| Titel: | Die Fabrik kleiner Feuerwaffen des Obristen Colt. |
| Fundstelle: | Band 140, Jahrgang 1856, Nr. XV., S. 81 |
| Download: | XML |
XV.
Die Fabrik kleiner Feuerwaffen des Obristen
Colt.
Aus dem London Journal of arts, Januar 1856, S.
1.
Mit Abbildungen auf Tab.
II.
Ueber Colt's Fabrik kleiner Feuerwaffen.
Die Fabrik kleiner Feuerwaffen des Obristen Colt zu
Thamesbank, Vauxhall bei London, hat durch ihre wohlfeilere Production eine
gänzliche Umwälzung in der Gewehrfabrication Englands hervorgebracht.
Das Unternehmen wurde aus Amerika auf den englischen Boden verpflanzt. Bekanntlich
ist man in Europa zuerst durch die Londoner Industrie-Ausstellung mit den in
den Vereinigten Staaten gebräuchlichen Repetitionsgewehren, den sogenannten Revolvern von Colt bekannt
geworden. Zu jener Zeit war nämlich die Einfuhr von Feuerwaffen aus fremden Ländern
in Britannien streng verboten, und obgleich die Revolver bei dem Militär bald in
Gunst kamen, so konnten doch selbst in das Ausland commandirte englische Officiere
dieselben nur mit besonderer Erlaubniß des Schatzamtes kaufen. Später wurden etwa
300 von diesen Gewehren angekauft und nach Südafrika gesendet, um sie gegen die
Kaffern zu gebrauchen. Dieser Ankauf bestimmte den Obristen Colt eine Gewehrfabrik in England anzulegen, jedoch nicht für Feuerwaffen
im Allgemeinen, sondern bloß für Revolver, die sich erst Eingang in Europa
verschaffen sollten. Diese Anlage verursachte bedeutende Kosten und fand zahlreiche
Widersacher. Stellt man einen Vergleich zwischen der bis jetzt in London und
Birmingham üblichen Waffenfabrication mit der neuen an, so wird man leicht einsehen,
wie wenig die mittelst der letztem erzeugten Militärgewehre gegen jene kosten
werden.
Die Fabrik zu Thamesbank ist nur klein gegen diejenige, welche Obrist Colt zu Hartford in Connecticut in den Vereinigten
Staaten angelegt hat. Sie
hat aber doch eine bedeutende Größe und ist überdieß ganz eigenthümlich, da Vieles
durch Maschinen bewirkt wird, was bei dem alten Fabricationsverfahren nur von
Menschenhänden ausgeführt wurde. Die Maschinen können in viererlei Classen getheilt
werden, nämlich in solche zum Schmieden, Drehen, Bohren und Rändeln. Die letztern
drei Arbeiten werden größtentheils im Erdgeschoß und im ersten Stockwerk der Fabrik
ausgeführt. Dieselbe besteht in einem festen Ziegelsteingebäude von etwa 350 Fuß
Länge, welches außer dem Erdgeschoß drei Stockwerke hat. Im Erdgeschoß sind die
Hobelmaschinen und andere schwere Apparate aufgestellt, welche zur Construction
neuer Werkzeuge verwendet werden, oder um Reparaturen auszuführen u.s.w. Im obersten
Stock werden die Waffen zusammengesetzt und von geschickten Werkleuten die
Vollendungsarbeiten ausgeführt. Auf dem Fabrikhofe sind in einer Reihe von Schoppen
Zimmerleute und Schmiede beschäftigt. Die Anzahl der Arbeiter: Männer, Frauen und
Kinder, beträgt über 200; sie sind in Gruppen eingetheilt und wurden anfänglich von
amerikanischen Arbeitern aus Hartford beaufsichtigt, welche, da sie stückweis
bezahlt wurden, ein persönliches Interesse an einer beschleunigten Production
hatten. Jetzt sind aber diese Stellen größtentheils von den fleißigsten und
geschicktesten englischen Arbeitern besetzt, die erst in der Fabrik die Maschinen
kennen lernten.
