| Titel: | Ueber die Anfertigung und die Anwendung der in England gebräuchlichen durchlöcherten Thonplatten für Malzdarren; von Hrn. Wiebe, Mühlenbaumeister und Lehrer am k. Gewerbinstitut in Berlin. |
| Fundstelle: | Band 128, Jahrgang 1853, Nr. VIII., S. 37 |
| Download: | XML |
VIII.
Ueber die Anfertigung und die Anwendung der in
England gebräuchlichen durchlöcherten Thonplatten für Malzdarren; von Hrn. Wiebe, Mühlenbaumeister und
Lehrer am k. Gewerbinstitut in Berlin.
Aus den Verhandl. des Vereins zur Beförd. des Gewerbfl. in
Preußen, 1852. fünfte Lieferung.
Mit Abbildungen auf Tab.
I.
Wiebe, über die Anfertigung der durchlöcherten Thonplatten für
Malzdarren.
Die Construction der Malzdarren hat in neuerer Zeit eine
wesentliche Verbesserung dadurch erfahren, daß man die Drahtgewebe, oder die
Metallplatten, auf welche man das zu darrende Getreide schüttete, durch Platten von
gebranntem Thon (kiln-tiles) ersetzt hat. Diese
Platten, etwa 10 Zoll im Quadrat haltend und zwei Zoll hoch, sind auf eigenthümliche
Weise durchlöchert, um der warmen Luft die nöthigen Durchgangs-Oeffnungen zu
gewähren. Sie bilden das Pflaster des Trockenbodens, indem sie, auf gußeiserne
Träger gelagert, einen vollkommen horizontalen Fußboden darstellen, auf welchem das
zu trocknende Malz in einer Schicht von 11 bis 12 Zoll Stärke ausgebreitet wird.
Gegen die Darren aus Drahtgewebe gewähren sie den großen Vorzug, daß man auf den
Thonplatten mit völliger Sicherheit umhergehen kann, um die erforderlichen Arbeiten
des Schüttens und Umstechens vorzunehmen, daß sie weniger Reparaturen unterworfen
sind, und daß diese sich leichter herstellen lassen, daß sie endlich eine große
Reinlichkeit möglich machen. Die Thonplatten sind außerdem viel schlechtere
Wärmeleiter, als eiserne Platten; das zu darrende Gut ist daher viel weniger dem Verbrennen durch eine
übertriebene Hitze ausgesetzt, und die Vertheilung der Wärme ist eine gleichmäßigere
und dauerndere als bei den Eisenplatten. Es besteht hier gewissermaßen derselbe
Unterschied, wie zwischen einem Kachelofen und einem eisernen Ofen.
In der großen Gewerbe-Ausstellung in London waren von mehreren
Thonwaaren-Fabriken Englands dergleichen durchlöcherte Thonplatten für
Malzdarren ausgestellt. Namentlich:
Classe
27.
Nr.
99.
von der Grange-mouth coal Companyzu Grangemouth bei Glasgow in
Schottland;
-
–
-
123.
Peake, T., Fabrikant zu Tunstall bei
Woodbridge,unweit Ipswich, in Suffolk,
-
–
-
130.
J.Sealy, Fabrikant und Patent-Inhaber
zu Bridgewaterbei Bristol, in Devonshire.
