| Titel: | Ueber die Fabrication der Eisenbahnschienen in England und Wales; vom Ingenieur Röhrig in Hannover. |
| Fundstelle: | Band 135, Jahrgang 1855, Nr. LXXII., S. 335 |
| Download: | XML |
LXXII.
Ueber die Fabrication der Eisenbahnschienen in
England und Wales; vom Ingenieur Röhrig in
Hannover.
Aus dem Notizblatt des hannoverschen Architekten- und Ingenieur-Vereins, 1854, Bd. III S. 541.
Fortsetzung und Schluß der Abhandlung im
polytechn. Journal Bd. CXXXI S. 100.
Mit Abbildungen auf Tab.
V.
Röhrig, über die Fabrication der Eisenbahnschienen in England und
Wales.
II. Das Schweißen der
Packete.
Man unterscheidet hierbei:
einfache Schweißung (single
heating) und doppelte Schweißung (double heating).
Die Schweißung wird einfach genannt, wenn das Packet in
einer Schweißhitze zur fertigen Schiene ausgewalzt
wird, und diese ist allemal mit den niedrigen Packeten
verbunden. Die hohen Packete werden in zwei Schweißhitzen
ausgewalzt, und darin ist der zweite Vorzug derselben enthalten, indem hierdurch
eine ungleich größere Garantie für vollkommene Schweißung gegeben ist.
Die Operation des Schweißens geschieht in Oefen (balling
furnaces), deren Construction durch die Abbildungen (Fig. 12 bis 14) eines in
einem englischen Eisenwerke gebräuchlichen Ofens erläutert wird.
Die Dimensionen solcher Oefen variiren vorzugsweise nach Verschiedenheit des
angewandten Brennmaterials.
Eine specielle Beschreibung derselben findet sich in einem jeden Lehrbuche der
Hüttenkunde und darf deßhalb hier wohl übergangen werden, nur möchte zu erwähnen
seyn, daß die neuere deutsche Erfindung der Treppenröste,
welche Ersparung an Brennmaterial und Benutzung von geringem Brennmaterial bezweckt,
in England und Wales noch keinen Eingang gefunden hat. Allerdings leitet die
Reichhaltigkeit der brittischen ausgedehnten Kohlenfelder weniger auf diese
ökonomischen Fragen hin, indessen ist die Einführung der meisten Verbesserungen in
der Eisenfabrication in England noch anderer Ursachen wegen stets von besonders
großen Schwierigkeiten begleitet. So wurde auch der Anwendung der heißen Gebläseluft
sehr stark und lange opponirt, und die Benutzung der Hohofengase, welche in
Deutschland, Frankreich und den Vereinigten Staaten seit vielen Jahren sehr
erfolgreich geschieht, hat selbst jetzt in England noch mit großen Vorurtheilen zu
kämpfen. Schon Anfang vorigen Jahres habe ich es versucht, englische Hüttenbesitzer
von dem Nutzen der Treppenröste durch Mittheilung der in Deutschland dadurch
erlangten günstigen Resultate zu überzeugen, doch ohne Erfolg.
Zum Bau eines solchen Ofens werden verwandt:
circa 4
Tonnen Gußeisen,
„ 8 1/2
Centner Schmiedeisen und
„ 4044
feuerfeste Steine,
von denen 2844 zur Errichtung des Schornsteins und 1200 zur
Bildung des Ofens dienen. Außerdem werden etwa 4 Ruthen Rauhsteine zur Fundation des
Ofens gebraucht, und die Errichtung der ganzen Feueranlage geschieht in der Regel zu
dem accordirten Preise von L. 5. Ein Ofen kann im
Durchschnitt drei Monate betrieben werden, doch bedarf gewöhnlich während dieser
Zeit das Gewölbe, der Fuchs und der Kamin einer dreimaligen Reparatur und resp. Erneuerung.
Die Oefen für die erste undnnd zweite Schweißung sind ganz gleich.
Ein Arbeiter (baller), welcher in zwölfstündigen
Schichten arbeitet, ist zur Bedienung eines Ofens ausreichend, indem die Tagelöhner
(coatchers), welche die Schienen-Packete von
den Oefen nach den Walzen zu fahren haben, die nöthige Hülfe beim Einsetzen und
Herausnehmen der Packete leisten.
A. Erste
Schweißung.
Die Schienen-Packete werden auf einer vor jedem Ofen befindlichen Bank,
deren Höhe mit dem Herde des Ofens im gleichen Niveau ist, (gewöhnlich durch
Mädchen) zusammengesetzt und auf einer 3 Zoll breiten, starken eisernen Stange,
die von der Bank bis in den Ofen reicht, durch zwei Arbeiter bequem in den Ofen
geschoben.
Man setzt nun zur Zeit 4 Packete so in den Ofen ein, daß alle parallel mit der
Feuerbrücke liegen, und bei gutem Gange des Ofens erhält man 8 Schweißhitzen in
12 Stunden; man erhitzt also in dieser Zeit an Schienen, deren Gewicht 71 Pfd.
pro Yard beträgt, circa 6 tons, wozu etwa 2 tons Steinkohlen erforderlich sind.