Ehe wir das Betriebsverfahren der Fabrik und die neuen Maschinen zur Anfertigung der
verschiedenen Theile der Colt-Pistolen beschreiben, wollen wir in Kürze die
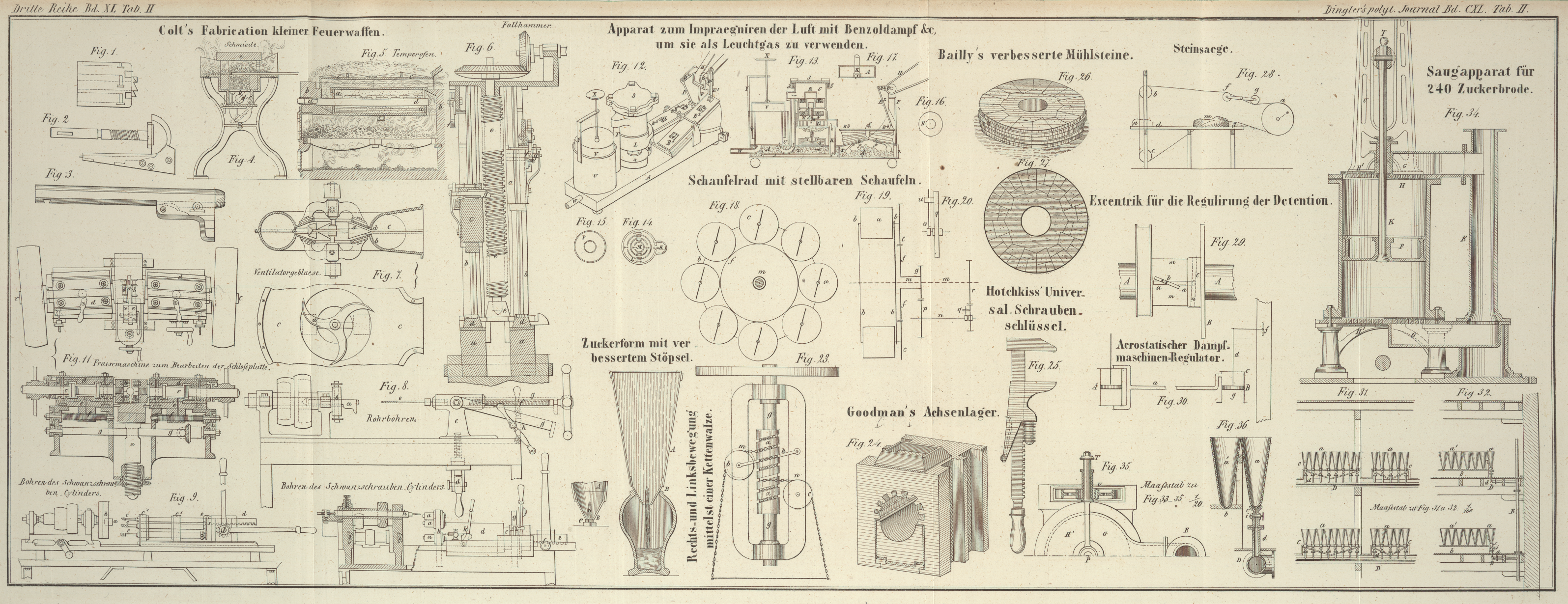
Construction der Revolver-Pistolen erläutern. Die Colt-Pistole ist
bekanntlich eine Repetitionswaffe mit einem sich drehenden
Schwanzschrauben-Cylinder (Fig. 1), welcher zur
Aufnahme von sechs Patronen ausgebohrt ist. Dieser Cylinder dreht sich um eine
Schwanzschraube, welche an einer metallenen massiven Schloßplatte (lock-frame) befestigt ist, deren hinteres Ende,
das sogenannte Rückstoßblech (recoil shield),
rechtwinkelig auf dem andern Theil steht (Fig. 2). Die geladenen
Pulverkammern des Schwanzschrauben-Cylinders werden nach einander in eine
Linie mit dem gezogenen Lauf gebracht (Fig. 3), welcher gegen die
Schloßplatte stößt und mittelst eines Keils mit der Schwanzschraube fest verbunden
ist; der Keil geht durch Schlitze, mit denen diese Stücke versehen sind. Die Drehung
des Schwanzschrauben-Cylinders wird durch eine Klinke bewirkt, die mit dem
Hammer (Batterie) verbunden ist und in einen Ring von Sperrzähnen greift, die an dem
Hintertheil des Cylinders angebracht sind) der Bügel nebst mehreren anderen Theilen
ist wie bei andern Pistolen eingerichtet. Da die Repetionsgewehre eine etwas
complicirte Construction haben, so wäre es zu weitläuftig, die Fabrication derselben
bis in die Einzelnheiten zu verfolgen; wir wollen daher nur die wichtigsten
Arbeiten besprechen und die dazu verwendeten Maschinen beschreiben.
