| Titel: | Schraubennägel-Fabrication für Eisenbahnen. |
| Fundstelle: | Band 139, Jahrgang 1856, Nr. LVI., S. 244 |
| Download: | XML |
LVI.
Schraubennägel-Fabrication für
Eisenbahnen.
Mit einer Abbildung auf Tab. IV.
Ueber Schraubennägel-Fabrication für
Eisenbahnen.
Die Schraubennägel-Fabrication für die Oravitz-Baziascher Eisenbahn
wurde anfänglich mit Hand betrieben, und zwar auf die Weise, daß die abgestückten
und mit Köpfen versehenen Nägel durch eine eigene dreimännische Kühr mit Gewinden
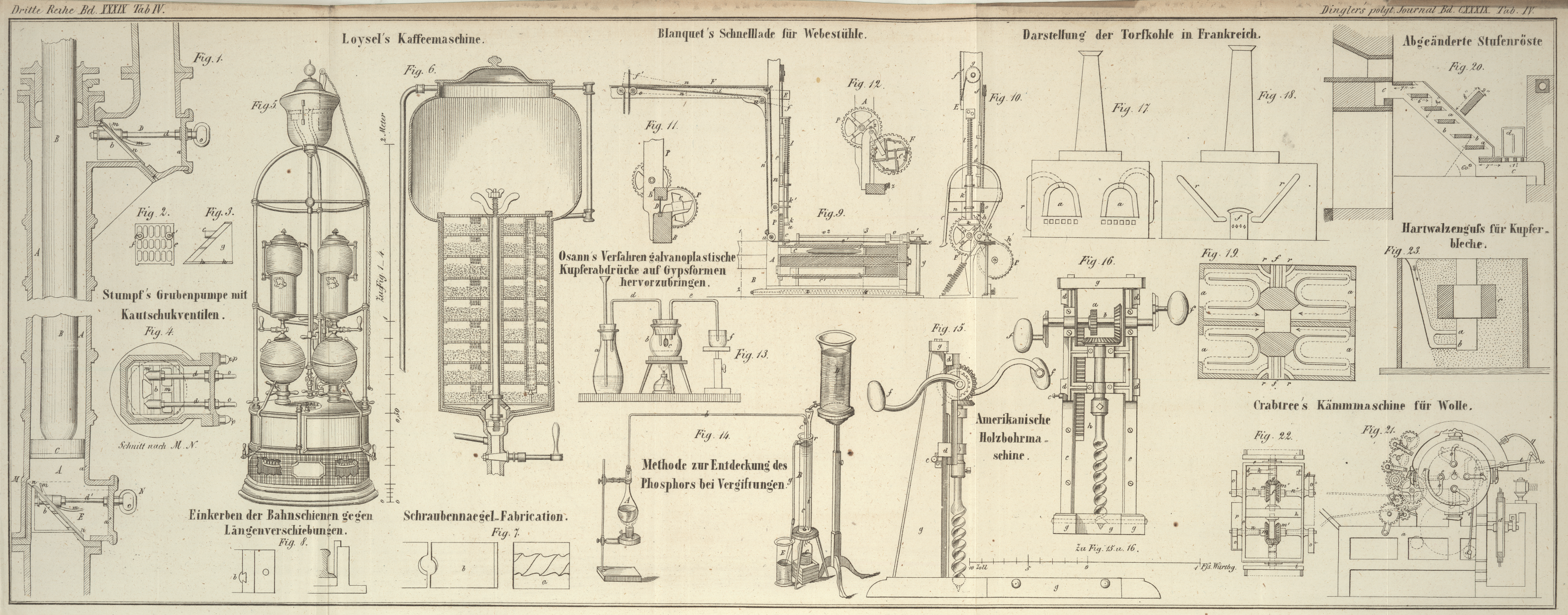
versehen wurden. (Fig. 7.) Das sogenannte Gewindschlagen bestand darin, daß der warm
gemachte Nagel in ein aus zwei symmetrischen Theilen, einem obern losen a und einem untern fixen mit Gewinden versehenen Gesenke
b so gehandhabt wurde, daß der Verarbeiter dem in
dieser Stanzvorrichtung befindlichen Nagel eine der zu schlagenden Schraube
entsprechende vor- und rückwärts gehende Bewegung unter gleichzeitig
erfolgten Hammerschlägen der Helferschmiede ertheilte.
Da aber eine solche Kühr täglich nur bei 300 Stück Nägel fabricirte, ließ ich zur
größeren Förderung dieser Arbeit eine zu anderen Zwecken bestimmte Schmiedemaschine
aufstellen, in welcher, gerade so wie oben beschrieben wurde, Gesenke aus zwei
symmetrischen, mit Gewinden versehenen Theilen angebracht wurden. Durch die
Combination des beschriebenen Verfahrens mit der Hand und dem per Minute 80mal sich wiederholenden senkrechten Druck der
Schmiedemaschine, wodurch die Aufschlägerarbeit gänzlich erspart wurde, gelang das
Gewindeindrücken so vollkommen, daß mit Leichtigkeit des Tags per Mann 2000 Stück Nägel mit einer Stanze allein vollendet werden
konnten, während noch vier solche Stanzen an derselben Maschine zur Verfügung
standen.
Das Glühen der Nägel vor dem Gewindschlagen fand in einem sogenannten Holloffeuer
statt. Die Kosten der Handarbeit zu der Maschinenarbeit verhielten sich im
Allgemeinen wie 5 zu 1.
Die Vortheile der beschriebenen einfachen Methode gegen die sonst gebräuchliche des
Gewinddrehens aus einem dreiseitigen Prisma, bestehen nach meiner Ansicht
hauptsächlich in der besseren Qualität des Productes, weil bei jener das Eisen
zusammengedrückt, bei dieser hingegen die Fasern desselben gedehnt, gedreht und
theilweise abgerissen werden. Bergrath Moschitz.
(Oesterreichische Zeitschrift für Berg- und Hüttenwesen, 1855, Nr. 46.)
Tafeln