Die Packete werden im Ofen zuerst auf die obere Seite gelegt, so daß der untere
Theil derselben der größten Hitze ausgesetzt ist und, wenn dieser Theil den
richtigen Grad der Schweißhitze erhalten hat, so gewandt, daß der den Kopf der
Schiene bildende Theil auf denselben Hitzgrad gebracht wird und wozu dann 5 bis
10 Minuten genügen.
B. Zweite Schweißung.
Hierbei setzt man nur 3 Packete zur Zeit in den Ofen und diese auf dieselbe
Weise, d.h. parallel mit der Feuerbrücke, wie bei der ersten Schweißung
geschieht; doch da sie im rothwarmen Zustande eingesetzt werden, so bedürfen sie
bedeutend kürzere Zeit, um zur Schweißhitze zu gelangen, und daher ist es
möglich etwa 17 tons in 12 Stunden bei der zweiten
Schweißung zu erhitzen, welches ebenfalls mit etwa 2 tons Kohlenverbrauch geschieht.
In dem Capitel I. (polytechn. Journal Bd. CXXXI S. 100)
„Zusammensetzung der Schienenpackete“, ist erwähnt
worden, in welchem hohen Grade eine nachtheilige Zusammensetzung der Packete der
vollkommenen Schweißung entgegenwirkt, und folgt daraus schon, wie große
Sorgfalt auf den Schweißproceß zu verwenden ist. Dieser Proceß ist nun aber eben
so schwierig, als er für die Schienenfabrication von Wichtigkeit ist.
Sind die Packete zu gering erhitzt, dann ist eine
Schweißung derselben ganz unmöglich und die Lamellen werden nur zusammengeklebt
werden. Kömmt
dieser Fehler bei der ersten Schweißung vor, so kann
er durch eine gute Hitze der zweiten Schweißung wieder verbessert werden; ist
jedoch die zweite Schweißhitze eine zu niedrige, so
ist eine schlechte Schiene das unvermeidliche Resultat.
Uebersteigt man auf der anderen Seite die Schweißhitze, so wird eines Theils der
Eisenabgang um ein Bedeutendes vermehrt und außerdem das Eisen verbrannt werden,
und die erfolgte Schiene wird ein großblättriges mürbes Gefüge und viele Brüche
auf der Oberfläche zeigen.
Durch richtige Leitung des Feuers allein sind beide Uebelstände zu vermeiden und
diese erfordert ebensowohl einen geschickten als auch sehr sorgfältigen
Arbeiter. Die letztere Eigenschaft der englischen Arbeiter wird indeß bedeutend
benachtheiligt dadurch, daß dieselben nach dem Gewichte der erzeugten Schienen
bezahlt werden, wonach es in ihrem Interesse liegt, so viele Packete als möglich
zu erwärmen. Und deßhalb wird von ihnen meistens weniger auf Qualität als auf
Erzeugung großer Quantitäten hingestrebt.
Aber auch der geschickte und gewissenhafte Arbeiter ist nicht im Stande so große
Packete vollkommen gleichmäßig zu erwärmen, und die Hitze wird bei ihnen nicht
an jeder Stelle dieselbe seyn. Daher denn die Structurverschiedenheit, welche an
verschiedenen Stellen einer und derselben Schiene zu beobachten ist.
Der oben erwähnte nachtheilige Einfluß der gebräuchlichen Zusammensetzung der
Packete ist durch die chemische Zusammensetzung und Structur der verschiedenen
Eisensorten begründet, und bleibt hier noch ein zweiter Nachtheil der
Packetirung zu erwähnen, welcher ein mechanischer
genannt werden dürfte.
Bei der gewöhnlichen Zusammensetzung der Packete aus 1/4 Eisen Nr. 2 und 3/4
Eisen Nr. 1 haben die Kopfplatten (Eisen Nr. 2) die geringe Stärke von 1/2 Zoll, welche verursacht, daß diese Platten auf
dem Transporte von den Oefen nach den Walzen (namentlich von den von letzteren
entfernteren Oefen) durch den äußeren Einfluß der kalten Atmosphäre bedeutend an
Hitze verlieren, wodurch eine vollkommene Schweißung derselben mit dem Kerne der
Packete (Eisen Nr. 1) noch problematischer wird. Diesen Nachtheil beseitigt ein
größeres Verhältniß (1/3 oder 2/5) Eisen Nr. 2, da dann jene Kopfplatten von 3/4
bis 1 Zoll stark sind; und ist deßhalb, wenn man überhaupt zwei Eisensorten zur
Packetirung anwenden will, letztere Zusammensetzung der ersteren
vorzuziehen.
III. Auswalzen der Packete.
Die Walzen, als der Haupttheil des Walzwerkes, erfordern besondere Sorgfalt sowohl in
Bezug auf die Wahl des dazu zu verwendenden Eisens als auf den Guß und die
Abdrehung.