Unsere Aufmerksamkeit muß sich zuerst einer Reihe von Schmieden zuwenden, die eine
etwas neue Construction haben und die von Arbeitern bedient werden, deren Aufgabe es
ist, rothwarme Stäbe zu liefern, aus denen dann die Laufe und Schloßtheile
ausgeschmiedet werden, ferner die verschiedenen Theile wieder zu wärmen, damit ihnen
dann mittelst einer Reihe von Operationen die erforderliche Gestalt gegeben werden
kann. Die Einrichtung der Schmiede macht es nicht nothwendig, das Metall mit Kohlen
zu umgeben, und gestattet die Stäbe und schon gebildeten Theile stets im Auge zu
behalten; es wird dadurch die Gefahr, das Metall zu verbrennen, vermieden. In dieser
Schmiede, von der Fig. 4 einen senkrechten Querdurchschnitt darstellt, befindet sich das
Feuer unter dem Herd oder der Platte a, auf welche die
zu wärmenden Stäbe und Gewehrtheile gelegt werden. Der Rost b, auf welchem das Feuer liegt, hängt an dem Feuerkasten, und unter ihm
ist ein verschlossener Aschenkasten c angebracht, dessen
fallthürartiger Boden durch Riegel in seiner Lage erhalten wird und der auch den
Rost trägt. Die Kohlen und die Asche entfernt man durch Oeffnen des Bodens und des
Rostes, so daß beide in die durch punktirte Linien bezeichnete Stellung kommen.
Mittelst der Röhre d wird ein Gebläseluftstrom in den
Aschenkasten geführt; durch diese Gebläseluft, welche durch das Feuer dringt und die
Flamme, welche durch die Ziegelsteine e niedergedrückt
wird, veranlaßt nach rechts und nach links zu streichen, können Stäbe von jeder
erforderlichen Länge gewärmt werden. Man verbrennt in diesen Schmieden
Anthracitkohlen, die von der nach beiden Seiten streichenden Flamme nach und nach
erhitzt werden und daher nicht zersplittern, wie es der Fall ist, wenn sie sogleich
in die volle Gluth kommen.
Zum Ausschmieden der Läufe nimmt man eine Anzahl von etwa 1 1/2zölligen
Quadratstangen des besten Sheffielder Stahls (wahrscheinlich Gußstahl), wärmt sie in
einer Schmiede der obigen Art und übergibt sie, einen nach dem andern, einem
Schmied, welcher mittelst der Ryder'schen
SchmiedemaschineBeschrieben im polytechn. Journal Bd.
CXXXIX S. 100. am Ende des Stabes einen Lauf aus dem Groben bearbeitet, indem er den
rothwarmen Stahl zwischen die verschiedenen Gesenke der Maschine bringt. Darauf
schneidet er den ausgeschmiedenen Theil mittelst eines Durchschnittes ab und gibt
den Stab dem Feuermann zurück. Der Schmied erhält alsdann einen zweiten rothglühenden Stahlstab, mit dem
er wie vorher verfährt und auf diese Weise sehr schnell die Röhre eines nach dem
andern aus dem Groben bearbeitet. Es ist dieß die einzige Schmiedeoperation, welche
viel Geschicklichkeit zu erfordern scheint. Die Röhren werden nun wieder gewärmt und
dann der zweiten und vollendenden Schmiedearbeit unterworfen, um dem hintern Ende
die gehörige Form zu geben, woraus sie zum Ausglühen oder Tempern (annealing) gelangen.
