen, und enthält an ihrem einen
Ende eine Kurbel G, durch deren Umdrehung der Schlitten
gegen den an der Vorderseite H der Presse stehenden
Arbeiter hinbewegt oder von demselben entfernt wird. Ueber die auf der Bodenplatte
liegende Halbflasche wird ein Rahmen I gedeckt, welcher
die Ränder der Flasche so weit überragt, daß eine Vertiefung entsteht, welche groß
genug ist, um die zur Bildung der Form erforderliche Menge Formsand aufzunehmen.
An der hinteren Seite der Presse befindet sich ein Sandkasten von der Länge der
Preßbäume, welcher eine hinreichende Menge Formsand aufnimmt, um eine Anzahl Formen
bilden zu können. Sein Boden K ist in horizontaler
Richtung hin und her beweglich und liegt mit den oberen Kanten des Rahmens I in einer Ebene. Nachdem der Schlitten in der Richtung
des punktirten Pfeils Fig. 19 nach der
Vorderseite der Maschine geschoben worden ist, wird die Halbflasche aufgelegt und
der Rahmen I darüber gedeckt. Der Arbeiter schiebt
sodann mit Hülfe der Kurbel g den Schlitten zurück,
zwischen den Preßbalken hindurch, bis er gegen den beweglichen Boden K stößt; dieser weicht nun zurück und gestattet dem
Schlitten unter dem Sande seinen Platz einzunehmen. Der Sand fällt jetzt in die
Flasche und füllt sie an. Hierauf wird die Kurbel g nach
der entgegengesetzten Richtung gedreht und der Schlitten mit seiner bis an den Rand
des Rahmens I glatt gefüllten Flasche wieder vorwärts
geschoben. Bei dieser rückgängigen Bewegung des Schlittens greifen die an seiner
Rückseite befestigten Haken k in die entsprechenden
Haken k¹, welche an dem verschiebbaren Boden des
Sandkastens befestigt sind, ziehen den Boden wieder vorwärts und schließen dadurch
die Oeffnung, durch welche der Sand in die Flasche gefallen war. Wenn der Schlitten
bei seiner vorwärts gleitenden Bewegung die Oeffnung im Sandkasten ganz geschlossen
hat, so werden die genannten Haken durch eine Frictionsrolle, welche, auf einer
geneigten Ebene m gleitend, den Haken k¹ allmählich hebt, von einander ausgelöst. Wenn
sich nun der Schlitten genau unter dem oberen Preßbalken befindet, so drückt der Arbeiter
den Hebel e hinab, und bewegt dadurch den Preßbalken B¹ nebst Schlitten mit großer Kraft in die Höhe
gegen den oberen Preßbalken B. Der Sand kommt mit der an
diesen Balken befestigten Form C in Berührung und wird,
da er durch den Rahmen I verhindert ist seitwärts zu
entweichen, zusammengedrückt, bis die Ränder der Flasche mit der Platte, woran das
Modell C befestigt ist, zusammenfallen. Der Hebel e wird sodann zurückbewegt, wodurch der untere
Preßbalken mit seinem Schlitten niedersteigt, bis die Zahnstangen h, h¹ mit ihren Getrieben i, i¹ wieder im Eingriff sind. Der Arbeiter schiebt nun durch
Handhabung der Kurbel G den Schlitten wieder vorwärts
und nimmt die Flasche mit der fertigen Form heraus, um sie durch eine andere zu
ersehen und die Operation zu wiederholen.
Bei der Fabrication der Röhren ist es häufig rathsam, daß der Sand an der inneren
Fläche der Form, womit das geschmolzene Metall in Berührung kommt, von anderer
Beschaffenheit sey als der übrige Theil der Form, so daß die Röhre mit einer glatten
und vollendeten Oberfläche aus dem Guß hervorgeht. Dieß geschieht gewöhnlich
dadurch, daß man eine dünne Lage feinen Sandes vor der Einrammung des gewöhnlichen
Formsandes über das Modell siebt. Bei der beschriebenen Maschine wird das nämliche
Resultat auf folgende Weise erreicht: nachdem die Flasche ihre Ladung Formsand von
dem Sandbehälter aufgenommen hat, wird sie, wie bereits beschrieben, unter den
oberen Preßbalken bewegt und gegen die Form C gedrückt;
sie wird jedoch nicht bis zur höchsten Stelle gehoben, sondern nur so hoch, daß der
Sand einen Eindruck von der Form C empfängt; darauf wird
die Flasche niedergelassen, vorwärts geschoben und mit einer Lage feinen Sandes
besiebt. Nachdem sie nun wieder unter den Preßbaum zurückgeschoben worden ist, wird
die ganze Sandmasse auf die beschriebene Weise comprimirt. Man kann sich der
nämlichen Presse zur Anfertigung beider Formhälften bedienen; es ist jedoch
vorzuziehen hierzu zwei Pressen, jede mit ihrem eigenen Modell, anzuwenden, indem
dadurch die zum Wechseln der Modelle sonst erforderliche Zeit gespart wird.