Das Walzeneisen muß fest, dicht und feinkörnig seyn, und man wählt gewöhnlich das
halbirte (mottled) Eisen dazu, da dieses jene
Eigenschaften am besten vereinigt. Walzen von porösem und grobkörnigem Eisen geben
der Schiene ein rauhes Aeußere, und sind außerdem zu häufigen Reparaturen ihrer
Oberfläche und selbst Brüchen im hohen Grade ausgesetzt. Letztere kommen namentlich
häufig an den Scheiben (collars) vor, da diese meistens
hoch und sowohl einem großen Drucke als plötzlichen Temperaturwechsel ausgesetzt
sind.
Der Guß geschieht in Sand und gewöhnlich, als die Qualität des Eisens verbessernd,
aus Flammöfen.
Das Abdrehen der Walzen ist vorzüglich einflußreich auf das Aeußere der Schiene, und
die Form der Cannelirungen ist so zu construiren, daß die Querschnittsabnahme genau
im Verhältnisse zum Widerstände des auszuwalzenden Eisens steht. Verschiedene
Eisensorten machen je nach ihrer Härte und Textur eine Verschiedenheit in den
Cannelirungen nothwendig; die Zahl der letzteren darf aber weder zu klein noch zu
groß seyn, da die Schiene in beiden Fällen an der Oberfläche zerreißen wird: im
ersten Falle durch den zu großen Widerstand gegen das Auswalzen und im zweiten durch
die zu große Abkühlung der Schiene.
Die englischen Walzendreher (roll-turners)
besitzen größtentheils eine ganz vorzügliche Geschicklichkeit in ihrem Geschäfte,
und vielfach sah ich von ihnen die Zubereitung von Walzen für ein ganz neues
Schienen-Profil, welche so vollkommen war, daß der erste Walzversuch mit denselben ein untadelhaftes Product lieferte.
Bei Anwendung von hohen Packeten und doppelter Schweißung sind die Cannelirungen auf drei Walzenpaare
vertheilt.
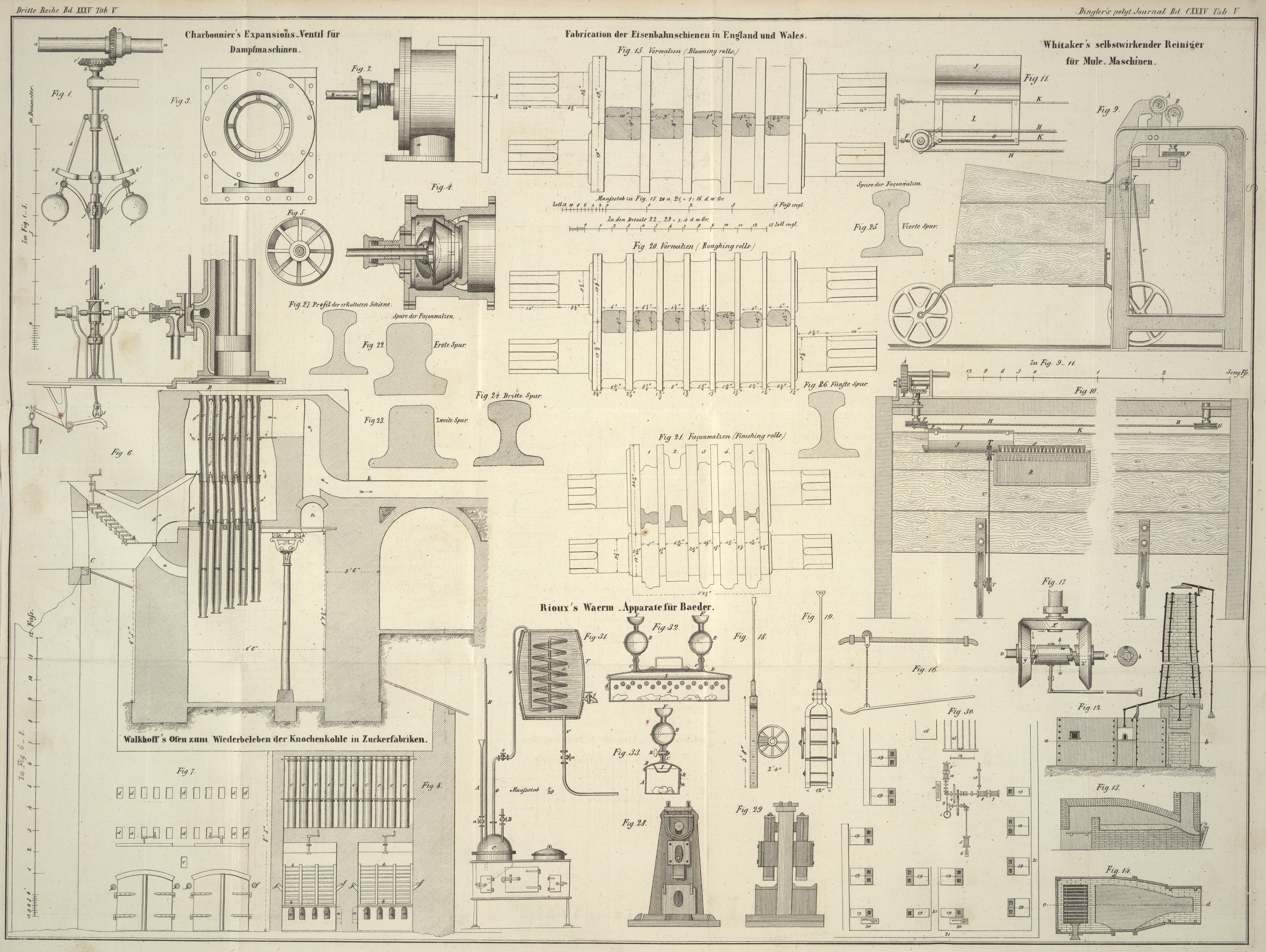
Fig. 15 zeigt
die in einem englischen Eisenwerke gebräuchlichen Vorwalzen (blooming rolls) für die erste Schweißung.