Dieses Ausglühen ist vielleicht die wichtigste Arbeit bei der Fabrication der
Feuerwaffen, da die Explosivkraft die Qualität des Metalles bekanntlich auf die
strengste Probe stellt. Zu welcher Vollkommenheit man in dem Thamesbank-Werke
das Ausglühen oder Tempern gebracht hat, ersieht man aus Folgendem: – Die
Bügel werden aus Eisen gegossen und sind, wenn sie aus den Formen kommen, so spröde,
daß sie häufig wie Glas zerbrechen. Nachdem sie aber getempert worden sind, werden
sie so zähe, daß sie sich hämmern oder in jede unregelmäßige Form wie Messing oder
Kupfer biegen lassen. Wir theilen im Nachstehenden die Mittel mit, wodurch diese
außerordentliche Verwandlung des Gußeisens bewirkt wird, wobei wir noch bemerken
müssen, daß der Lauf, die Schloßplatte und der Schwanzschrauben-Cylinder
sämmtlich getempert werden, obgleich die runden Stahlstäbe, aus denen der letztere
besteht, schon aus den Stahlfabriken zu Sheffield von vollkommener Härte und
Festigkeit hervorgehen, und weder dem Schmieden, noch irgend einer sonstigen
Operation unterzogen werden, wobei diese Eigenschaften benachtheiligt werden
könnten. Um das Metall weich zu machen und um die Gefahr zu vermeiden, den Stahl und
das Eisen durch Unachtsamkeit der Arbeiter zu verbrennen, ist der Temperofen, in
Fig. 5 im
Längendurchschnitt dargestellt, so eingerichtet, daß der Arbeiter im Stande ist
durch das Ansehen zu bestimmen, wann das Metall die erforderliche Temperatur erlangt
hat und wann das Ofenfeuer gedämpft werden muß. Das Metall, welches bearbeitet
werden soll, wird in eine gußeiserne Büchse a gepackt
und darin mit Kohlenstaub umgeben, wie es bei solchen Processen gebräuchlich ist,
worauf die Büchse mit einem Deckel verschlossen wird. Die Büchse ist vom Mauerwerk
b umgeben und über dem Herde angebracht. Die Flamme
schlägt unmittelbar gegen den Boden der Büchse und am Ende desselben theilt sie sich
in zwei Ströme, welche längs den Seitenwänden nach vorn zu gehen, wo sich beide
Ströme vereinigen und nach aufwärts ziehen unter umgekehrte gußeiserne Tröge c, die über der Büchse angebracht sind, und einen Canal
bilden, um die Flamme und die Verbrennungsgase in die Esse zu führen. In Folge
dieser Einrichtung wird die Büchse von allen Seiten erhitzt und die Wärme gleichmäßig in dem
darin eingeschlossenen Metall vertheilt. Durch die Büchse a geht von einem Ende zum andern und auch durch die vordere Ofenwand eine
eiserne, etwa 1 Zoll weite Röhre d, in die man daher von
vorn hereinsehen kann. Wenn der Ofen im Betriebe ist, so wird auf die Tröge c eine Sandschicht geworfen, um die Wärmestrahlung zu
vermeiden, und die Oeffnung der Röhre ist dann mit einem Thonstöpsel verschlossen.
Letzterer wird von Zeit zu Zeit weggenommen und der Arbeiter schaut in den Ofen und
erkennt aus der Temperatur (Farbe) der Röhre den Hitzegrad des Inhalts der Büchse.
Ist dieser der richtige, so wird die Feuerung unterbrochen und der Ofen kühlt nach
und nach ab. Das Herausnehmen der in der Büchse eingeschlossenen Gegenstände erfolgt
erst nach gänzlichem Erkalten, und diese sind dann zur weitern Bearbeitung geeignet.
Die runden Stäbe gelangen zu Drehbänken, wie sie unten beschrieben werden; die
fertig geschmiedeten Läufe kommen zu einer Reihe von Bohr-, Hobel-,
Fräse- und Ränderirmaschinen, um sowohl die ebenen, als auch die unregelmäßig
geformten Theile bearbeiten zu können.
