| Titel: | Stenson's patentirter Schweißhammer. |
| Fundstelle: | Band 128, Jahrgang 1853, Nr. XCIX., S. 406 |
| Download: | XML |
XCIX.
Stenson's patentirter
Schweißhammer.
Aus dem Mechanics' Magazine, 1853, Nr.
1544.
Mit einer Abbildung auf Tab. VI.
Stenson's Schweißhammer.
Dichtigkeit und Gleichartigkeit sind Hauptbedingungen für geschmiedete eiserne
Gegenstände, besonders für solche, welche zum Maschinenbau verwendet werden, indem
sonst die gehörige Festigkeit derselben nicht zu erlangen ist. Besonders ist aber
bei der Schweißarbeit eine große Sorgfalt erforderlich, um eine gehörige Verbindung
der geschweißten Stücke zu bewirken, welches jedoch nicht allein in der
Schweißhitze, sondern auch durch die mechanische Einwirkung des Hammers erreicht
wird. Alles Eisen, welches eine große Festigkeit und Zähigkeit haben soll, muß daher
vor dem Auswalzen in die bestimmte Form wiederholt mittelst des Zänghammers
bearbeitet werden. Es müssen die aus den gepuddelten Luppen erhaltenen Rohschienen
in Stücke zerschnitten, über einander gelegt, in dem Schweißofen und unter dem
Zängehammer zusammengeschweißt werden, ehe man sie zu guten und festen Stäben von
der verlangten Form auszuwalzen vermag; ja, bei recht gutem Eisen muß der
Ausschweißproceß wiederholt werden, wie es in England häufig der Fall ist, um aus
den von Natur geringern Sorten ein recht gutes Fabricat darzustellen.
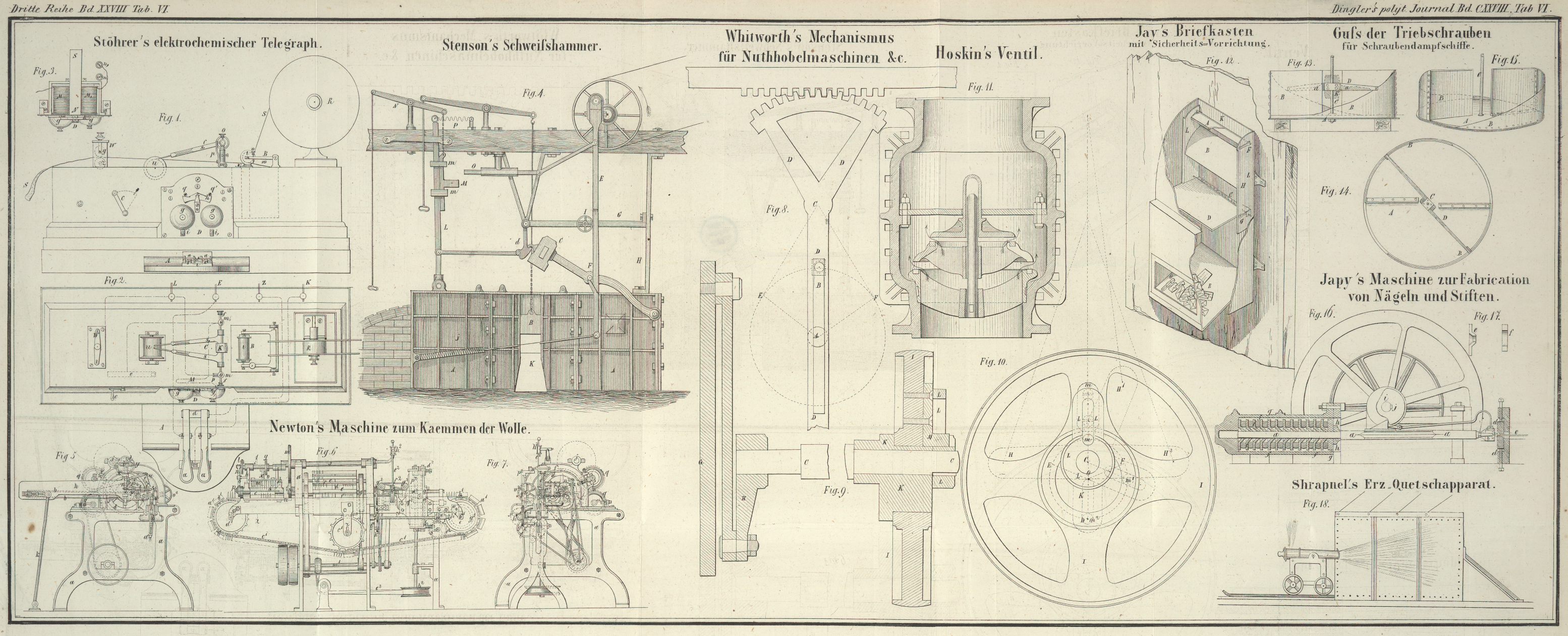
Fig. 4 stellt
einen Schweißhammer dar, wie er in einer Hütte zu Northampton, in welcher nur
Bruch- und altes Eisen verarbeitet wird, in Gebrauch ist. Er hat das
Eigenthümliche, daß er unmittelbar vor dem Schweißofen angebracht ist, so daß die
Luft auf die ausgeschweißten Packete nicht die nachtheilige Einwirkung äußern kann,
wie wenn der Schweißofen weit von dem Hammer entfernt liegt.