Die Maaße der Walzen und Spuren sind in der Zeichnung angegeben, woraus sich der
große Durchmesser der ersteren ergibt. Letzterer ist der tiefen Spuren wegen
erforderlich. Ferner ist es von Wichtigkeit, daß die erste Spur verhältnißmäßig groß ist, da die Porosität der Packete ein
leichtes Aufnehmen von den Walzen erschwert. Das feilenförmige Einhauen der Spuren
und Aufwerfen von Sand auf die Packete sind immer nur von zweifelhaftem Erfolg und
haben allemal einen nachtheiligen Zeitverlust und ein Abkühlen des Eisens zur
Folge.
Die Geschwindigkeit dieser Walzen beträgt von 23 bis 25 Umdrehungen in einer Minute,
und muß so gering seyn zur bessern Entfernung der Schlacken aus dem Eisen, wie auch
zur Begünstigung der Schweißung.
An beiden Seiten der Walzen befinden sich gußeiserne Platten (roughing plates) zur Auflage der Packete beim Ein- und Ausgange
derselben aus den Spuren; außerdem ist hinter den Walzen ein Hebel (hook) (s. Figur 16) zum Heben der
Packete über die Walzen angebracht.
Letzterer wird in einigen Werken von Wales und England durch folgende, von Ellis patentirte Einrichtung der Walzen ersetzt. Die
Walzen sind von gewöhnlicher Construction; an der Achse der untern Walze ist ein
Getriebe befestigt, welches die Bewegung auf die obere Walze fortpflanzt. In dieses
Getriebe greift eine gezahnte Stange ein, an welche eine von der Schwungradwelle der
Dampfmaschine bewegte Kurbelstange angeschlossen ist, so daß das Getriebe und die
Walzen sich nicht stetig nach derselben Seite, sondern abwechselnd nach
verschiedenen Seiten drehen und letztere die Packete der Länge nach rückwärts und
vorwärts auswalzen.
Derselbe Zweck wird durch die in Fig. 17 dargestellte
Maschinerie erreicht. Das conische Rad x ist an der
Schwungradwelle befestigt und die Räder y und z laufen lose auf der mit den Walzen verbundenen Welle
v. Diese hat zwischen jenen Rädern eine Verstärkung
von quadratischer Form mit einem Muffenstück w, welches
durch einen nach dem Walzengerüst reichenden Hebel beweglich ist. Die Räder y und z besitzen an der
innern Seite Verstärkungen, die mit der Form der Muffe correspondiren und durchs
Einrücken der letzteren in die Verstärkung des einen oder andern Rades wird den
Walzen eine abwechselnde Bewegung mitgetheilt.
Diese Einrichtung nun hat außer Ersparung an Arbeitslohn eine Verbesserung des Eisens
zur Folge, indem beide Enden der Packete gleichartig ausfallen werden.
Bei Anwendung des Hebels sind zur Bedienung dieser Walzen zwei Männer (roller und catcher) und zwei
Knaben (hookers) erforderlich; die Knaben werden bei
Anwendung des Ellis'schen Walzwerkes erspart.
Die schweißwarmen Packete werden von den Oefen nach den Walzen und ebenso zurück für
die zweite Schweißung auf eisernen zweirädrigen Karren (Fig. 18 und 19)
gefahren.
Die zweiten Vorbereitungswalzen (roughing rolls) sind mit den Façonwalzen (finishing rolls) durch Kuppelungswellen verbunden und haben daher gleiche
Geschwindigkeit mit denselben.
