| Titel: | Weems' Fabrication von bleiernen etc. Röhren und Platten durch hydrostatischen Druck. |
| Fundstelle: | Band 130, Jahrgang 1853, Nr. XXXIX., S. 170 |
| Download: | XML |
XXXIX.
Weems' Fabrication von
bleiernen etc. Röhren und Platten durch hydrostatischen Druck.
Aus dem Practical Mechanic's Journal, August 1853, S.
108.
Mit Abbildungen auf Tab.
III.
Weems' Fabrication von bleiernen etc. Röhren.
Der sehr gute Erfolg, welchen die Anwendung von Weems'
Maschinen gehabt hat, veranlaßt uns eine genaue Beschreibung derselben
mitzutheilen.
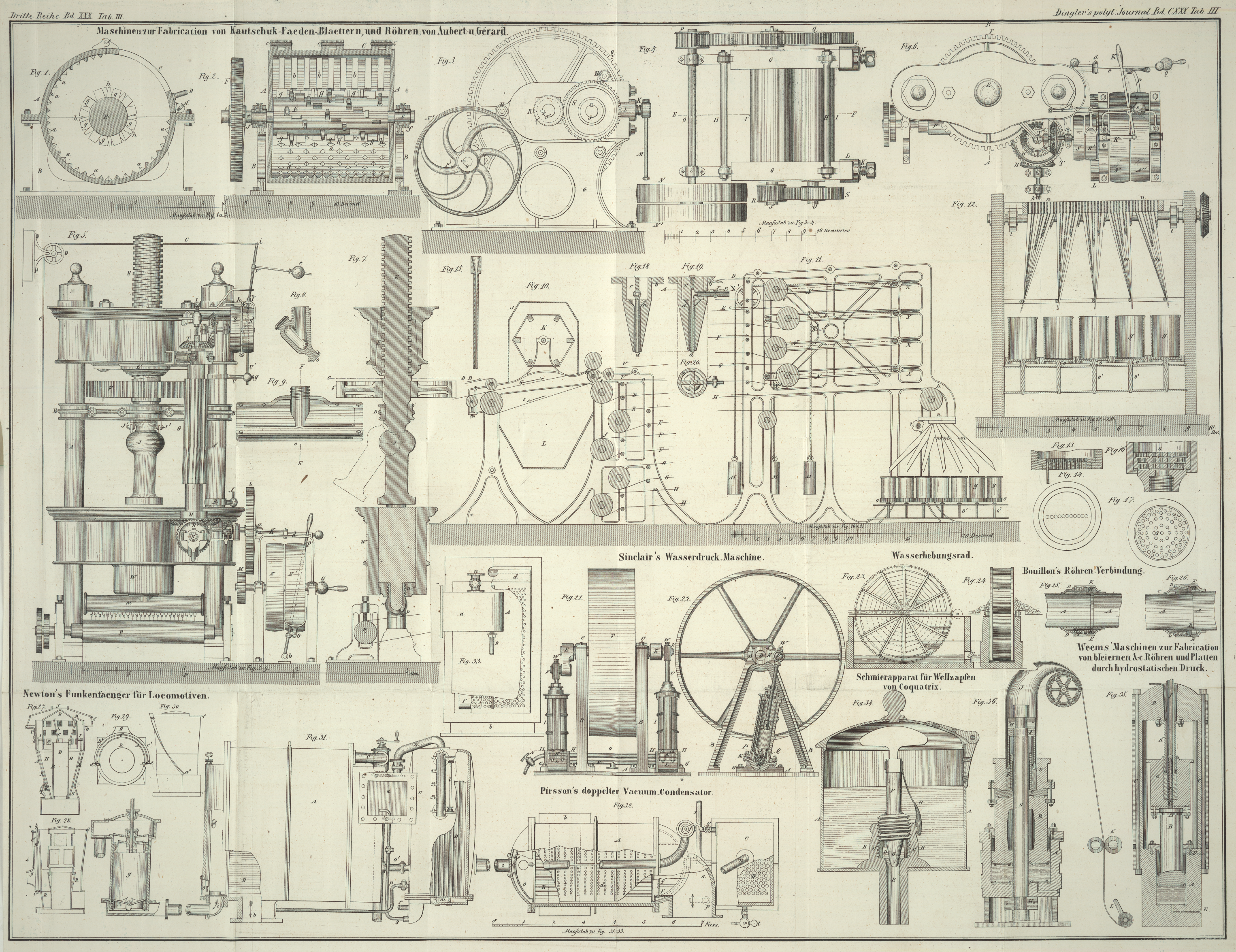
Fig. 35 ist
ein senkrechter Durchschnitt derjenigen Maschine, welche Hr. Weems zur Fabrication von Röhren aus Zinn, Blei
und verschiedenen Legirungen benutzt. Die Maschine ist vollkommen unabhängig und von
selbst stehend, indem der Wasserpresse-Cylinder A
unmittelbar auf der Sohle ohne irgend eine andere Befestigung steht. Der Cylinder
A ist oben offen gegossen und daselbst ausgedreht,
um einen genau abgedrehten Deckel aufzunehmen, der durch Schrauben festgehalten
wird; durch diesen Teckel geht der Kolben B wasserdicht,
wozu der Deckel unten mit einem ledernen Stulpring versehen ist, der das Entweichen
des Wassers verhindert. Der obere Theil des Preßcylinders hat zu beiden Seiten eine
vorspringende sehr starke Flansche, die mit ihm aus einem Stück gegossen ist. Diese
Flansche ist an gewissen Punkten durchbohrt, um die untern Enden der starken
schmiedeisernen Spannbolzen C aufzunehmen, welche oben
auch durch die Kappe D gehen und unten und oben mit
festen Köpfen versehen sind. Der Preßcylinder und die Kappe sind ferner mit zwei
verticale Säulen versehen, die beide von einander entfernt halten, und durch welche,
da sie hohl gegossen sind, die erwähnten Bolzen gehen. Auf diese Weise sind die
Haupttheile der Maschine durch sehr einfache Mittel fest mit einander verbunden.
