| Titel: | Fabrication hohler Metallringe, von den HHrn. Hugonneau und Lacointa zu Paris. |
| Fundstelle: | Band 135, Jahrgang 1855, Nr. XLI., S. 191 |
| Download: | XML |
XLI.
Fabrication hohler Metallringe, von den HHrn. Hugonneau und Lacointa zu
Paris.
Aus Armengaud's
Génie industriel, November 1854, S. 255.
Mit Abbildungen auf Tab.
III.
Hugonneau's Fabrication hohler Metallringe.
Man hat es häufig versucht, hohle metallene Ringe zu verfertigen, welche in
zahlreichen Gewerbszweigen die massiven messingenen Ringe ersetzen können, und man
ist durch verschiedene sinnreiche Mittel auch dahin gelangt, aber die
Verfahrungsarten waren stets zeitraubend. Da fast alle zur Erreichung dieses Zwecks
ersonnenen Fabricationsmethoden nicht nur den Nachtheil hatten, die Arbeit nicht
gehörig zu beschleunigen, sondern auch ein Zusammenlöthen der Fugen erforderten, ehe
die letzte Hand an den Artikel gelegt werden konnte, so daß die Ersparung an
Material den bedeutenden Zeitverlust bei der Fabrication nicht ausglich, so wurden
diese verschiedenen Methoden nach und nach wieder aufgegeben und es konnten nur
massive Ringe für den Handel geliefert werden.
Um die massiven messingenen Ringe mit Vortheil durch hohle ersetzen zu können, ist es
unerläßlich, dabei nicht allein Material zu ersparen, während sie dieselbe
Festigkeit haben, sondern auch jede Löthung zu vermeiden und ein Verfahren
einzuschlagen, welches die Fabrication wesentlich beschleunigt und die hohlen
Messingringe wohlfeiler als die massiven zu liefern gestattet.
Die HHrn. Hugonneau und Lecointa haben zu dem Ende seit dem J. 1844 eine sehr sinnreiche Methode
angewandt, die darin besteht, die hohlen Ringe aus Scheiben von Messing- oder
einer sonstigen Blechsorte zu verfertigen, welche ausgeschnitten und gelocht, dann
durch progressives Drücken zu hohlen Ringen ohne Löthung vollendet werden.
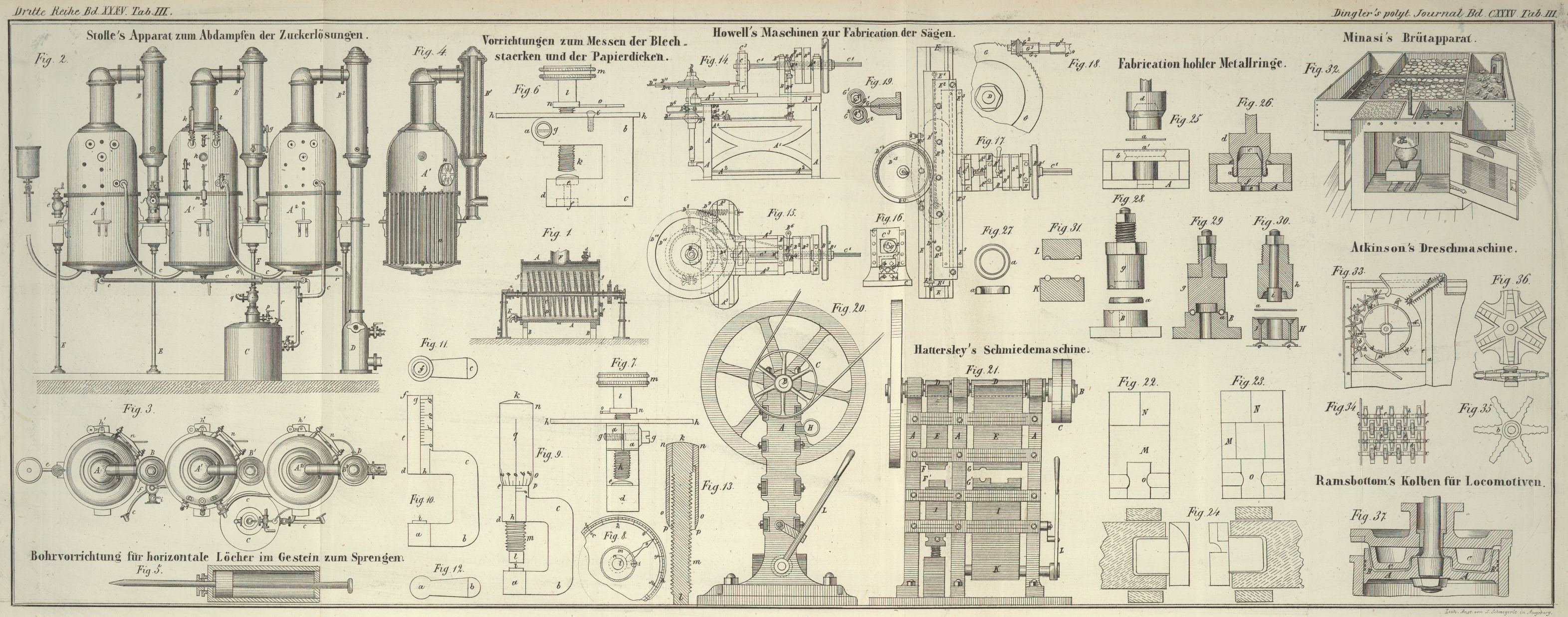
Die ausgeschnittenen und gelochten Scheiben a werden
nämlich in eine Matrize b (Fig. 25 und 26) gelegt,
welche die Form eines hohlen Kegels hat, in welchem die Scheibe die mit punktirten
Linien angegebene Lage a' (Fig. 25) einnimmt.
In den umgekehrten hohlen Kegel b tritt ein abgestumpfter