Die Dimensionen beider Walzenpaare wie die ihrer Spuren sind durch Fig. 20 und 21 angegeben;
außerdem enthalten die Figuren 22, 23, 24, 25 und 26 die
Cannelirungen der durch Fig. 21 gegebenen
Façonwalzen in 1/4 der wirklichen Größe und Figur 27 ist das
wirkliche Schienenprofil in 1/4 der wirklichen Größe, durch dessen Vergleichung mit
der letzten Cannelirung die Contraction der rothwarmen Schiene zu ersehen ist.
Die Geschwindigkeit dieser Walzenpaare ist in den Werken Englands und Wales sehr
verschieden. Sie beträgt in den meisten Werken Staffordshire's, Shropshires, des
nördlichen Englands und in einigen wenigen von Wales 60 bis 65, in den meisten
Werken von Wales aber 75–80 und in einem des
letzteren Landes sogar 95–104 Umdrehungen pro
Minute. Dieselbe muß stets mit der Beschaffenheit des Eisens in Verhältniß stehen,
darnach aber auch stets bei diesen Walzen größer seyn, als bei den ersten
Vorwalzen.
Die Bedienung dieser beiden Walzenpaare geschieht durch vier Walzer (zwei rollers und zwei catchers)
und vier Knaben (hookers) mit Hülfe von drei Hebeln.
Die Ellis'sche Einrichtung ist der großen Geschwindigkeit
wegen bei diesen Walzen unausführbar.
Bei einfacher Schweißung hat man nur ein Paar Präparirwalzen.
Alle diese Apparate mit den erforderlichen Bewegungs-Maschinen sind in England
und Wales zu einem hohen Grade der Vollkommenheit gebracht. Ebenso ist die
Handgeschicklichkeit, Kraft und Ausdauer der brittischen Walzer ausgezeichnet und
bedeutend größer als bei allen continentalen Arbeitern. Unbedingt hat das besondere
Klima Englands und die damit nothwendig verbundene Lebensweise der Bewohner hierauf
einen großen Einfluß, außerdem aber auch die frühe Gewöhnung der Engländer zur
Arbeit, wobei auf der andern Seite die geistige Ausbildung wieder zu sehr
vernachlässigt wird.
Durch gute Apparate und geschickte Manipulation wird nun in England und Wales
Bedeutendes geleistet und vielfach aus einem schlechten Material ein wenigstens gut
aussehendes Product erzeugt.
Die gewöhnliche Productionsfähigkeit eines Schienenwalzwerkes beträgt circa 500 tons pro Woche,
doch erzeugt ein in Wales befindliches Schienenwalzwerk,
bei doppelter Schweißung, die überraschend große
Quantität von 850 bis 900 tons wöchentlich.
IV. Abschneiden der
Schienen.
Die Schienen werden im warmen Zustande, sobald sie von den Walzen kommen, durch
Kreissägen abgeschnitten und zwar der Contraction wegen, welche 1/8 Zoll für jeden
englischen Fuß beträgt, etwas länger als zum bestimmten Maaß. Mit dem Hitzgrade der
Schienen variirt die Contraction und da derselbe nicht bei allen Schienen gleich
ist, so ergibt sich eine Verschiedenheit in der Länge der letztern.
Jene Kreissägen waren früher aus Stahl angefertigt und ökonomische Rücksichten haben
veranlaßt, daß jetzt größtentheils eiserne Sägen angewandt werden. Diese stehen
jedoch den ersteren in Bezug auf Leistung bedeutend nach; sie erfordern sehr
häufiges Schärfen und auch im scharfen Zustande schneiden sie nur stumpf, wodurch
die Stirnen der Schiene rauhe Flächen bekommen und häufig sogar das ganze
Schienen-Profil vergrößert und verändert wird.
Man sucht diesen Uebelstand dadurch auszugleichen, daß man die Schienenenden
unmittelbar nach erfolgtem Abschneiden abfeilt.
V. Dressiren der Schienen.
A. Auf der Richtbank. (Im
warmen Zustande.)
Jedes Eisen von verschiedenen Dimensionen wird nicht gerade bleiben, wenn es warm gerichtet wurde, da die dünnern Theile rascher
erkalten, wodurch eine ungleiche Contraction und Biegung des Stabes bewirkt
wird.
Um dieses zu vermeiden, wendet man convexe Richtbänke
an, auf welchen den warmen Schienen vermittelst Holzschlägel die Form der
Richtbank mitgetheilt wird, und die convexe Schiene richtet sich beim
allmählichen Abkühlen gerade.
Der Wölbungsgrad der Richtbank hängt vom Profile der Schiene und der Qualität des
Eisens ab.
Bei diesem Richten ist große Sorgfalt darauf zu verwenden, daß die Schläge mit
dem Holzschlägel genau auf die Achse der Schiene geführt werden, da ein schiefer
Schlag die warme Schiene aus ihrer Achse biegen wird. Außerdem bewirken die
Schläge häufig eine geringe Profil-Veränderung der Schienen.
B. Unter der Presse. (Im
kalten Zustande.)