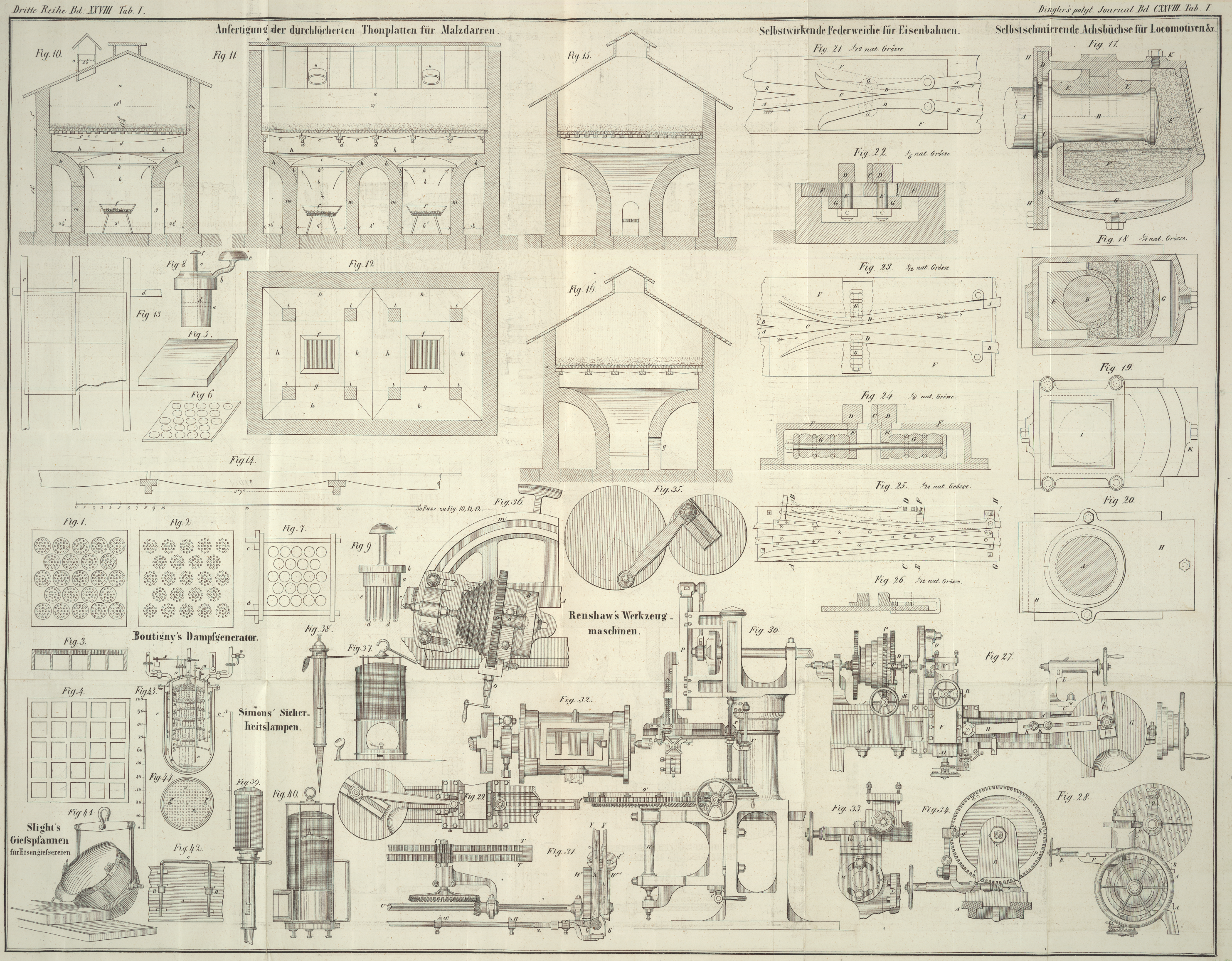
Die ausgestellten Darrenziegel bildeten Thonplatten von der oben angeführten
Dimension, welche auf der oberen Seite das Ansehen einer ebenen, von zahlreichen
kleinen Oeffnungen durchlöcherten Fläche darboten, auf der untern Seite aber ein
System entweder cylindrischer oder prismatischer Vertiefungen von etwa 1 1/2 Zoll
Durchmesser und mit dünnen, gegen 1/4 Zoll starken Zwischenwänden zeigten. Diese
Vertiefungen reichten nicht durch die ganze Stärke der Thonplatte, sondern nur so
weit, daß sie eine Decke von 3 bis 4 Linien Dicke übrig ließen; in dieser Decke
waren die feinen Oeffnungen von etwa 3/4 bis 5/4 Linien Durchmesser allgebracht
(Fig. 1
bis 3), welche
auf der obern Fläche der Platten sichtbar waren und der warmen Luft zum Durchgang
dienen sollten. – Es waren sowohl solche Platten ausgestellt, welche auf der
untern Seite Oeffnungen von kreisförmigem Querschnitt hatten, als auch solche,
welche Oeffnungen von quadratischem Querschnitt besaßen (Fig. 4). Diese letzteren
stellen sich als Platten dar, welche auf ihrer untern Seite ein System gerader, sich
kreuzender Verstärkungsrippen haben.
