| Titel: | Chesterman's Verbesserungen im Härten und Anlassen, Schleifen etc. des Stahls. |
| Fundstelle: | Band 133, Jahrgang 1854, Nr. LVII., S. 253 |
| Download: | XML |
LVII.
Chesterman's Verbesserungen
im Härten und Anlassen, Schleifen etc. des Stahls.
Aus dem Mechanics' Magazine, 1854, Nr. 1606.
Mit Abbildungen auf Tab.
IV.
Chesterman's Verbesserungen im Härten und Anlassen etc. des
Stahls.
Hr. Chesterman in Sheffield ließ sich am 1. Nov. 1853
mehrere schätzbare Verbesserungen beim Härten und Anlassen des Stahls, sowie beim
Schleifen, Smirgeln und Poliren von Stahl und anderen Metallen patentiren. Sein
Proceß des Härtens und Anlassens ist hauptsächlich für dünne Stahlartikel, z.B.
Sägenblätter, anwendbar.
Das Härten wird auf folgende Weise ausgeführt: Man nimmt
ein Blatt Sägenstahl von 10 bis 30 Fuß Länge, windet es
spiralförmig auf und steckt es in eine gußeiserne Büchse, welche ungefähr dieselbe
Höhe hat als das Stahlblatt breit ist. An der Seite der Büchse befindet sich eine
Oeffnung, durch welche das Ende von der äußern Windung des Stahlblattes hervortritt.
Die obere Oeffnung der Büchse wird alsdann mit einem metallenen Deckel verschlossen.
Die Büchse wird nun in einem Ofen bis zum Rothglühen erhitzt, worauf sie ein
Arbeiter herausnimmt, während ein anderer Arbeiter das Ende des Stahlblattes mit
einer Zange faßt und das Blatt durch ein paar kalte stählerne, metallene, oder
steinerne Scheiben oder Platten zieht, wodurch der Stahl gehärtet wird.
Diese Scheiben oder Platten werden durch Wasser, welches man äußerlich auf dieselben
einwirken läßt, kalt erhalten; wenn sie aber hohl sind, leitet man einen Wasserstrom
durch dieselben. Kürzere und stärkere Artikel, z.B. Sägenblätter, werden dadurch gehärtet, daß man sie in einem Ofen
rothglühend macht und dann so schnell als möglich zwischen zwei Scheiben oder
Platten bringt, die in einem Gerüst befindlich sind, so daß sie eine Presse bilden,
wodurch sie verhindert werden sich zu werfen oder zu krümmen. Die Platten, mögen sie
nun aus Metall oder aus Stein bestehen, müssen durch Wasser kalt erhalten, und es
muß der zu härtende Stahl einem gewissen Druck unterzogen werden.
Das Anlassen dieser Artikel wird auf gewöhnliche Weise,
das Anlassen der dünnen Blätter aber auf folgende Weise
bewirkt: Nachdem das Stahlblatt durch die Scheiben oder Platten gezogen worden ist,
gelangt es zu einer Strecktafel, wo das eine Ende zwischen einer Schraubenkluppe
oder auf sonstige Weise befestigt wird, während das andere Ende ebenfalls mit einer
Schraubenkluppe gefaßt wird, welche an einem ledernen Riemen sitzt, der an einer
Walze befestigt ist, die sich um Zapfen und in Lagern dreht und mit einem Hebel
versehen ist, den man so belastet, daß er einen mäßigen Zug auf den Stahl ausübt.
Das Stahlblatt wird alsdann mit Oel oder Fett bestrichen und mittelst eines
tragbaren Ofens oder eines Gaslichtes, welches an einer biegsamen Röhre befestigt
ist, so weit erwärmt, daß das Oel oder Fett verdunstet, wodurch der Stahl eine
Federhärtung erhält, während er eben und gerade bleibt. Es kann auch ein
feststehender Gasofen angewendet werden, durch welchen man das aus den Scheiben oder
Platten kommende Stahlblatt zieht, um das Härten und Anlassen zu bewirken.
