| Titel: | Verbesserungen in der Fabrication metallener Röhren, welche sich G. F. Muntz zu Birmingham, am 8. Mai 1852 patentiren ließ. |
| Fundstelle: | Band 128, Jahrgang 1853, Nr. XLI., S. 180 |
| Download: | XML |
XLI.
Verbesserungen in der Fabrication metallener
Röhren, welche sich G. F.
Muntz zu Birmingham, am 8. Mai
1852 patentiren ließ.
Aus dem Repertory of Patent-Inventions, Dec. 1852,
S. 345.
Mit Abbildungen auf Tab.
III.
Muntz's Verbesserungen in der Fabrication metallener
Röhren.
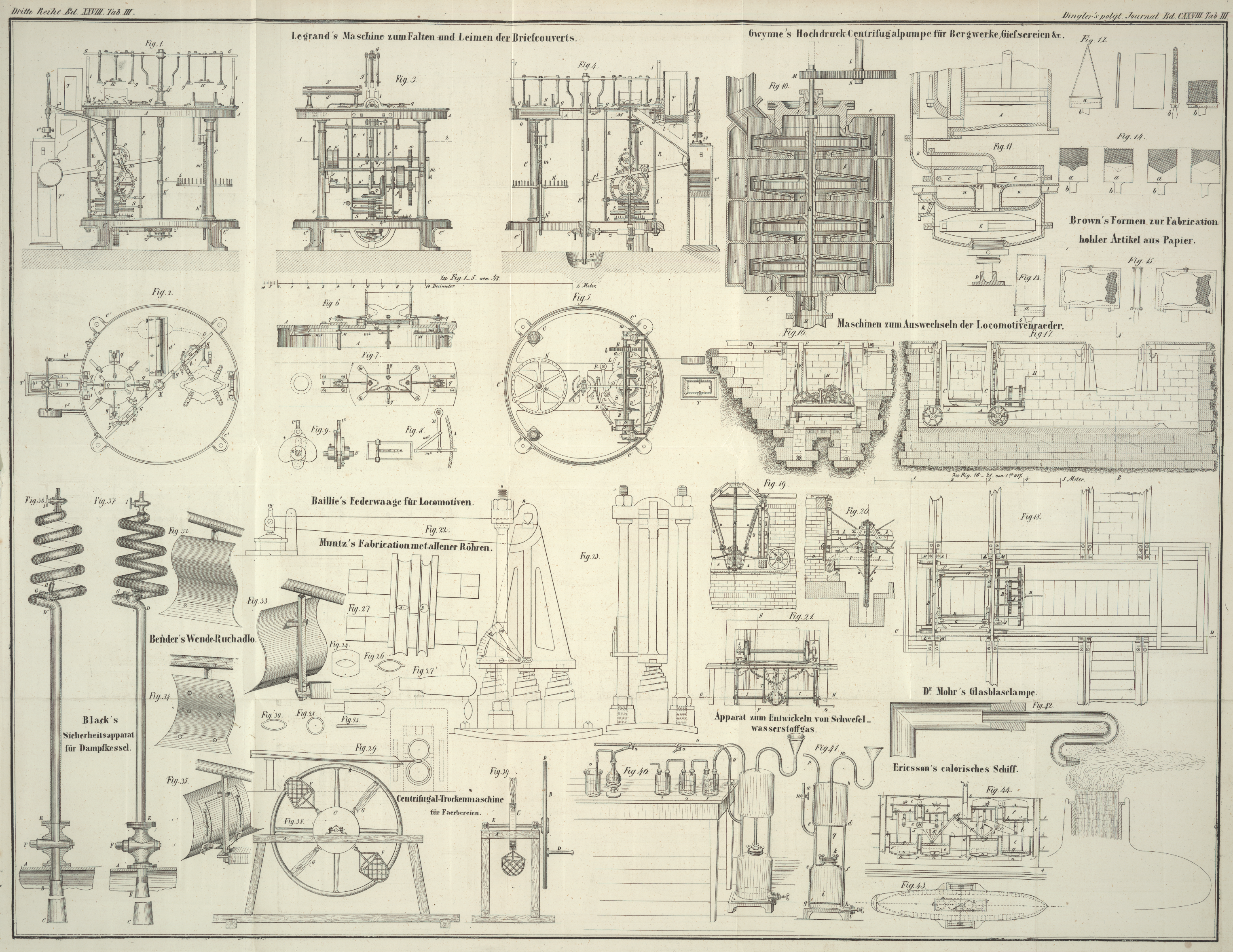
Meine Erfindung besteht darin, daß ich kurze Röhren von eigenthümlich gestaltetem
Querschnitt gieße, dieselben flach walze, um sie der Länge nach auszudehnen, dann
öffne und ihnen die cylindrische Form gebe.
