| Titel: | Verfahren beim Guß großer Triebschrauben für Schrauben-Dampfschiffe; vom Gießerei-Inspector C. Welkner in Linden bei Hannover. |
| Fundstelle: | Band 128, Jahrgang 1853, Nr. XCVIII., S. 405 |
| Download: | XML |
XCVIII.
Verfahren beim Guß großer Triebschrauben für
Schrauben-Dampfschiffe; vom Gießerei-Inspector C. Welkner in
Linden bei Hannover.
Aus dem Notizblatt des hannover'schen Architekten- und
Ingenieur-Vereines, Bd. II S. 329.
Mit Abbildungen auf Tab.
VI.
Verfahren beim Guß großer Triebschrauben für
Schraubendampfschiffe.
Die Maschinenfabrik des Hrn. Georg Egestorff in Linden
wendet beim Guß der Schiffstriebschrauben ein Verfahren an, welches sich durch seine
Einfachheit, sowie auch besonders dadurch auszeichnet, daß es die beste Garantie für
die geometrische Richtigkeit der Schraube darbietet.
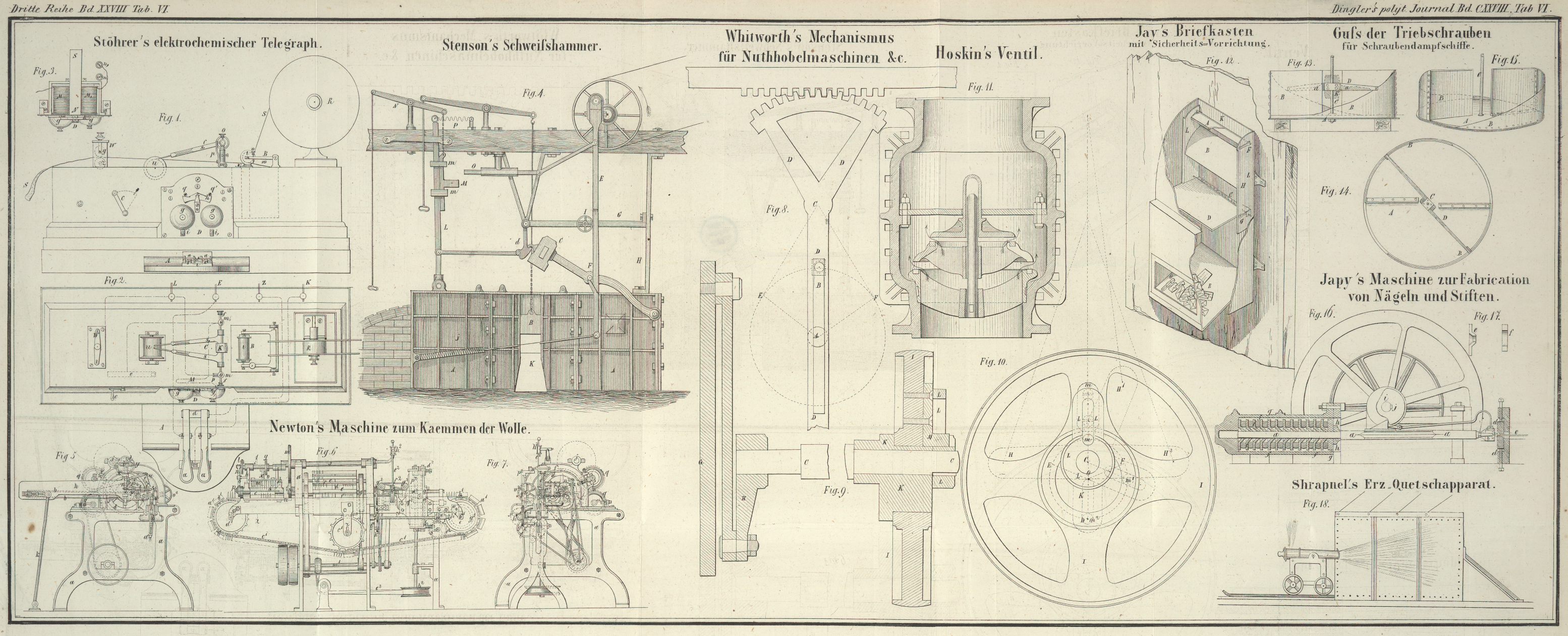
Fig. 13 bis
15 (1/60
der natürlichen Größe) zeigen die nöthige Vorrichtung, wie sie bei einer Schraube
von 7 Fuß Durchmesser und 11 Fuß Steigung in Anwendung gekommen ist. A ist eine runde gußeiserne Kernplatte von 8 Fuß
Durchmesser; B, B sind concentrisch gebogene Bleche mit
demselben Steigungswinkel, den die Schraube in dieser Entfernung von der Achse
annimmt, oder mit der Steigung von 11 Fuß auf den ganzen Umfang; C ist eine genau vertical stehende, im Mittelpunkte der
Kernplatte festgeschrobene schmiedeiserne Spindel, auf welcher sich das Drehbrett
D der Art dreht, daß es auf dem tiefsten Punkte der
Leitbleche ansetzt und in schraubenförmiger Windung den höchsten Punkt erreicht.
Der Gang der Arbeit ist nun folgender: Der zwischen den beiden Leitblechen
befindliche innere Raum wird wie gewöhnlich ausgemauert, mit Lehmmasse übersetzt und
auf die eben bezeichnete Weise mit dem Drehbrette abgestrichen; der so hergestellte,
gleich als Formuntertheil zu benutzende Lehrboden wird einer einmaligen Trocknung
unterworfen, und dann zur Herstellung des Modells geschritten. Dieß geschieht
dadurch, daß man aus dem Drehbrette die mit a, a
bezeichnete Eisenstärke der Schraube herausschneidet, diese selbst auf dieselbe
Weise mit Lehm aufdreht und trocknet, darauf mittelst Lineal und Zirkel die
Schraubenflügel nach Maaß abtheilt und weiter zurechtschneidet. Es wird dann die
Spindel C gelöst und das in Holz abgedrehte Nahenmodell
E eingesetzt und mit den Schraubenflügeln
modellmäßig verbunden.
Jetzt ist nur noch nöthig, das so hergestellte Schraubenmodell, wie bei gewöhnlichem
Lehmguß, zu übermanteln, und die Form, wie bei diesem, zu verarbeiten und zum Guß
vorzubereiten.
Tafeln