| Titel: | Ueber die Fabrication der Hobeleisen, Meißel, Centrumbohrer u.s.w.; von den HHrn. Peugeot und Japy zu La Chapotte im franz. Doubs-Departement. |
| Fundstelle: | Band 132, Jahrgang 1854, Nr. XX., S. 91 |
| Download: | XML |
XX.
Ueber die Fabrication der Hobeleisen, Meißel,
Centrumbohrer u.s.w.; von den HHrn. Peugeot und Japy zu La Chapotte im franz. Doubs-Departement.
Aus Armengaud's Génie industriel, Februar 1854, S.
103.
Mit Abbildungen auf Tab.
II.
Peugeot, über die Fabrication der Hobeleisen, Meißel
etc.
Diese Erfindung betrifft das Ausschweißen und die Vollendung aller Arten von
Hobeleisen, in großen Stücken und mittelst Walzwerken, sowohl der Hobeleisen zum
Schlichthobeln, als auch zu Gesims- und Leistenwerk oder Kehlungen sowie zu
Spundhobeln; ferner das Ausschweißen und Vollenden, ebenfalls mittelst Walzens, der Meißel für
Tischler und Drechsler, der Centrumbohrer mit drei Spitzen, der Hohleisen, der
Ziehmesser, sowie mehrerer anderer Werkzeuge.
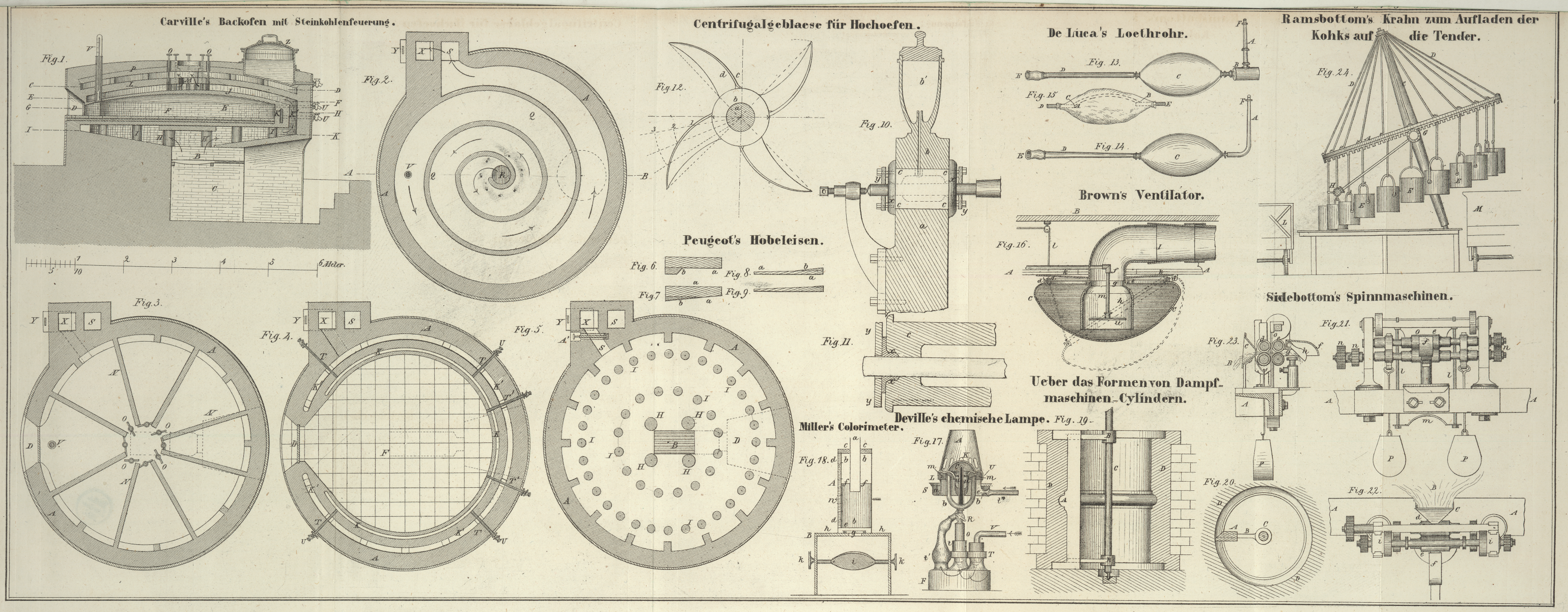
Gewöhnlich nimmt man einen flachen Eisenstab, der die Form eines rechtwinkeligen
Prismas hat, und legt auf einen seiner Ränder in der Längenrichtung eine Stahlplatte
von trapezoidalem Querschnitt, wie Fig. 6 zeigt, wo a den Eisenstab und b das
Stahlstück andeutet. Nachdem man die beiden anliegenden Flächen vorher rothglühend
gemacht und mit Borax bestreut hat, bringt man dieses Packet in einen Schweißofen,
der mit einem ununterbrochenen Windstrom gespeist wird, und erhitzt es bis zur
Schweißhitze, um die Verstählung bewirken zu können. Diese helle Rothglühhitze ist
bei weitem nicht so hoch, als die bisher beim Verstählen ohne Beihülfe von Borax
angewendete, denn zur Hervorbringung einer vollkommenen Schweißung mußte man die
zusammenzuschweißenden Flächen in eine beginnende Schmelzung bringen.