Beide Enden der Bolzen haben, wie bemerkt, feste Köpfe, so daß, wenn die Enden der
Stangen heiß gemacht und von der Seite in die Vertiefungen eingelassen werden, die
erfolgende Abkühlung eine sehr feste Verbindung des Cylinders mit der Kappe
herstellt und beide dicht gegen die Säulen treten. Das Innere des
Wasser-Cylinders ist mit Messing- oder Kupferblech bekleidet, und das
Entweichen des Wassers wird oben und unten durch lederne Stulpen verhindert, indem
der Preßkolben unten stärker ist und daher an die Cylinderwände anschließt. Das
Wasser von der Druckpumpe tritt bei E in den Cylinder,
und bei F ist eine zweite Oeffnung angebracht, um Wasser
auf den Kolben pumpen zu können und ihn niederwärts zu treiben, wenn kein Metall
mehr vorhanden ist.
Das Metall, sey es Zinn oder Blei, oder eine Legirung von beiden, ist in dem Behälter
G enthalten, der auf dem Kopfe des Kolbens B ruht und mittelst eines Ringes H und Schraubenbolzen mit ihm verbunden ist. Es sind nämlich diese Bolzen
von der Seite in Schlitze eingelassen, die rings um den Boden des Metallbehälters
G gehen. Die unteren Enden der Bolzen gehen durch
den Ring H und werden auf der untern Seite desselben
durch Schraubenmuttern festgehalten; der Ring besteht aus zwei Hälften, die in einen
Falz, der rings um das obere Ende des Kolbens läuft, eingeschoben sind. Der runde
Stab J, welcher als Dorn zur Bildung des innern Raumes
der Röhren dient, ist genau concentrisch mit der Achse des Metallbehälters G angebracht. Der Cylinder K mit einem Ringe
an seinem untern Ende, welcher die äußere Form der Röhren bildet, hat am obern Ende
einen Kranz, und ist mittelst desselben an der Kappe D
festgeschraubt. Der äußere Durchmesser dieses Röhrenstücks ist etwas kleiner als die
innere Weite des Metallbehälters G, aber sein unteres
Ende ist um so viel verstärkt, daß es genau in die Oeffnung des Behälters paßt.
Diese Verstärkung bildet in Verbindung mit dem innern Stahlring die gegen das Metall
in dem Behälter Widerstand leistende Fläche. Die Fläche dieses Ringes oder dieser
Scheibe, welche die äußere Stärke der Röhren bildet, ist eine innere Verstärkung,
welche genau abgedreht wurde, und die Weite dieser Verstärkung ist genau um so viel
größer als der Durchmesser des Dorns J, als die
Metallstärke der zu fabricirenden Röhre L es
erfordert.
Der Betrieb dieser Maschine ist ähnlich dem der schon bekannten derartigen
Vorrichtungen. Soll der Betrieb beginnen, so wird der Preßkolben D bis auf den Boden des Cylinders niedergelassen, und
der obere Theil des Metallbehälters G ist alsdann frei.
Man beschickt ihn nun mit der erforderlichen Blei- oder Zinnmenge, und indem
dann der Kolben B durch die Pumpe aufwärts gedrückt
wird, erfolgt ein mächtiger Druck des Metalls gegen die Scheibe, und da es nun nicht
anders entweichen kann, so nimmt es die Form der Röhre L
an, indem es durch den engen ringförmigen Raum gezwängt wird, der zwischen dem Dorn
J und der Verstärkung der Röhre K vorhanden ist. Das Wesentliche dieser Einrichtung
besteht jedoch darin, daß der Dorn in dem Metallbehälter befestigt ist und sich
daher mit ihm längs des darin enthaltenen Metalls bewegt, so daß keine wirkliche
reibende Berührung stattfindet, mit Ausnahme des Punktes, an welchem das Metall
entweicht. Die Formscheibe wird bloß gegen die Oberfläche der Metallmasse gedrückt,
so daß gerade nur soviel Metallmasse durch die Scheibe und den Dorn dringt, als zur
Bildung der Röhre bei jeder Zunahme der Bewegung der Scheibe erforderlich ist, ohne
auf irgend eine Weise die übrige Metallmasse zu stören oder zu irgend einer
sonstigen Reibung Veranlassung zu geben.