Die Erfordernisse eines guten Darrenziegels sind außer einer sauberen und exacten
Ausführung die, daß er genug Festigkeit besitze, um nicht durchgetreten zu werden,
und daß er dabei möglichst wenig undurchlöcherte Thonmasse besitze. Die Erfahrung
hat gelehrt, daß sich beide Bedingungen am besten bei den Steinen mit cylindrischen
Vertiefungen erreichen lassen, und es wird daher diese Form fast allgemein der
anderen vorgezogen.
Die Figuren 1,
2 und 3 stellen die
untere, die obere Ansicht und den Durchschnitt einer durchlöcherten Thonplatte mit
cylindrischen Vertiefungen dar, Figur 4 aber die untere
Ansicht einer solchen Platte mit prismatischen Vertiefungen.
Die Fabrication der Thonplatten geschieht fast durchgängig in ganz England mittelst
Handarbeit; nur in der Fabrik von Sealy, in Bridgewater,
sollen Maschinen zur Fabrication dieser Art von Ziegelsteinen angewandt werden. Die
Handarbeit ist aber so einfach, daß sie sich wohl ohne große Schwierigkeit auf den
preußischen Ziegeleien einführen lassen wird. Die folgende Beschreibung wird das
Verfahren vollkommen anschaulich machen.
Man verwendet zu den Darrenziegeln gut durchgearbeiteten, geschlämmten Thon, aus
welchem zunächst massive Platten von der Größe, welche die Ziegel bekommen sollen,
hergestellt werden. Diese Herstellung kann entweder auf Thonmaschinen, oder in
Formen geschehen, jedoch müssen die Steine entweder gepreßt, oder in die Formen
eingestampft werden, damit sie die Consistenz feuerfester Steine erhalten. Die noch
feuchten und plastischen Thonplatten werden zur weiteren Bearbeitung auf einen
ebenen und glatten Werktisch mit gußeiserner Tischplatte gelegt. Man deckt sodann
ein Messingblech von etwa einer Linie Stärke, welches genau die kreisförmigen
Ausschnitte enthält, die den Vertiefungen der Platte entsprechen, darauf. Dieses
Blech hat genau die Größe der Oberfläche des Steines, so daß es genau auf denselben
paßt. Um das Blech auf der Thonplatte unverrückbar zu befestigen, und zugleich zu
verhindern daß der Stein bei den ferneren Operationen seine Form verliere, wird um
die Platte ein Holzrahmen geschoben, welcher auch zugleich das Blech umfaßt, und
indem die eine Wand dieses Rahmens durch zwei Holzkeile fest angezogen wird, klemmt
man das Blech mit dem Steine zusammen in dem Rahmen fest.
Die Figur 5
zeigt die vorläufig zubereitete Thonplatte, Fig. 6 das Messingblech
und Fig. 7 den
Rahmen, wie er um die Thonplatte und das Blech gelegt und durch die Keile c und d festgezogen ist.