Nachdem das Stück die erwähnte Hitze erhalten hat, wird es unter einen kleinen
Maschinenhammer gebracht, woselbst die Schweißung durch wiederholte Schläge
vollendet und das Eisen um so viel ausgebreitet wird, als die Hobeleisen es
erfordern. Wenn dieses Ausbreiten vollendet ist, muß der Rand des Stücks, auf
welchen der Stahl geschweißt ist, eine solche Stärke haben, daß der entgegengesetzte
dünner geschmiedete Rand nur beiläufig 1/3 der Dicke des ersten hat; die beiden
breiten Flächen müssen gerade und eben seyn; nach dem Ausschmieden muß das Stück die
in Fig. 7
dargestellte Form haben.
Man wärmt das Stück von neuem, um es mittelst eines Walzwerks auszustrecken und
dünner zu machen.
Nach diesem vorläufigen Walzen läßt man das Stück abkühlen und bringt es dann in eine
schwache Säure, um das Oxyd wegzunehmen, welches sich während des Wärmens gebildet
hat. Darauf wird es von neuem gewärmt und bis zu der gehörigen Stärke ausgewalzt.
Man braucht es hierauf nur mittelst eines Stoßwerks oder einer starken Schere zu
beschneiden, und zwar schneidet man die Werkzeuge so aus den ausgewalzten Platinen,
daß deren Breite die Länge gibt. Zuletzt werden die Werkzeuge auf die gewöhnliche
und bekannte Weise gehärtet, angelassen, abgerichtet, geschliffen und polirt.
Es ist dieß das gewöhnliche ältere Verfahren, und wir wollen nun das neue kennen
lernen.
Das zweite warme Auswalzen, d.h. dasjenige, welches unmittelbar nach dem Abbeizen in
dem sauren Bade geschieht, ist genau dasselbe bei allen Werkzeugen, allein es
unterscheidet sich wesentlich hinsichtlich der wichtigsten und schwierigsten Arbeit, nämlich des
Ausschweißens unter dem Hammer, statt dessen die Erfinder die Wirkung der Walzen
substituiren. Anstatt, wie beim Ausschweißen unter dem Hammer, auf einen der Ränder
eines Eisenstabes von viereckigem Querschnitt ein Stahlstück von trapezoidalem
Querschnitt zu legen, nimmt man einen Eisenstab a,
Fig. 7,
welcher im Durchschnitt durch seine Achse die Form eines Trapezes hat, und dessen
Differenz zwischen dem dünnen und dem dicken Rande ungefähr in dem Verhältniß von 1
zu 3 steht. Dieses Verhältniß des Unterschiedes zwischen dem stärkern und schwächern
Ende ist das geeignete für Hobeleisen.
Die Eisenplatinen erhält man aus den Hütten, sie können eben so gut geschmiedet als
gewalzt seyn, und werden in Stücke von etwa 20 bis 24 Zoll Länge zerschnitten. Die
Stahllage hat, ehe man sie in Stücke von gleicher Länge zerschnitt, die Form eines
dreiseitigen Prismas erhalten, entweder unter dem Hammer, oder zwischen Walzen. Die
auf diese Weise vorbereiteten und rothglühend gemachten Stücke b erhalten auf beiden Flächen, welche später mit
einander in Berührung kommen, die Boraxschicht, um alsdann in den Schweißofen
gebracht zu werden, aus welchem man sie nicht unter einen Hammer, sondern zwischen
Walzen bringt, wodurch sie das erwähnte verschiedene Verhältniß der Dicke behalten,
da man Walzen mit excentrischen Zapfen anwendet, oder der obern Walze durch die
Stellschrauben eine schiefe Stellung zur untern gibt. Die beiden Walzenkanten zeigen
alsdann fast denselben Winkel, als die beiden verlängerten Flächen des zwischen
ihnen durchgeführten Stücks. Durch einen hinlänglich starken Druck, den beide Walzen
auf einander und auf das durchzuwalzende Eisen ausüben, wird auch das
Zusammenschweißen des Eisens und Stahles vollständig bewirkt.
Alle Theile der beiden Oberflächen des Stücks, die schon durch den zwischen
gestreuten Borax mit einander in genauer Berührung stehen, erhalten ohne
Unterbrechung nach und nach und zwar in kürzerer Zeit, als beim gewöhnlichen
Zusammenschweißen durch viele Hammerschläge, einen überdieß viel stärkern Druck, und
es wirkt derselbe vollkommener, als die wiederholten Hammerschläge.
In der That ist es häufig der Fall, daß bei dem gewöhnlichen Verfahren durch Hämmern
der Stahl nur theilweise genau mit dem Eisen verbunden wird, während bei dem neuen
Verfahren mittelst des Walzwerks die Schweißung gleichartig der ganzen Länge nach
erfolgt.
Wenn man nach dem Durchwalzen des Stücks eine vollkommene Schweißung erlangt hat, so
läßt man es noch mehrmals durch die Walzen gehen, bis es denselben Grad der Stärke erlangt hat, wie
bei dem älteren Verfahren vor dem Einbringen in das saure Bad.
Bei dem neuen Verfahren wärmt man das Stück nur dreimal; das erstemal, um Borax auf
den zu verstählenden Theil zu streuen; ein zweitesmal, um die gehörige Schweißhitze
zum Zusammenschweißen und zum Auswalzen vor dem Abbeizen zu erlangen; endlich ein
drittesmal zur Vollendung des Stücks nach dem Abbeizen.
Man kann auf diese Weise mittelst des Walzwerks eine ganze Reihe von Werkzeugen,
namentlich fast alle Arten von Hobeleisen vollenden; andere Werkzeuge, wie Meißel
aller Art, Centrumbohrer u.s.w. bereitet man mittelst der Walzen vor und vollendet
sie alsdann auf die gewöhnliche Weise durch Schmieden aus der Hand, in Gesenken
u.s.w.
Tafeln