In dem Dorn J, Fig. 35, bemerkt man
einen engen, durch punktirte Linien angedeuteten Canal, welcher von einem Ende bis
fast zu dem andern geht, und dann auf der andern Seite wieder herabgeht. Dieser
Canal dient zur Emulation eines Stromes kalten Wassers, um die zu starke Erhitzung
zu verhindern, wenn das anzuwendende Metall von solcher Beschaffenheit ist, daß es
in stark erhitztem Zustande behandelt werden muß.
Die Construction der Maschine, um Blech von Blei oder von andern weichen Metallen zu
fabriciren, ist in Fig. 36 in einem senkrechten Durchschnitt dargestellt. Der hydraulische
Preßcylinder A, welcher dieselbe Einrichtung wie
derjenige der Röhrenmaschine hat, ruht auf einer offenen Sohle und in demselben
befindet sich der starke Kolben B, auf dessen Kopf das
Mittelstück C ruht. Letzteres wird mit dem
Metallbehälter D und mit dem Preßkolben B durch Kränze und Bolzen zusammengehalten, indem der
Kranz des Preßkolbens aus zwei halben Ringen besteht, die in einer Kehle des Kolbens
eingeschoben sind, wie wir schon oben bei der vorhergehenden Maschine bemerkten. Auf
diese Weise entsteht ein ringförmiger Raum zur Aufnahme des zu formenden Metalls,
zwischen der äußern Seite des Stückes C und der innern
Wand des Metallbehälters D. Letzterer ist in diesem Fall
genau nach dem äußeren Durchmesser ausgebohrt, den die zu fabricirende Röhre
erhalten soll. Es wird nämlich das Metall zuvörderst in eine Röhre geformt, die
alsdann zu einer Blechtafel gepreßt wird, so daß das Innere des Behälters D wirklich die äußere Formscheibe für die Röhre ist; die
innere Weite der Röhre wird dagegen durch die äußere Stärke des Dornringes bestimmt,
welche in das befestigte röhrenförmige Dornstück F
tritt. Dieses Dornstück ruht auf einer Schulter am obern Ende der Centralstange G und wird durch den Halsring H niedergehalten. Letzterer besteht aus zwei Hälften, die in einen
ausgedrehten Hals am obern Ende der Mittlern Stange G
treten. Diese Stange geht durch das Mittelstück C, den
Kolben B und durch den Boden des Preßcylinders A, unter welchem sie mittelst eines andern Halsringes
H festgehalten wird; unter das untere Ende der
Stange wird ein schwacher Keil getrieben, um sie zu tragen und so zu adjustiren, wie
es erforderlich ist.
Wenn nun Blei oder ein anderes Metall in den Raum E
gethan wird, so veranlaßt der nach oben gehende Druck des Kolbens B, daß dieses Metall die Form einer Röhre I annimmt, deren Bildung zwischen dem Dornring und dem
Innern des Raumes D erfolgt. Diese Metallröhren, welche
eine bedeutende Weite haben, können nun entweder als solche benutzt, oder durch ein
fest angebrachtes Messer aufgeschnitten, und nach und nach mittelst eines Keils
geöffnet und über eine Leitrolle und alsdann zwischen zwei Walzen mit glatter
Oberfläche K geführt werden, um sich endlich auf einem
Haspel L als fertiges Blech aufzuwickeln. Soll die Dicke
des Bleches verändert werden, so wird die Dornscheibe F
gelöst und emporgehoben, und der formende Ring wird losgeschraubt und durch einen
andern von größerem oder geringerem Durchmesser ersetzt, je nachdem man stärkere
oder dünnere Röhren, oder stärkeres oder dünneres Blech fabriciren will. Soll aber
auch die Weite der Röhren eine andere werden, so muß man sowohl das Gefäß D als auch die Dornscheibe ändern und diese durch andere
Theile ersetzen.
Der Erfinder hat verschiedene Formen von Metallbehältern und Kolben und anderen
einzelnen Maschinentheilen vorgeschlagen, auch solche, um direct Blech zu
fabriciren, ohne vorher erst Röhren zu bilden; dabei hat er aber stets das Princip
im Auge gehabt, die anzuwendende Kraft auf dem Punkt der Bildung der Röhre oder des
Blechs zu concentriren, damit das Material auch nicht der geringsten Reibung an
irgend einem andern Theil unterworfen wird.
Die beschriebenen Maschinen sind in verschiedenen Fabriken in England im Betriebe und
liefern Röhren von Blei und von Zinn, von 1/4 bis 1 Zoll Weite, wozu dieselbe
Maschine dient, während eine andere Röhren von 1 bis 5 Zoll Weite fertigt. In allen
diesen Fabriken, z.B. in Ehester, Glasgow, Newcastle und Edinburgh, ist man mit den
Leistungen dieser Maschinen sehr zufrieden.
Tafeln