Ehe wir uns zu dem Theil der Fabrik wenden, welcher die Schneidwerkzeuge enthält,
müssen wir die Aufmerksamkeit auf eine neu construirte Maschine lenken, welche zum
Ausschmieden der Schloßplatte und einiger anderen kleinen Theile des Gewehres
angewendet wird. Diese im Englischen Drop-hammer
– Fallhammer – genannte Maschine kann von
mehreren Schmieden zu gleicher Zeit benutzt werden. Sie hat das Eigenthümliche, daß
sie die vier Fallhämmer, mit denen sie versehen ist, zu jeder erforderlichen Höhe
emporhebt; auch kann die Maschine die Hämmer in der gewünschten Höhe erhalten.
Sobald einer von den Hämmern auf das zu bearbeitende Stück gefallen ist, geht er
auch wieder in die Höhe; währenddem hat der Arbeiter ein frisches Stück gewärmtes
Metall, um es zwischen Gesenken auszuschmieden, herbeigebracht, der Fallblock mit
der zweiten Hälfte des Gesenkes hat den erforderlichen Hub erlangt und fällt alsdann
herab.
Von diesen verbesserten Fallhämmern, welche mit verschiedenen Gesenken für schwerere
und leichtere Gegenstände versehen sind, stellt Fig. 6 einen Aufriß und
Durchschnitt dar. Der Hammer besteht aus einem gußeisernen Lager a, das auf einem Fundament von Mauerwerk steht und in
welchem vier Ständer b, b befestigt sind, so daß das
Ganze im Grundriß ein viereckiges Gerüst bildet. Mit den Ständern sind senkrechte
V-Stangen verbunden, welche Leitungen für die
Traversen der Fallhämmer c bilden. Diese Hämmer haben
die oberste Hälfte des Gesenkes an der Bahn, dessen andere Hälfte bei d auf dem Lager a angebracht
ist. Zwischen den Ständern
b befindet sich eine senkrechte Schraubenwelle e, die eine ununterbrochen drehende Bewegung erhält, so
lange die Maschine im Betriebe seyn soll, und welche die Fallhammer hebt und sie
einzeln auf dem hakenförmigen Ende eines Winkelhebels f
absetzt, der mittelst der Platte j, die ihn zu jeder
beliebigen Höhe führt, an den Ständern b befestigt ist.
Durch diese Vorrichtung werden die Gesenkhämmer gehoben erhalten, bis sie gebraucht
werden; um sie zu lösen, braucht man nur an einem Seil oder einer Schnur zu ziehen,
die von dem Winkelhebel herabhängt. Der Riegel oder das hakenförmige Ende wird
alsdann weggezogen und der Hammer fällt nun auf das gewärmte Metall, welches in dem
Gesenk auf dem Lager liegt.
Jeder Fallhammer ist mit einem Zahn g versehen, welcher
in die Gewinde der Schraubenwelle e greift; und in dem
Augenblick wo der Hammer die Höhe erreicht hat, um von dem Winkelhebel gefaßt zu
werden, wird dieser Zahn zurückgezogen und der Hammer ist dann von der
Schraubenwelle frei; ist er aber niedergefallen, so tritt der Zahn wieder in das
Schraubengewinde vor, und der Hammer wird gehoben. Diese Maschine ist bereits in der
königl. Fabrik für kleine Feuerwaffen zu Enfield eingeführt worden und wird wegen
ihrer Genauigkeit, Geräuschlosigkeit und schnellen Wirkung gewiß bald eine
bedeutende Verbreitung erlangen. Wir haben erwähnt, daß die Schloßplatte (Fig. 2)
mittelst dieser Maschine geschmiedet werde; dieses bekanntlich schwierig zu
schmiedende Stück wird durch zwei Schläge der Maschine und einige Schläge vom
Arbeiter in weniger als zwei Minuten vollendet.
Die Wegschaffung des Hammerschlages von den Gesenken wird durch einen Luftstrom
bewirkt, welchen ihnen eine biegsame Röhre zuführt, die von der Gebläsewindröhre
abgeht. Dieser Bläser, welcher für England neu ist, hat eine bemerkenswerthe
Wirksamkeit.In Amerika werden solche vielfach angewendet, z.B. bei der im polytechn.