Die in England und Wales meistens angewandten Pressen sind durch Fig. 28 und 29
dargestellt. Diese lassen in ihrem Erfolge nichts zu wünschen übrig und sind den
Schrauben-Pressen vorzuziehen, da ungleich rascher damit gearbeitet
werden kann. Hohe, schwere und nicht zu lange Schienen können am vollkommensten
gerichtet werden, denn sobald die Schienen leicht und lang sind, werden sie
durch ihr eigenes Gewicht wieder gebogen werden. Die Länge von 21 Fuß aber darf
überall nicht ohne Nachtheil für das Richten überschritten werden.
Empfehlenswerth dürfte es seyn, auch hier die Schienen etwas convex zu richten, indem dadurch einer nachtheiligen
Durchbiegung beim Gebrauche derselben entgegengewirkt wird.
VI. Lochen und Ausklinken der
Schienen.
Das Lochen der Schienen für Verbindung derselben durch
Laschen erfordert große Sorgfalt, da eine nicht vollkommen richtige Stellung der
Löcher zu unendlichen Schwierigkeiten beim Legen der Schienen führt, die oftmals mit
den geringen Hülfsmitteln, welche auf der Bahn zu Gebote stehen, gar nicht zu
überkommen sind.
Mögen die Laschen nun durch drei oder vier Bolzen befestigt werden, so befinden sich
an jedem Schienenende zwei Auslochungen, und diese sollten stets durch nur eine
Bewegung der Maschine hergestellt werden, da dann bei einmal richtiger Stellung der
Dornen eine Ungenauigkeit der Auslochungen fast unmöglich ist. In vielen englischen
Eisenwerken geschieht das Lochen auf diese Weise, doch in anderen wird wegen
geringer Stärke der Maschinen nur eine Auslochung zur
Zeit gemacht, welches häufige Unrichtigkeiten in der Stellung der Löcher
veranlaßt.
Die in Figur
28 und 29 dargestellte Presse wird vielfach auch zum Lochen von Schienen
benutzt, indem man bis zu acht Auslochungen durch eine
Bewegung dieser Maschine bewerkstelligt.
Von weniger großem Nachtheile möchte ein geringes Versehen im Ausklinken oder Lochen
des Schienenfußes seyn, doch auch dieses sollte möglichst auf die vorerwähnte Weise
geschehen.
VII. Vollendung der
Schienen.
Unter IV, Abschneiden der Schienen, ist erwähnt worden, daß die Schienen verschieden
lang ausfallen und die rauhen Stirnflächen derselben abgefeilt werden.
Der heiße Zustand der Schienen weist aber schon hinlänglich darauf hin, wie
unvollkommen jenes Abfeilen seyn muß – in der That ist jene Arbeit eine der
angreifendsten der ganzen Schienen-Fabrication – und es sollten alle
Schienen mit Feile, Meißel, Hammer, Winkel, Profilstück und Längenmaaß und auch gleichfalls,
wie in Belgien geschieht, durch Hobelbänke nachgearbeitet und vollendet werden. Doch
sowohl in England als in Wales wird diese Vollendung der Schienen im Allgemeinen
sehr vernachlässigt, welches hauptsächlich durch die früheren geringen
Schienenpreise verursacht ist und worüber in einem späteren Capitel gesprochen
werden wird.
VIII. Grundplan eines Schienenwalzwerkes
in Wales.
Fig. 30 zeigt
den Grundplan eines Werkes, welches sich sowohl in Bezug auf Vorzüglichkeit aller
seiner Apparate und Maschinen, als auch auf Arrangement desselben als eines der
besten in Wales auszeichnet.
In dieser Zeichnung bezeichnet:
1) Dampfmaschine.
2) Balancier.
3) Krummzapfen.
4) Schwungrad.
5) Vorwalzen für die erste Schweißung.
6) Schere zum Zerschneiden von Schienen und
Schienenpacketen.
7) Vorwalzen für die zweite Schweißung.
8) Façon-Walzen für
Schienen.
9) Vorwalzen10)
Façon-Walzen
für Stabeisen.
11) Drehbank.
12) Kreissägen.
13) Wagen zum Transporte der gewalzten Schienen nach den
Sägen.
14) Richtbank.
15) Lager für die Schienen zum Abkühlen derselben.
16) Gebäude mit den verschiedenen Richtmaschinen.
19) Schweißöfen.
20) Dampfscheren zum Zerschneiden der Eisenstäbe für die
Packete.
21) Schienenwege.
IX. Schienenprofil.
Bei der Wahl des Schienenprofils sind in Betracht zu ziehen:
1) die Bedingungen, welche der Eisenbahn-Ingenieur an
die Schiene stellen muß, und
2) die Möglichkeiten, welche vom Schienenfabrikanten erfüllt
werden können.
Durch die Untersuchungen Barlow's, Weishaupt's und anderer sind erstere hinreichend erörtert worden und
sollen deßhalb nur letztere hier näher ins Auge gefaßt werden.