Zur weiteren Bearbeitung dient ein Werkzeug, welches Fig. 8 darstellt, und das
der Stecher genannt werden mag. Der Stecher ist ein
hohler Cylinder von Messingblech, oder besser aus Stahlblech; dieser Cylinder a hat genau den Durchmesser, welchen die kreisförmigen
Oeffnungen des Modellbleches besitzen; er läßt sich leicht durch dieselben hindurch
schieben. Die Länge des Cylinders ist gleich der Tiefe, welche die cylindrischen
Höhlungen des Steins erhalten sollen, vermehrt um die Dicke des Modellbleches. Oben hat der
Stecher einen vorspringenden Rand, mit welchem er sich auf das Modellblech auflegt,
wenn er bis zu der gehörigen Tiefe in die Thonplatte eingesenkt ist. Zur Handhabung
des Stechers dient ein Holzgriff c, welcher seitwärts
daran befestigt ist, und welcher nöthig ist, um den erforderlichen Druck ausüben zu
können, wenn man den Stecher in die Thonmasse eintreibt. In dem Stecher befindet
sich ein kleiner Kolben d, bestehend aus einer Scheibe
von Eisenblech, die an einer dünnen eisernen Stange e
befestigt ist, und welche sich durch den Knopf f in dem
Stechcylinder auf- und abschieben läßt. Um hierbei stets die richtige Lage zu
behalten, und um zu verhüten, daß der kleine Kolben herausfalle, hat die Stange e desselben oben eine kleine Führung. Der untere Rand
des Stechcylinders bildet eine Schneide und ist ganz leicht einwärts gebogen,
wodurch die untere Oeffnung des Stechers um ein Geringes verengt ist.
Der Arbeiter faßt das Werkzeug mit der vollen Hand an dem Griffe c, wobei der Daumen derselben Hand auf dem Knopfe f ruht. Der Stecher wird in eine der Oeffnungen des
Modellbleches gesetzt, der Kolben d berührt dabei die
Thonplatte, und indem der Stecher niedergedrückt wird, schiebt sich der Kolben d allmählich in demselben in die Höhe, während der
Arbeiter fortwährend einen leichten Druck mit dem Daumen auf den Knopf f ausübt. Hierdurch erleidet der ausgestochene Kern eine
leichte Pressung, wird, nachdem er die verengte Oeffnung passirt hat, breiter
gedrückt, und füllt den hohlen Raum des Stechers vollkommen aus, indem er sich an
die innere Wandung des Cylinders anlegt. Wenn der Stecher bis zu der angemessenen
Tiefe niedergedrückt ist, d.h. wenn der Ansatz b das
Modellblech berührt, dreht der Arbeiter den ganzen Stecher ein wenig, etwa um ein
Achtelkreis herum; hierdurch wird der abgestochene Thoncylinder an der Grundfläche
losgedreht und nun mit dem Stecher gemeinschaftlich aus der gebildeten Oeffnung
emporgezogen. Ein Druck auf den Knopf f preßt sodann den
Thoncylinder durch die untere Oeffnung hinaus, und die Operation wird an dem
folgenden Ausschnitte des Modellbleches wiederholt.
Das Schwierigste bei dem ganzen Verfahren ist das Abwürgen des losgestochenen
Cylinders; es gehört dazu einige Uebung und einige Erfahrung über die Gestalt der
Schneide des Stechers. Die bereits erwähnte geringe Einbiegung des Stechers an dem
unteren, schneidenden Rande soll das Ablösen des Thoncylinders erleichtern, und
dieser praktische Kunstgriff wird von den Fabrikanten als besonderes Geheimniß
betrachtet.
Nachdem in der beschriebenen Weise die größeren Oeffnungen oder Vertiefungen
ausgearbeitet sind, kommt das in Fig. 9 dargestellte
Instrument zur Anwendung, welches der Locher genannt
werden kann. Der obere Theil des Werkzeuges bildet einen Cylinder a, welchem die Oeffnung in dem Modellbleche als Führung
dient, und der mit einem ähnlichen Ansatze b, wie der
Stecher versehen ist, um die Tiefe des Eindringens zu begränzen. Der Boden jenes
Cylinders ist mit so vielen Stiften c, c versehen, als
die Anzahl der kleinen Löcher beträgt, welche die bei der vorigen Operation stehen
gebliebene Grundplatte des größeren cylindrischen Loches erhalten soll. Diese Stifte
sind entweder massiv, oder bilden kleine Röhren; in jedem Falle aber sind sie unten
ein wenig conisch d, d, damit sich die eingestochenen
Löcher nach der cylindrischen Höhlung hin etwas erweitern. Diese Anordnung bezweckt,
das leichte Verstopfen der feinen Oeffnungen bei der Anwendung des fertigen Steines
zu verhindern; da nämlich bei der Lagerung der Thonplatten jene Erweiterungen nach
unten kommen, so wird jede kleine Unreinigkeit, welche etwa in das Loch gerathen
möchte, leicht durchfallen.