mittlerer Kegel c, von geringerem Durchmesser, dessen
kleinere Basis nach oben gekehrt ist. Dieser Kegel c
dringt folglich in den mittleren Ausschnitt der Scheibe.
Man drückt alsdann den Stempel d, oder den oberen Theil
des Druck- oder Prägewerks nieder. Der Stempel drückt auf die Scheibe und
nöthigt sie zwischen der engen Basis der Matrize b und
der breiteren Basis des Kegels c durchzugehen, wodurch
der innere und der äußere Rand der Scheibe aufgebogen werden oder der Ring
ausgetieft wird (Fig. 26 und 27).
Das Stück c ist gänzlich frei; es wird auf dem Boden des
Stücks A nur durch eine kurze Angel e erhalten, welche in einer Oeffnung von gleichem
Durchmesser steckt. Ein Loch f, welches durch das Stück
c geht, dient dazu, letzteres mittelst einer Spindel
oder Spitze herauszunehmen, um die aufgebogene Scheibe abzulösen.
Nachdem diese erste Arbeit vollendet ist, wird die aufgebogene Scheibe a auf ein zweites Prägewerk B, mit kreisrunder Spur und in die Fig. 28 angegebene
Stellung gebracht. Man schraubt alsdann den Stempel g
herunter und eine ebenfalls kreisrunde Spur in seiner Basis drückt nun auf den
oberen Theil der aufgebogenen Scheibe a und nöthigt sie,
sich zu schließen, indem sie die Form der beiden Vertiefungen annimmt, so daß sie
ringförmig wird (Fig. 29). Ein kleiner Einschnitt in der Matrize B des Prägewerks dient dazu, ein spitzes Werkzeug unter den Ring zu
bringen, um ihn aus der Form herauszuheben.
Die übrigen Figuren zeigen eine Modification dieser Verfahrungsarten.
So ist das Prägewerk h (Fig. 30) mit einem
Stempel i versehen, welcher die Scheibe a sowohl ausschneidet als aufbiegt.
Zu dem Ende legt man die Scheibe auf die Matrize H; der
Stempel wird heruntergeschraubt und schneidet die Scheibe a etwas früher aus, als der sie aufbiegende Theil zu wirken anfängt.
Kleine Stifte j, welche im Boden der eisernen Matrize H hervortreten, wenn sie von den Federn o getrieben werden, dienen zum Aufheben der aufgebogenen
Scheibe, wenn der Stempel in die Höhe geschraubt wird.
Der Schluß der Scheibe wird dadurch bewirkt, daß man sie in die Stellung des
Querschnittes, Fig.
27, zwischen die Stücke K, L (Fig. 31) bringt, welche
kreisförmige Spuren haben.
Tafeln