Es sind folgende unterscheidende Profile vorgeschlagen und je nach der Ansicht der
betreffenden Ingenieure für verschiedene Eisenbahnen adoptirt, obgleich in der That
noch jeder durch größere oder geringere Veränderungen eine Verbesserung der Schienen
angestrebt hat.
a. Breitbasige Schienen.
b. Stuhlschienen.
c. Schienen.
d. Barlow's Schienen.
Vorausgesetzt, daß sämmtliche Schienen für ihren Zweck hinreichend stark construirt
sind, so wird die Haltbarkeit der Schienen a und b vollkommen gleich seyn, indem die Bildung des Kopfes
allein die Dauer der Schiene begründet, und dieser
bei beiden Schienenprofilen auf dieselbe Weise darzustellen ist. Der Fuß dagegen ist
bei beiden unwesentlich, da breitbasige Schienen zu ihrer Herstellung kein besseres
Eisen verlangen, sondern diese größere Schwierigkeit in vielen Werken durch die
Vollkommenheit der Walzapparate allein schon besiegt wird; und zweitens der Zweck
des Umdrehens der Stuhlschienen ganz verloren geht, indem der in den Stühlen
liegende Theil derselben gewöhnlich zuerst abgenutzt ist.
c. Die Fabrication der Schienen ist im
Allgemeinen schwieriger als die der beiden ersten Arten, und die complicirte Form
derselben kann nicht allein durch Vollkommenheit der Apparate ausgeglichen werden,
sondern erfordert stets ein besseres (weicheres) Eisen. Aber auch ohne diese
Anwendung bedingt die besondere Form dieser Schienen eine solche Pressung und
Dehnung des Eisens durch die Walzen, wodurch dasselbe allein schon sehniger und
weicher und daher der raschen Abnutzung zugänglicher gemacht wird.
d. Die Barlow'schen Schienen
dienen als vortrefflicher Beweis, wie auch die schwierigsten Formen durchs Walzen
vollkommen hergestellt werden können. Doch hat diese complicirte Form eine
Verschlechterung der Schiene zur Folge, indem das über die Fabrication der
Schienen Gesagte bei diesen in vergrößertem Maaße Anwendung findet.
Es ist vorhin schon erwähnt worden, wie jeder mit der Anlage einer Eisenbahn
beschäftigte Ingenieur eine Normal-Schiene zu construiren versucht hat, und
daher kommt es denn, daß eine jede Eisenbahn-Gesellschaft ein besonderes
Schienen-Profil auf ihren Bahnen anwendet. Indem nun so kaum einmal zwei
Ingenieure in diesem Punkte mit ihren Ansichten übereinstimmen, liegt die Annahme
nicht fern, daß noch Keiner die gewünschte Normal-Schiene dargestellt hat. Wohl aber sind
jetzt hinreichende Erfahrungen über alle verschiedenen zur Anwendung gekommenen
Profile gesammelt worden, und auf Grund dieser erlaube ich mir, den verehrlichen
Eisenbahn-Verwaltungen in Folgendem einen Vorschlag zu machen, welcher durch
seine Folgen von der höchsten Wichtigkeit seyn dürfte.
Nach den jetzigen Erfahrungen und mit Beiseitelegung aller Vorurtheile kann es nicht
mehr schwer fallen, ein Schienenprofil zu wählen, welches die meisten erreichbaren
Anforderungen erfüllt.
Dieses nun möge von einer Anzahl competenter Ingenieure festgesetzt und, wo möglich,
von sämmtlichen Eisenbahnverwaltungen adoptirt werden.
Die daraus entspringenden Vortheile sind wahrlich so groß, um zum energischen Handeln
für Erreichung des Zweckes auffordern zu müssen.
Die Herstellung von Schienen nach einem dem Fabrikanten neuen Profile ist für diesen
allemal mit Schwierigkeiten verbunden, welche erst durch längere Uebung überwunden werden können, und je größer die Anzahl einer zu
walzenden Schienensorte ist, um so sicherer wird die größte Vervollkommnung der dazu
nöthigen Apparate etc. zu erreichen seyn.
Ein wie bedeutend vollkommeneres Product würde nun noch erlangt werden, wenn
sämmtliche Schienenfabrikanten die Erzeugung einer
Schienensorte verfolgen und vervollkommnen könnten!
Den zweiten und unberechenbaren Vortheil würde die große Umwandlung des
Schienenhandels ergeben. Die Fabrikannten wären im Stande gleichmäßig zu arbeiten
und Vorrathe zu halten, und dadurch würden die Schienen nicht allein von besserer
Qualität darzustellen, sondern auch zu billigern Preisen anzukaufen seyn!
X. Schienenpreise.
In den vorstehenden Capiteln ist versucht worden, sowohl die Vorzüge als Mängel der
englischen Schienenfabrication darzustellen, und leider ergibt das Resumé,
daß die letzteren überwiegend sind; indeß ist es eine Verpflichtung, die Gründe noch
zu erwähnen, welche großentheils die mangelhafte Fabricationsweise veranlaßt haben.