Das Metall, welches ich auf diese Weise behandle, ist eine Composition aus 60 Theilen
des besten Kupfers und 38 Theilen guten Zinks, mit oder ohne Zusatz eines andern
Metalles. Zuerst gieße ich eine kurze Röhre von dem Fig. 24 dargestellten
Querschnitt, wozu sich eine eiserne Form mit einem Sandkern am besten eignet. Dieser
Form gebe ich die gehörige Neigung und bringe sie in eine solche Lage, daß die
dickeren Theile zu oberst und zu unterst zu liegen kommen; dann gieße ich das Metall
zwischen die Form und die untere Seite des Kerns, wobei ich Sorge trage, daß der
Kern genau centrirt ist. Nachdem die Röhre gegossen, und vom Sandkern befreit ist,
wasche ich ihre innere Seite mit Kalkwasser, welches so viel Salz enthält, als es
aufzulösen vermag, und erhitze zuerst die Röhre bis zu der Temperatur des siedenden
Wassers. Dieses Waschen des Inneren der Röhre hat den Zweck, die Adhäsion der inneren Flächen an einander
beim Flachwalzen zu verhüten. Die Röhre mit der adhärirenden Flüssigkeit wird nun
rothglühend gemacht und zwischen Walzen, welche mit Einschnitten versehen sind, auf
ähnliche Weise wie gewöhnliches Stabeisen gewalzt, wodurch sie die Form Fig. 25 mit
abgerundeten Kanten erhält. Die Röhre passirt nun, die dickeren Theile horizontal,
die Walzen, wodurch sie flach und der Länge nach ausgedehnt wird. Die Metalldicke
wird zugleich an den Seiten parallel und gleichförmig, jedoch an den beiden Kanten
etwas dicker. Die auf die beschriebene Weise in eine flache Stange gewalzte Röhre
wird nun in noch rothglühendem Zustande vermittelst eines scharfen Instrumentes an
dem einen Ende wie Fig. 26 zeigt, geöffnet, zwischen den Einschnitt A. eines Walzenpaars Fig. 27 und zugleich
über das Ende des Kerns gebracht. Die Walzen ziehen sofort bei ihrer Umdrehung die
Röhre über den Kern, wodurch sie ihrer ganzen Länge nach geöffnet wird. Dabei
entsteht, wie Fig.
26 zeigt, an beiden Seiten der Röhre ein hervorstehender Saum. Die Walzen
rotiren mit einer Geschwindigkeit von 100 Umdrehungen per Minute, und der dickere Theil des Kerns, Fig. 27*, kommt in den
Walzeneinschnitt zu liegen. Der Stiel des Kerns stützt sich mit seinem Ende gegen
das Ende des Troges Fig. 29. Der Kern und sein Stiel sind von Stahl; der Querschnitt des
letzteren entspricht der Form des Walzeneinschnittes, nur ist er kleiner, so daß die
Röhre frei auf demselben gleiten kann. Der Stiel ist, wie man in Fig. 29 bemerkt, abwärts
gebogen, damit eine etwaige Biegung der Röhre in Folge des Druckes nach unten
geleitet werde, wo dann der Biegung durch den Boden des Troges eine Gränze gesetzt
wird. Die beiden Säume der Röhre werden sodann abgeschnitten, so daß die Röhre jetzt
den Durchschnitt Fig. 30 darbietet. Hierauf wird die Röhre durch den Walzeneinschnitt B, Fig. 27, in die
Cylinderform geöffnet, wobei man sich des cylindrischen Kerns Fig. 31Fig. ist auf bezeichneter Tafel nicht vorhanden. bedient.
Während die Röhre über diesen Kern gezogen wird, befindet sie sich im rothglühenden
Zustande. Vor den Walzen befindet sich eine feste Leitplatte mit einem ovalen Loch,
dessen Querschnitt etwas größer als derjenige der Röhre und dessen große Achse
senkrecht ist. Durch dieses Loch gleitet die Röhre frei und erhält zugleich die
nöthige Führung.
Tafeln