Journal Bd. CXXXV S. 5 beschriebenen
Kunstsäge, um die Sägespäne vor dem Schnitt wegzublasen. A. d. Red. Das Gebläse besteht, wie Fig. 7 zeigt, aus einem
Windrade oder Ventilator a, der sich in einem
kreisrunden Gehäuse b befindet, welches, wie alle
Ventilatoren, offene Seiten zum Einströmen der atmosphärischen Luft hat. Der Raum in
welchem sich das Windrad befindet, hat eine solche Gestalt, daß sich jenes darin
leicht drehen kann; das Rad ist mit Blättern oder Flügeln versehen, die den
Ankerschenkeln ähnlich sind; über diese Abtheilung hinaus hat das Gehäuse die Form
eines ringförmigen Canals c. In diesen Canal wird die verdichtete Luft
mittelst des Windrades durch einen engen scheibenförmigen Schlitz d getrieben und sie wird alsdann durch eine gewöhnliche
Luftröhre nach dem Orte ihrer Bestimmung geführt. Durch einen Riemen getrieben,
liefert dieses Gebläse mit einem Windrade von 2 Fuß 4 Zoll Durchmesser hinreichenden
Wind für mehrere Dutzend Schmiedefeuer und macht gar kein Geräusch bei seinem
Betriebe.
Nachdem wir nun die Verwandlung des Stangenstahls in Läufe und Schloßplatten
besprochen, und erläutert haben wie man die runden Stäbe vorbereitet, ehe sie in
Schwanzschrauben-Cylinder zerschnitten werden, müssen wir zuvörderst die
Bohrmaschinen für Läufe und Zündlöcher beschrieben. Bei allen Arbeiten, über die wir
nun zu berichten haben, ist die größte Genauigkeit unerläßlich, damit jeder Theil
der Waffe seine bestimmten Verhältnisse behält, so daß die auf gleiche Weise
fabricirten Theile für alle Exemplare passen. Jedes Stück wird nach Dutzenden
vollendet und dann in die Zusammensetzung-Werkstatt geliefert, um dort zu
fertigen Gewehren zusammengesetzt zu werden. Es muß daher eine außerordentliche
Sorgfalt darauf verwendet werden, daß keine Maschine unregelmäßige und mangelhafte
Arbeit liefern kann.
Im Erdgeschoß der Fabrik befindet sich eine Reihe von Maschinen, welche
ausschließlich dazu dienen, die langen geraden Löcher in den Lauf zu bohren. Von
solchen Maschinen gibt es drei Arten. Die erste, von Frauen bedient, ist eine
einfache Bohrmaschine, welche nur den Zweck hat, die Mitte des Rohres
auszuschneiden. Die anderen haben die Bohrung zu vollenden und erheischen nur
zeitweise einen Arbeiter, nämlich wenn eine Reihe von Läufen vollendet ist und
andere in die Bohrbank eingespannt werden müssen. Bei dem Rohrbohren geht viel Zeit
dadurch verloren, daß die Bohrschneide häufig zurückgezogen werden muß, um sie
einzuölen und ein Heißwerden zu verhindern; um diesen Zeitverlust zu vermeiden,
dient eine neue Vorrichtung, welche das Werkzeug schnell wegzunehmen und nach dem
Einölen eben so schnell wieder einzubringen gestattet. Fig. 8 stellt einen
Längenaufriß der Bohrmaschine dar; der Lauf a ist in die
hohle Spindel eingelassen und wird durch Druckschrauben in einem Halse b an dem innern Ende der Spindel festgehalten. Die
verstellbare Docke c wird mittelst einer Schraube d auf den Wangen festgehalten und ist oben mit einer
Hülse versehen, welche eine Leitung, so wie einen Support für eine horizontale
Schieberstange bildet, die das Bohrwerkzeug e aufnimmt.