Um beide Seiten eines ebenen Artikels, oder die ganze Peripherie eines kreisförmigen
oder ähnlichen zu schleifen, befestigt der Erfinder auf
einer Welle einen walzenförmigen Schleifstein, und gibt demselben eine ebene oder
mit halbkreisförmigen oder anders geformten Vertiefungen versehene Oberfläche, je
nachdem dieß die Gestalt des zu schleifenden Artikels erfordert; über dieser
Schleifwalze bringt er noch eine zweite ähnliche an Es werden nun diese Walzen in
Bewegung gesetzt, und nachdem das Ende des zu schleifenden Artikels zwischen
dieselben gesteckt worden ist, ziehen sie ihn durch, aber ohne ihn zu schleifen; das
zu schleifende Stück wird alsdann von dem Arbeiter in der der Rotation der Walzen
entgegengesetzten Richtung gestoßen, worauf bei seinem Durchgange zwischen den
Walzen das Schleifen desselben erfolgt. Die Seiten von der einen Walze sind, wenn
die zu schleifenden Artikel eine ebene Form haben, mit Kränzen versehen, die auch
aus Schleifstein bestehen und einen größern Durchmesser als die Walzen haben; man ist dadurch in Stand
gesetzt, die Kanten der metallenen Artikel eben so zu schleifen wie die Seiten. Die
Schleifmaschinen sind so eingerichtet, daß die Walzen nach der Stärke der zu
schleifenden Artikel gestellt, und daß die Steine auch auf ihrer Welle (Achse)
adjustirt werden können. Um nur eine Seite eines stählernen oder metallenen Artikels
bei einer Operation zu schleifen, wird statt des einen Schleifsteins eine massive
hölzerne Walze angewendet; auch verbindet man mit dieser Vorrichtung Leitwalzen, um
übers Kreuz schleifen zu können.
Die erwähnten Verbesserungen gewähren einen großen Vortheil beim Schleifen von
Sägenblättern, weil sich bei dieser Arbeit nach dem gewöhnlichen Verfahren die
Schleifer über den Schleifstein lehnen müssen, wodurch Brust- und
Lungenkrankheiten veranlaßt werden, welche oft auch jüngere Arbeiter ergreifen und
sie zu weiterer Beschäftigung unfähig machen. Mittelst des neuen Verfahrens werden
diese Uebel größtentheils vermieden, da der Arbeiter in einiger Entfernung von den
Steinen steht und sich nicht über dieselben zu lehnen braucht; auch kann ein
Zerspringen der Schleifsteine nicht die gefährlichen Folgen haben, wie es jetzt so
häufig der Fall ist, wobei Menschen nicht selten beschädigt oder gar getödtet
werden, da sie sich zu nahe an den mit großer Geschwindigkeit umlaufenden Steinen
befinden.
Zum Smirgeln und Poliren von Stahlblättern und andern metallenen Artikeln benutzt der
Erfinder zwei ähnliche Walzen, welche aus weichem Holz angefertigt und auf der
Oberfläche mit Smirgel versehen sind; dieser ist entweder unmittelbar auf dem Holze
oder auf einem Lederüberzuge, oder auf Bürsten aufgetragen.