Es ist dieß vor allem der zu niedrige Preis, der sich aus
der nachstehenden, auf sorgfältige Ermittelungen gestützten
Selbstkosten-Berechnung der Schienen ergibt, welche für die gewöhnlichere
Packetirung aus 3/4 Eisen Nr. 1 und 1/4 Eisen Nr. 2 und in der Periode
1851–1852 zusammengestellt ist, während welcher die Schienen zu L. 5 und selbst zu L. 4. 10
sh. per ton verkauft wurden.
Eisen Nr. 1.
L.
s.
d.
Roheisen, 23 cwt 1 qrt. 16 lbs,
(1 Ton = 40 sh.)
2
6
9
Steinkohlen, 14 cwt, (1 Ton =
6 sh.)
–
4
2
Arbeitslohn etc.
–
6
3
––––––––––
1 Ton Eisen Nr. 1 = L.
2
17
2
Eisen Nr. 2.
L.
s.
d.
Eisen Nr. 1, 22 cwt 0 qrt. 26 lbs
3
3
5
Steinkohlen, 8 cwt
–
2
5
Arbeitslohn etc.
–
2
6 1/2
–––––––––––––
1 Ton Eisen Nr. 2 = L.
3
8
4 1/2
Schienen.
L.
s.
d.
Eisen Nr. 1, 18 cwt 3 qrt. 0 lbs
2
13
7
Eisen Nr. 2, 6 cwt 1 qrt. 0 lbs
1
1
4
Steinkohlen: Erste Schweißung, 7 cwt
–
2
1
Zweite Schweißung, 2 cwt
–
–
7
Arbeitslöhne:
Zerschneiden der Stäbe für
die Packete
–
–
2
Packetirung
–
–
1
Erste Schweißung
–
1
1
Zweite Schweißung
–
–
6 1/2
Transport der Packete von
den Oefen nach den Walzen
–
–
5
Erste Walzung
–
–
3
Zweite Walzung
–
1
10
Abschneiden und Feilen der
Schienenenden
–
–
3
Richten der Schienen
–
–
8 1/2
Nachsicht derselben
–
–
4 1/2
Lochung derselben
–
–
4
Transport derselben nach
dem Verschiffungsplatze
–
4
6
Andere Transportkosten für
Sand, Schlacken etc.
–
2
6
Unterhaltung der Oefen und Maschinen
–
12
–
Unterhaltung der Gebäude und
Capital-Verzinsung
–
–
6
Gehalt der Beamte
–
–
3
–––––––––––––––
= L.
5
3
4 1/2
Davon
der Gewinn an rauhen Schienenenden
–
8
7
Bleiben
die Selbstkosten für 1 Ton Schienen
= L.
4
14
9 1/2
In dieser Rechnung nun sind Ausfall-Schienen, welche auch bei der
vollkommensten Fabrication vorkommen werden, noch nicht in Anschlag gebracht, und
zieht man ferner in Betracht, daß der Fabrikant für die Gefahr seiner großen Auslage und
die damit nothwendig verbundene Sorge, für seine Arbeit und Anstrengungen auch
äquivalente Remuneration gerechter Weise erwarten darf, so drängt sich die
Ueberzeugung auf, daß Schienen nicht mit Vortheil zum Preise von L. 5 verkauft werden können.
Der große Bedarf an Schienen und daneben etwas Speculation führten später ein rasches
Steigen der Preise herbei, doch damit gleichzeitig trat eine Erhöhung der
Arbeitslöhne – die vielfach durch die unglücklichen, auf sämmtliche Fabriken
Englands so nachtheilig wirkenden strikes der Arbeiter
erzwungen wurden – und eine Vertheuerung aller zur Eisenfabrication
erforderlichen Materialien und Hülfsmittel ein.
Aus diesen Gründen, und indem die Fabrikanten außerdem ihren gehabten Schaden
möglichst auszugleichen suchten, hob sich die Fabrication nicht in der Weise als die
Kaufpreise der Schienen es hätten erwarten lassen sollen.
Und auch jetzt sind nur trübe Aussichten für eine reelle Verbesserung, da der
Eisenbedarf gegen die Production so sehr überwiegend ist, daß der englische
Fabrikant sich nicht, und wenn überhaupt, nur durch unverhältnißmäßig große Opfer
darauf einlassen wird, von seiner gewöhnlichen Fabricationsweise abzugehen. Und fast
jedes civilisirte Land der Erde ist durch sein Eisenbedürfniß mehr oder weniger von
England abhängig!
Indem nun dieses Bedürfniß so groß ist, daß selbst die jetzigen politischen
Verhältnisse Europa's nur wenig auf den Eisenhandel einwirken konnten und der
doppelte Nachtheil, die Vertheuerung der Fabricate mit gleichzeitiger
Verschlechterung derselben, immer fühlbarer wird, so ist die schleunigste Benutzung
aller noch unbenutzten Hülfsquellen anderer Länder für die Eisenindustrie dringende
Verpflichtung!
Tafeln