Der Locher wird in die Höhlung eingesetzt, und ein Hammerschlag auf den Kopf e desselben treibt die Oeffnungen durch. So werden in
sämmtlichen Höhlungen die kleinen Löcher aus freier Hand eingetrieben. Erst nachdem
dieß geschehen ist, löst man den hölzernen Rahmen, nimmt das Modellblech ab und
bringt die Thonplatte zum Trocknen.
Sobald die Steine lufttrocken sind, werden sie gehörig nachgesehen, die Oeffnungen,
welche etwa zugeklebt sind, oder welche nicht gehörig durchgedrückt waren, mit einem
Drahte aufgebohrt, die Ränder, welche sich um die Oeffnungen etwa gebildet haben,
abgekratzt, und hierauf die völlig vorgerichteten Steine in einem Ziegelofen
gebrannt.
Die eben beschriebenen Operationen sind die besten, welche bisher in Anwendung
gebracht worden sind. Sie werden in der Fabrik von Ingham and
Sons in Ausführung gebracht. Diese Töpferei gilt für die tüchtigste in der
Umgegend von Leeds und befindet sich in dem Städtchen Wortley. Die Fabrication
selbst wird bis jetzt noch ziemlich geheim gehalten, und ich habe es nur besonders
günstigen Umständen zu danken, daß ich dieselbe so detaillirt in Erfahrung bringen
konnte.
Es wird jedenfalls noch von Interesse seyn, einige Angaben über die Anlagen der
Malzdarren mit durchlöcherten Thonplatten hinzuzufügen.
Die beigefügten Zeichnungen geben eine der kleineren Malzdarren, welche einem Hrn.
Man, in Clecheaton, gehört. Fig. 10 zeigt den
Querdurchschnitt, Fig. 11 den Längendurchschnitt, Fig. 12 den Grundriß. Die eingeschriebenen
Maaße sind nur nach dem Augenmaaße abgeschätzt, und können daher auf scharfe
Richtigkeit keinen Anspruch machen.
Das für die Darre bestimmte Gebäude hat zwei Stockwerke; das obere a bildet den Darrraum, das untere b enthält die Feuerung. Der Fußboden des Raumes a ist mit durchlöcherten Thonplatten bedeckt; dieselben ruhen auf den
gußeisernen Querbalken c, c, c, welche wiederum von den
eisernen Längenträgern d, d getragen werden. Die
Querbalken sind 5 Fuß und 9 Zoll lang, und um diese Länge müssen natürlich die
Längenträger von Mitte zu Mitte von einander entfernt liegen.
Auf den Längenträgern befinden sich kleine Zapfen e, e,
welche an dieselben angegossen sind, und die von den Enden der Querbalken, welche
entsprechend ausgeschnitten sind, umfaßt werden. Hierdurch wird eine Verschiebung
der Querbalken zur Seite vermieden. Die Darrenziegel werden, mit etwas Kalkmörtel
versehen, einer an den andern geschoben, und ruhen mithin bloß auf dem Querbalken
c. Die Detail-Zeichnungen Fig. 13 und Fig. 14
ergeben die Construction.