Nachdem somit die Form für die äußere Seite der Röhre vollendet ist, besteht die
nächste Operation in der Bildung des Kerns, welcher das Kaliber der Röhre bestimmt.
Dieses geschieht mit Hülfe der in Fig. 20, 21 und 22 dargestellten
Maschine. Die Einrichtung und Wirkungsweise dieser Kernpresse ist folgende. Fig. 20 stellt
die Kernpresse in der perspectivischen Ansicht, Fig. 21 in der oberen
Ansicht; Fig.
22 im Verticaldurchschnitt nach der Linie * * Fig. 21 dar. Die Presse besteht aus einem
starken Bodengestell M, welches auf Endgestellen N, N¹ liegt, die durch Streben n, n¹, n², n³ mit einander
verbunden sind. Das Gestell M trägt die Kernbüchse,
welche durch zwei horizontale Ebenen in vier Abschnitte getheilt ist. Der untere
Abschnitt o ist an das Bodengestell M befestigt; die beiden Seitenabschnitte o¹, o² bewegen sich in horizontaler
Richtung auswärts, um den Sand aufzunehmen; der obere Abschnitt o³ kann über die andern erhoben werden, um den
Sand in die Höhlung der Kernbüchse zu bringen. Jeder der Seitenabschnitte o¹, o² ist an eine seiner ganzen Länge
nach sich erstreckende Schieberplatte o, o¹
befestigt und wird durch eine an der unteren Seite des Bodengestells M befestigte Vorrichtung bewegt.
Diese Vorrichtung besteht in einer zur Achse der Kernbüchse parallelen Welle P, welche an beiden Enden mit kurzen Kurbeln p, p¹ versehen ist. Diese Kurbeln stehen, wenn
die Seitentheile der Kernbüchse ausgedehnt sind, um den Kernsand zuzulassen,
rechtwinkelig zu der Richtung, in welcher die Schieberplatten sich bewegen, und sind
einander entgegengesetzt. Unterhalb der Welle P befinden
sich noch zwei kurze Kurbeln p², p³. Das
obere Kurbelnpaar ist nach der Vorderseite Q hin durch
Lenkstangen q, q¹, deren Länge mittelst Schrauben
und Muttern sich genau adjustiren läßt, mit der Schieberplatte O verbunden. Durch ähnliche Lenkstangen q², q³ steht das untere Kurbelnpaar p², p³ mit der Schieberplatte o¹ in Verbindung. Ein an der Welle befestigter
Hebel R hängt senkrecht herab, wenn die
Seitenabschnitte, wie Fig. 22 zeigt, ausgedehnt
sind. Wenn das untere Ende dieses Hebels gehoben wird, so werden die Schieberplatten
o, o¹ und die an sie befestigten Seitentheile
o¹, o² der Kernbüchse gegen einander
gedrückt; beim Niederdrücken des Hebels aber werden die Platten und Seitentheile
auseinander gezogen. Oberhalb der Schieberplatten befindet sich ein stationärer
Sandbehälter S, welcher durch die Träger r, r, r mit dem Lagergestell M verbunden ist. Dieser Behälter ist weit genug, um den oberen Abschnitt
o³ aufzunehmen. Dieser Abschnitt ist mit dem
Lagergestell durch zwei radiale Arme T, T¹
verbunden, so daß derselbe beim Niederlassen immer in die richtige Lage über den
unteren Abschnitt o kommt. U,
U¹ sind zwei an das Lagergestell befestigte parallele Träger, in
welchen eine Achse P¹ gelagert ist. Das obere
Segment der Kernbüchse ist mit dieser Achse durch zwei scharnierartig bewegliche
Schienenpaare s, s¹, s², s³
verbunden. Die Summe der Längen jedes Schienenpaares ist gleich dem Abstande
zwischen der Achse P¹ und dem obern Segmente der
Kernbüchse, wenn letztere sich in ihrer tiefsten Lage befindet. Die Schienenpaare
sind an ihrem Knie durch eine horizontale Stange P³ verbunden. Drängt man diese Stange zurück, so wird das obere Segment o³ gehoben; zieht man sie vorwärts, so wird das
Segment gegen den Sand in dem Behälter s niedergedrückt.
Die Endplatten V, V¹ verhindern das Austreten des
Sandes an den Enden der Kernbüchse. Jede Endplatte besteht aus zwei durch Scharniere
mit einander verbundenen Theilen t, t¹, welche an
der Mitte des Kerns auseinander gehen, um die Kernspindel zuzulassen; diese wird in
den halbkreisförmigen Einschnitten an den zusammenstoßenden Kanten dieser Theile t, t¹ aufgenommen. Der untere Theil t¹ jeder Endplatte besteht aus einer flachen
Schiene, welche an ihrem hinteren Ende mit dem Lagergestell drehbar verbunden ist,
und an ihrem vorderen mit einem Griff versehenen Ende auf einem Federhaken u, u¹ ruht. Oberhalb der Schieberplatte in der
Nähe des Arbeiters ist ein Behälter W, welcher den
Kernsand enthält, auf den mit dem Lagergestell verbundenen Trägern v angeordnet. Dieser Sandkasten erstreckt sich über die
ganze Länge der Presse und enthält eine zur Bildung einer Anzahl von Kernen
hinreichende Menge Sandes. Der Boden X des Kastens
gleitet direct über den Behälter S vor und zurück. Er
besitzt eine Oeffnung w, so lang als die Kernbüchse,
welche gerade genug Sand enthält um die Hälfte eines Kerns zu bilden.