A, A ist der Schweißofen, in welchem das in Packeten
zusammengelegte Brucheisen (z.B. auf die im polytechn. Journal Bd. CXXIII S. 338 angegebene Weise)
ausgeschweißt wird. B ist die mit einem Schieber
verschlossene Ofenthür. C der Patenthammer, welcher auf
einem Sperrhaken d ruht. E
ist eine Hebestange, die in beständiger Bewegung befindlich und mit einem Daumen F zum Heben des Hammers versehen ist. G ist ein Support mit der Frictionswalze I; letztere führt die Hebestange E, welche durch die Feder J fortwährend gegen
die Walze gedrückt wird. H ist ein Ständer, welcher
einen über dem Ofen angebrachten Balken trägt, auf dem die Treibrolle, Hebel u.s.w.
angebracht sind. K ist ein gußeiserner Amboßstock von
etwa 12 Zoll im Quadrat und 2 Fuß hoch, auf welchem der Amboß ruht, dessen Bahn mit
der Schwelle der Ofenthür gleich liegt. L ist ein
senkrechter Hebel, dessen unteres Ende sich drehen kann, während das obere, wenn der
Schieberbolzen O darauf einwirkt, hin und her gehen
kann, indem eine Feder das Bestreben hat, ihn immer wieder in die vorhergehende
Stellung zurückzuführen. M ein Schieber oder Riegel, der
sich zwischen den Leitungen m, m bewegt und mittelst des
Hebels N gehoben wird.
Wenn die Thür B aufgezogen und ein Eisenpacket aus dem
Ofen auf den Amboß gebracht worden ist, so wird der Schieber M gehoben und durch den Bolzen O
zurückgeschoben. Mit ihm geht der Sperrhaken d ebenfalls
zurück, und der Hammer fällt unmittelbar auf das Packet und macht die erforderlichen
Schläge, bis der Schieber M der Einwirkung des Bolzens
O entzogen und der Hammer C wieder von dem Sperrhaken d aufgefangen
wird. Man schiebt das Packet in den Ofen zurück, drückt ein anderes zusammen, und so
fort.
Man wendet Hämmer von verschiedenem Gewicht an, je nach der Größe und dem Gewicht der
Packete. Bei dem Drücken oder Zängen kleiner Packete ist ein 50 Pfd. schwerer Hammer
hinreichend, während zu schwereren Packeten solche von 200 bis 300 Pfd. angewendet
werden müssen. In der Hütte des Patentträgers, in welcher, wie schon bemerkt,
Bruch- und altes Eisen zusammengeschweißt und weiter verarbeitet wird, sind
schwerere Hämmer erforderlich, da solche Eisensorten zäher und fadiger als
gewöhnliches Puddeleisen sind. Die angewendeten Hämmer können in wenigen Minuten von
dem Helm abgenommen und wieder angesteckt werden. Die Maschinerie wird, wie man
sieht, mittelst einer Treibrolle von der Dampfmaschine aus bewegt, welche auch das
Walzwerk zum Auswalzen des geschweißten und gezängten Eisens in Bewegung sezt. Der
Hammer hat einen Fall von ungefähr 2 1/2 Fuß, was vollkommen hinreichend ist.
Die Schweißung mittelst dieser Vorrichtung ist eine sehr vollkommene und auch sehr
rasche, da die Packete aus dem Ofen, ohne vorher von der Luft berührt zu werden, so
fort zu der Einwirkung des Hammers gelangen und daher weit vollkommener
zusammengedrückt werden, was bei dem darauf folgenden Walzproceß von dem größten
Nutzen ist. Man erhält auf diese Weise nur sehr wenig Ausschuß und auch wenig kurze
Enden.
Tafeln