| Titel: | Ueber das Formen von Dampfmaschinen-Cylindern. |
| Fundstelle: | Band 132, Jahrgang 1854, Nr. XIX., S. 88 |
| Download: | XML |
XIX.
Ueber das Formen von
Dampfmaschinen-Cylindern.
Nach Armengaud's Génie industriel, März 1854, S.
147.
Mit Abbildungen auf Tab.
II.
Ueber das Formen von Dampfmaschinen-Cylindern.
Die Anfertigung der Cylinderformen kann auf zweierlei Weise bewirkt werden, mit einem
hölzernen Modell in Sand oder Masse, und auf diese Weise werden gewöhnlich kleinere
Cylinder von verwickelten Formen, mit Dampfcanälen, ansitzenden Röhrenenden geformt,
wie z.B. LocomotivcylinderLocmotivcylinder. Oder man formt sie nach der Schablone oder dem Drehbrett, und dieß ist
besonders bei größern Cylindern der Fall, seyen es Dampfmaschinen- oder
Gebläsecylinder. Die Kosten für die großen Modelle sind sehr bedeutend, es verzieht
sich ein solches leicht und das Formen mit der Schablone ist in diesen Fällen einfacher und
wohlfeiler, besonders wenn man das hier zu beschreibende Verfahren befolgt. Das
gewöhnliche Formen in Lehm mit Kern, Eisenstärke und Mantel, der in zwei Theilen
abgezogen wird u.s.w. ist ebenfalls weitläufig, hält lange auf und ist besonders
dadurch kostbar, daß man die Lehmform brennen muß.
Das was der Referent hier nach der Quelle und nach eigener Erfahrung mittheilen wird,
ist nichts Neues, es war schon vor fast 40 Jahren in Wales, in Oberschlesien und auf
einigen Hütten am Harz, wohin es Waleser Arbeiter gebracht hatten, bekannt, aber
dennoch kennt man dieses vortheilhafte Verfahren in vielen Gießereien noch nicht,
und deßhalb soll es hier kurz beschrieben werden.
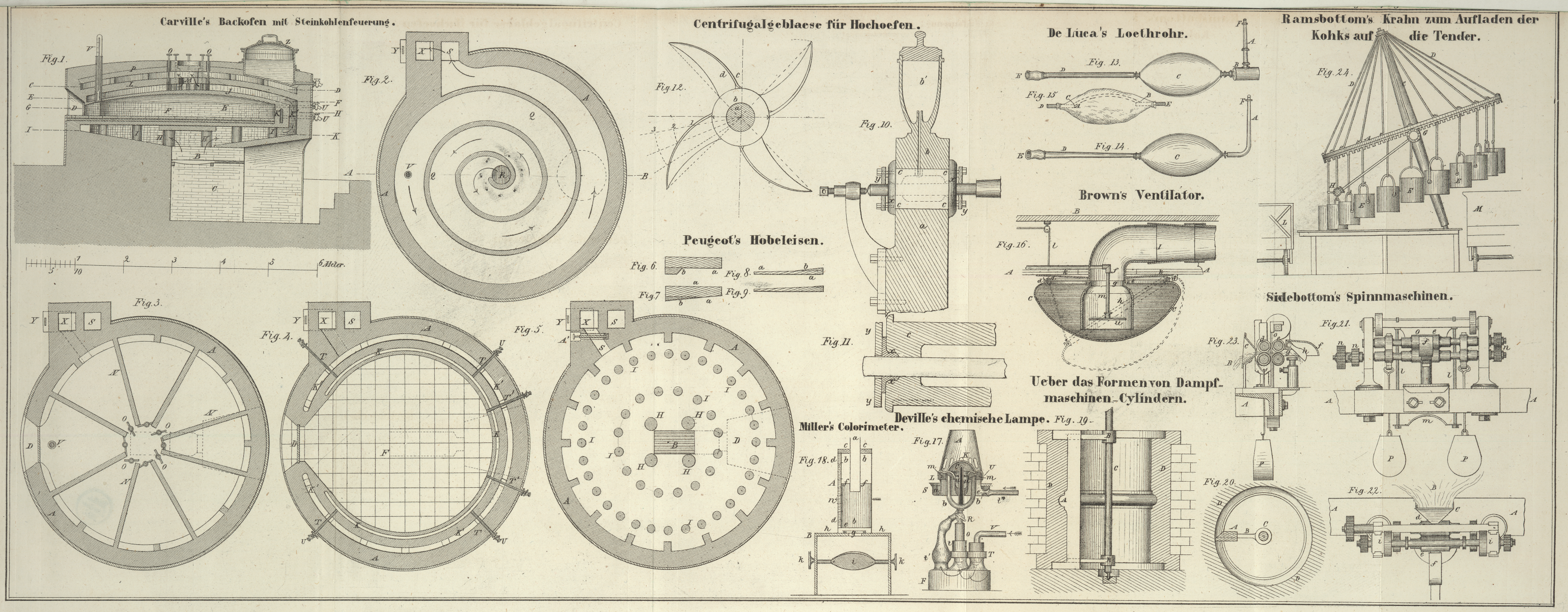
Zuerst wird der Mantel angefertigt und zwar bei großen
Cylindern in der Dammgrube selbst. Fig. 19 ist ein
senkrechter Durchschnitt und Fig. 20 ein horizontaler
Durchschnitt durch die Mitte der Form. Auf einem gußeisernen Kranz wird zuvörderst
von Ziegelsteinen, welche, wie die zu den Schachtfuttern der Hohöfen angewendeten,
keilförmig sind, eine cylindrische Mauer aufgeführt, die gleiche Höhe mit dem
Cylinder hat und wobei die Masse, welche man zu der Form nimmt, als Mörtel dient. In
dem sogenannten Weißliegenden am Vorharz kommen thonige Sandschichten vor, die von
Natur eine zu diesen Formen sehr geeignete Masse geben. Nachdem nun die Mauer
trocken geworden ist, bringt man in der Mitte derselben die eiserne Spindel C an, welche unten in einer Pfanne und oben in einem
Halslager läuft. Ueber diese Spindel greifen Hülsen B,
B, welche durch Stellschrauben festgestellt werden können, so daß sie sich mit