Die Operation mit der Maschine ist nun folgende. Nachdem der Sandkasten mit Sand
gefüllt ist, wird das obere Segment der Kernbüchse durch Zurückdrängen der Stange
P³ gehoben, und die Seitentheile durch
Niederdrücken des Hebels R, welcher die Kurbelwelle P unter dem Lagergestell M
dreht, auseinander gezogen. Hierauf wird der verschiebbare Boden X über den Behälter S
geschoben und der Sand in die expandirte Kernbüchse entleert, die Kernspindel auf
den Sand gelegt und in den Endplatten v, v¹
befestigt. Es wird nun mit Hülfe des beweglichen Bodens X eine neue Portion Sand auf die Kernspindel geschüttet, und dann das
obere Segment niedergedrückt, um den Sand zwischen ihm selbst und dem unteren
Segment zusammenzudrücken; die an ihren Gelenken schließenden Schienen s, s¹, s², s³ halten das obere
Segment fest in dieser Lage. Jetzt drückt man die beiden Seitensegmente mit Hülfe
des Hebels R gegen einander und comprimirt dadurch den
Sand um die Kernspindel mit einer Kraft, welche der relativen Länge des Hebels und
der Kurbeln p, p¹, p², p³
proportional ist. Ist der Kern auf diese Weise vollständig gebildet, so zieht man
durch Hinabdrücken des Hebels die Seitensegmente zurück, und hebt das obere Segment
in die Höhe. Der Kern wird darauf mit Hülfe der auf die Enden der Kernspindel
wirkenden Stäbe t¹, t¹ in die Höhe gehoben
und aus der Presse genommen.
Die in Fig. 23
abgebildete Kernspindel ist auf folgende Weise eingerichtet. Man bringt eine Stange,
deren Durchschnitt ein rechtwinkeliges Kreuz mit gleich langen Armen bildet, in die
Drehbank und schneidet in ihre hervorragenden Kanten eine Schraube; dann umwickelt
man sie mit Draht, welcher folglich eine offene Schraube bildet, durch deren
Zwischenräume die Dämpfe aus dem Kernsand leicht in die zwischen den Flügeln der
Stange befindlichen Canäle entweichen können. Der Vortheil dieser Construction
besteht darin, daß gewöhnlicher Formsand daran hängen bleibt, und kein Trocknen
nöthig ist, ehe man den Kern in die Form bringt.
Der Patentträger bemerkt, daß die ganze Operation des Formens vermittelst der
beschriebenen Procedur durch eine in der Kunst der Formerei unbewanderte Person
vollbracht werden kann, weil der Grad der Compression nicht von der Geschicklichkeit
des Arbeiters, sondern von der durch den verschiebbaren Boden gelieferten Sandmenge
abhängt. Auch wird der Kern nicht nur in weit kürzerer Zeit fertig, als wenn er aus
freier Hand gerammt würde, sondern er fällt auch in seiner Structur gleichförmiger
aus. Da er ferner vom einen Ende bis zum andern gleichförmig comprimirt ist, so
bietet er dem ihn umgebenden Metall eine gleichförmige Fläche dar, und gestattet die
freie Entweichung der Dämpfe.
Beim Füllen der Formen mit geschmolzenem Metall kann folgendes System mit Vortheil in
Anwendung gebracht werden, indem es gestattet eine Anzahl Formen gleichzeitig zu
füllen. Die Figuren
24, 25 und 26 stellen den hierzu dienlichen Apparat dar. Fig. 24 stellt die
Gießvorrichtung (sprue case) mit einer an dieselbe
befestigten Flasche im Grundrisse dar; Fig. 25 ist ein
Verticaldurchschnitt nach der Linie * * von Fig. 24, und Fig. 26 ein HorizontaldurchschnitHorizontaldurchschntit nach der Linie * * von Fig. 25. Eine Anzahl
Flaschen, im vorliegenden Falle acht, ist in verticaler Lage rings im Kreise um
einen Gießbehälter angeordnet. Dieser besteht aus einer flachen Büchse x, von welcher aus die Canäle y,
y, y, y, y in radialer Richtung divergiren, und aus einer Röhre z, welche mit Sand gefüllt ist, durch dessen Mitte ein
Gießcanal geht.
Das durch die verticale Röhre eingegossene Metall nimmt seinen Weg durch die
divergirenden Canäle und füllt sämmtliche Formen auf einmal.
Tafeln