Von der Sohle des Gebäudes steigen die Mauern m, m
senkrecht empor, und schließen zwei rechteckige Räume von 6 und 8 Fuß lichter Weite
ein, welche zur Aufnahme der Feuerung dienen. Diese Räume sind oben nicht überwölbt,
wogegen sich aber die Begränzungwände m, m nach den
Umfassungsmauern A, A des Gebäudes mit
spitzbogenförmigen Kappen nach allen Seiten hin abwölben. Zu dem so gebildeten, oben
offenen Heizraum gelangt man durch eine niedrige, schmale Thür. In der Mitte dieser
Heizräume steht ein tischartiger Rost auf vier Füßen, und dieser enthält brennende
Kohks. In den vier Ecken des eben beschriebenen Heizraumes sind die Umfassungswände
zu vier kleinen, aufgemauerten Pfeilern über die Kümpferlinie des Gewölbes hinaus
verlängert, und auf diesen Pfeilern ruht ein gußeiserner Rahmen, welcher mit einer
flachen Kappe ausgemauert ist. Hierdurch wird der Heizraum oben abgeschlossen, und
zugleich wird verhindert, daß die erhitzte Luft und die heißen Gase direct in die
Höhe steigen; dieselben entweichen vielmehr, indem sie sich an der gemauerten Kappe
brechen, seitwärts durch die Spalten, welche zwischen dem gußeisernen Rahmen, den
Pfeilern l und den Begränzungsmauern m frei bleiben. Die warme Luft verbreitet sich auf diese
Weise in dem Räume unter dem Darrboden, welcher unterhalb durch die Kappen h, h und i, i begränzt wird;
aus diesem Raume strömt sie durch die kleinen Oeffnungen der Darrenziegel zwischen
der Malzschüttung hindurch in den Raum unter dem Dache des Darrhauses.
Bei der hier beschriebenen Darre ist das Gebäude durch ein schiefes Dach
abgeschlossen, welches in der First der ganzen Länge nach offen, durch einen kleinen Aufbau
erhöht und mit darüber gelegten horizontalen Steinplatten n,
n gegen das Eindringen der Nässe und des Regens geschützt ist. Die mit
verdampftem Wasser geschwängerte heiße Luft entweicht außer durch jenen Spalt in der
First des Daches noch durch zwei kleine hölzerne Schornsteine o, o.
In Leeds befindet sich in der Brauerei des F. W. Tetley
eine bedeutende Mälzerei, welche ganz neu erbaut und erst seit etwa vierzehn Tagen
in Betrieb, zum Theil auch noch im Bau begriffen ist. Dieselbe hat außer einigen
älteren Darren mit Drahtgeweben und mit Eisenplatten auch vier neue Darrräume mit
Darrenziegeln. Die Darrhäuser sind hier quadratisch und mit einem ziemlich steilen
Dache überdeckt, welches von allen vier Wänden nach der Mitte hin spitz
zusammenläuft, oben offen, und durch ein kleines Thürmchen mit Schutzdach
abgeschlossen ist. Der Heizraum liegt in der Mitte des Gebäudes, ist quadratisch,
und wie bei dem vorhin beschriebenen des Hrn. Man durch
vier Mauern gebildet, welche nach den Umfassungswänden des Gebäudes hin durch Kappen
abgewölbt sind. Anstatt des tischförmigen Rostes ist hier der ganze Querschnitt des
Heizraumes, welcher überhaupt mehr zusammengezogen ist, als bei der Man'schen Anlage, mit Roststäben belegt; eine Heizthür in
der Seitenwand q gestattet der atmosphärischen Luft
sowohl unter die Roststäbe, als über dieselben einzutreten. Diese Einrichtung ist
unzweifelhaft der vorhin beschriebenen vorzuziehen, da sie eine bessere Erhitzung
der Luft erzielt.
Die auf den Thonplatten liegende Malzschicht ist 11 3/10 Zoll hoch; in drei Tagen und
drei Nächten ist eine Post gewöhnlich fertig, sie muß aber alle Tage zwei-
bis dreimal gewendet werden. – Die Skizzen 15 und 16 geben eine Andeutung der
eben beschriebenen Einrichtung, und zwar Fig. 15 einen Querschnitt
quer durch den Rost, Fig. 16 ein Profil durch
die Heizthür q. – Die Anlage der Feuerung
erfordert, nach den Versicherungen von Tetley, einige
Erfahrung, um eine gleichmäßige Vertheilung der Wärme zu bewirken.
Tafeln