der Spindel drehen. An den Armen ist die Schablone A
befestigt und zwar mittelst Falzen und Schrauben, so daß sie leicht vor- und
zurückgeschoben werden kann. Nun trägt man auf den gemauerten Cylinder eine Schicht
von Masse D auf, macht dieselbe mittelst der
herumgedrehten Schablone eben und genau cylindrisch, läßt die Schicht trocknen,
trägt eine neue auf u.s.f. bis die Schichten die zweckmäßige Dicke und die
Cylinderform die gehörige Weite hat. Nun wird die Schablone herausgenommen, es wird
ein kleiner Ofen mit glühenden Holzkohlen oder Kohks hineingehängt und die Form
vollständig ausgetrocknet.
Währenddem hat man auch den Kern der Form angefertigt. An
einer eisernen Spindel ist unten eine gußeiserne Scheibe befestigt, welche genau in
den unteren Kranz des Mantels paßt, und die Spindel wird unten in eine Pfanne
gestellt, oben aber in ein Halslager gelegt, so daß sie sich drehen kann. Der innere
Kern wird nun von Ziegelsteinen aufgemauert und auf denselben wird Masse
aufgetragen. Parallel mit der Achse des Kerns und in so großer Entfernung von derselben
als der innere Halbmesser des zu gießenden Cylinders beträgt, wird eine Schablone
befestigt und nach derselben wird der Kern genau abgedreht. Da der Kern in der
Darrkammer der Gießerei aufgeführt werden kann, so ist sein Trocknen leicht zu
bewirken.
Mantel und Kern werden nun auf die gewöhnliche Art geschwärzt, dann wird der Kern,
welcher über einem Wagen aufgeführt werden kann, auf denselben festgestellt, dann
bis zur Dammgrube gefahren, wohin ein Schienenweg führt, hierauf mittelst eines
Krahns in den Mantel gehängt und zwar so, daß der zwischen beiden bleibende
ringförmige Raum überall gleich ist. Oben wird die Form mit einem gußeisernen, mit
einer Masseschicht überzogenen Kranz bedeckt, welcher die gehörigen Oeffnungen für
Eingüsse und Windpfeifen hat und über den Kern greift; dieser Deckel wird beschwert
und es wird zum Abguß geschritten.
Wir wollten hier bloß die Andeutungen mittheilen, wie sie unsere Quelle auch nur
gibt, und die Leser auf ein Verfahren aufmerksam machen, welches wir nach eigener
Erfahrung wegen seiner Einfachheit und Wohlfeilheit empfehlen können. Jedem
geschickten Förmer wird das Gesagte genügen und einige Geschicklichkeit und
Genauigkeit gehört nothwendig dazu, allein es ist diese auch leicht zu erlangen und
die Bemühung wird durch eine wesentliche Erleichterung gegen die Lehmförmerei
vollkommen belohnt. Former, die sich näher über das Verfahren unterrichten wollen,
finden es sehr genau beschrieben in Hartmann's Handbuch
der Metallgießerei, 2te Aufl. (Weimar 1852), S. 402.
Tafeln