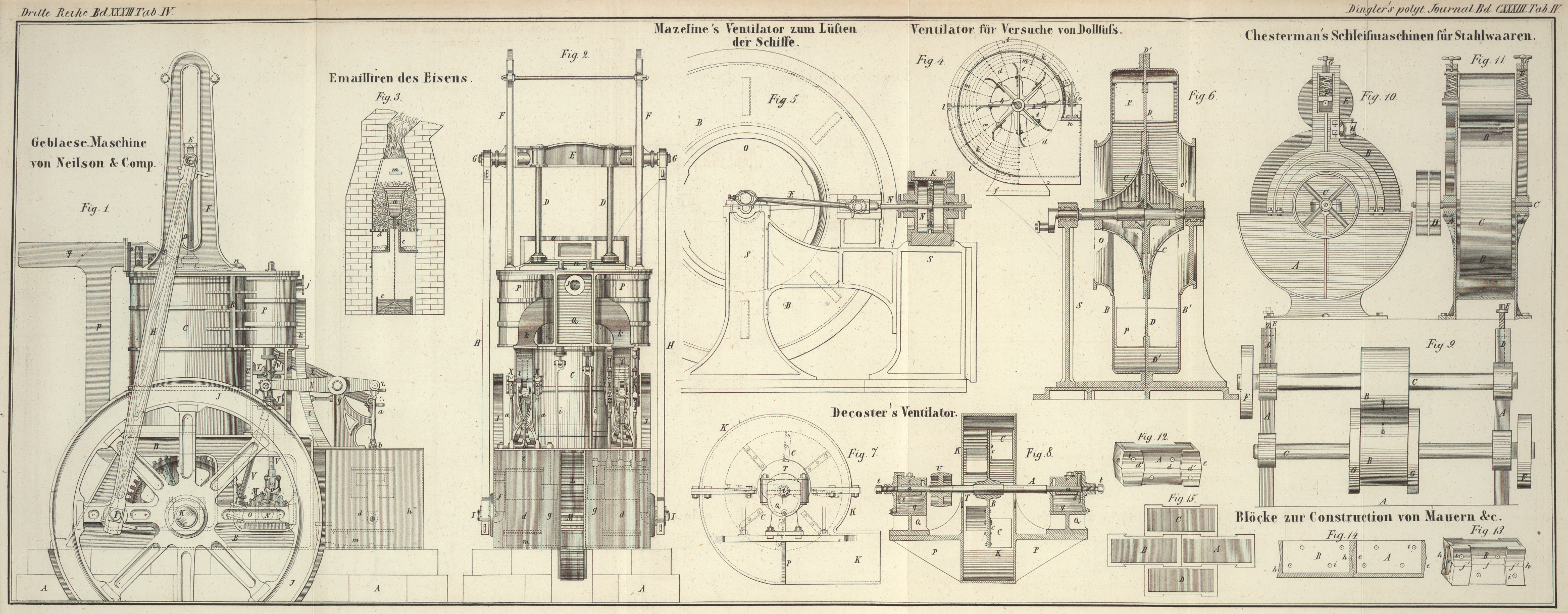
Fig. 9 ist
eine vordere Ansicht einer Maschine zum Schleifen ebener Flächen, nach den erwähnten
Verbesserungen construirt. A, A ist das Gerüst; B, B sind die Schleifsteine; C,
C ihre Wellen (Achsen) welche sich in Lagern drehen, die in den Ständern
des Gerüstes angebracht sind. D, D sind Federn, und E, E Stellschrauben, womit der Druck der Walzen auf den
Artikel, welcher zwischen dieselben eingeführt worden ist, regulirt wird. F, F sind Rollen, über welche die Treibriemen laufen,
welche die Schleifsteine in Bewegung setzen. G, G sind
Kränze von Schleifstein, um die Kanten der Artikel zu Schleifen. Zum Schleifen von
Röhren und andern Artikeln mit kreisrundem Querschnitt dient ein Paar Walzen mit
runden Kalibern oder Vertiefungen, von denen in jeder Walze die Hälfte befindlich
ist; übrigens werden solche Walzen auf dieselbe Weise montirt und betrieben, wie die
Walzen B, B.
Fig. 10 ist
eine Seitenansicht und Fig. 11 ein senkrechter
Durchschnitt von einer Schleifmaschine, um einen ebenen Artikel bloß auf einer Seite zu bearbeiten. A, A ist das Gerüst, in welchem der Schleifstein
angebracht ist; B der Schleifstein; C die Welle oder Achse worauf er befestigt ist, und D die Rolle, durch welche er umgetrieben wird. E ist eine hölzerne Walze, welche sich in Berührung mit
dem Stein umdreht, und F, G sind Federn und
Stellschrauben, wodurch der Druck von E gegen den
Schleifstein regulirt wird. H ist eine Frictionsrolle,
von denen auf jeder Seite des Schleifsteins eine angebracht ist, um Artikel, welche
der Quere nach oder übers Kreuz geschliffen werden, sollen, in Berührung mit dem
Stein zu erhalten. – Zum Poliren werden statt der Schleifsteine in Fig. 9
Smirgelwalzen eingesetzt.
Tafeln