Eine Treibschraube, die in einem halbrunden Support an einem Gerüst g an der Docke c ruht,
drückt gegen das hintere Ende der Schieberstange, und indem nun die Schraube durch
ein Handrad, mit welchem sie versehen ist, gedrehet wird, drückt sie das Werkzeug
gegen das auszubohrende Metall. Der Träger g wird auch durch den drehbaren
Hebel h in einer horizontalen Lage erhalten. Wenn daher
der Hebel durch den Arbeiter gehoben wird, fällt der Träger nieder, das Bohrwerkzeug
wird frei und kann zurückgezogen werden, ohne daß die Anwendung der langsamen
rückgängigen Bewegung mittelst der Schraube erforderlich wäre. Nachdem nun das
Werkzeug aus dem Lauf genommen und geölt worden ist, kann es in einem Augenblick in
seine frühere Lage zurückgebracht und der niederhängende Träger wieder in seine
horizontale Stellung gehoben werden. Wir brauchen kaum zu bemerken, daß sich der
Lauf mit der hohlen Spindel dreht, und daß das Werkzeug gegen die Kammer der Bohrung
gedrückt bleibt, indem der Arbeiter der Treibschraube f
eine geringe drehende Bewegung ertheilt.
Nachdem der Bohrer (drill) seinen Weg durch den Lauf
gemacht hat, wird dieser weggenommen und durch einen andern, aus der
Schmiedewerkstatt gekommenen, ersetzt. Die durchbohrten Läufe gelangen nun zu einer
Maschine, die mit einem Sah von Schneckenbohrern versehen ist, welche neben einander
auf einem horizontalen Lager angebracht sind. Diese Werkzeuge bestehen in langen
Stahlstangen die in ein Gewinde oder eine Schnecke auslaufen, deren hinteres Ende
eine scharfe Schneide hat. Auf diese Stangen sind mehrere Läufe geschoben und die
Stangen dann mit sich drehenden Spindeln verbunden. Die am meisten vorstehende Reihe
von Läufen wird in einem mit Einschnitten versehenen Stabe der Vorlage fest
gehalten, und da der letzteren eine langsame geradlinige Bewegung ertheilt wird, so
bleiben diese Rohre in Berührung mit den Schneiden der sich drehenden Bohrwerkzeuge,
über welche sie folglich immer mehr geschoben werden. Durch dieses Verfahren wird
jede Unregelmäßigkeit, welche durch das Abweichen des ersten Bohrers oder auf
sonstige Weise veranlaßt worden seyn könnte, verbessert, da aus die Schneide ein Zug
und kein Druck einwirkt. Nachdem die erste Reihe von Laufen über die Werkzeuge
weggegangen ist, wird eine zweite Reihe in die mit Einschnitten versehene Stange
gelegt, und die Arbeit geht fort, bis alle vorgebohrten Läufe von den gewundenen
Bohrern nachgebohrt worden sind. – Hierauf gelangen die Läufe zu einer sehr
ähnlichen Maschine, im Englischen Rhymer genannt, bei
welcher das Bohrwerkzeug eine quadratische Stange mit zwei Schneiden ist. Der
Uebergang der Läufe über diese Werkzeuge wird durch die Zugkraft eines Gewichts
bewirkt, und wenn sie von dieser Maschine kommen, zeigt das Innere der Bohrung eine
sehr hohe Politur.
Die nächste Operation besteht darin, den cylindrischen Theil der Läufe und die Spitze
an dem entgegengesetzten Ende abzudrehen, eine Arbeit welche auf bekannte Weise
ausgeführt wird. – Der Lauf wird dann in ein Futter gespannt, und es werden
zwei Löcher in sein hinteres Ende parallel mit der Bohrung gebohrt, von denen das
eine als Leitung für den Drücker dient, während das andere einen Stift aufnimmt,
durch welchen der Lauf mit der Schloßplatte verbunden ist.
Wir kommen nur zur Anfertigung des sich drehenden Schwanzschrauben-Cylinders.
Diese Cylinder werden, wie wir schon bemerkten, aus runden Stäben von angelassenen
oder getemperten Stahlstäben verfertigt. Die Stäbe werden auf einer gewöhnlichen
Drehbank mit mechanischer Vorlage abgedreht und kommen dann in eine doppelte
Cylinder-Drehbank (Paralleldrehbank), d.h. sie werden an beiden Enden in
hohle Spindeln gespannt und, während sie sich drehen, in gewisse Längen
zerschnitten; das Schneidwerkzeug bildet gleichzeitig einen Absatz an ihrem hintern
Ende. Nun kommen die Stäbe in das Futter einer Drehbank, welche mit einer Reihe von
Werkzeugen versehen ist, um die mittlere Bohrung aus- und bis zur Vollendung
nachzubohren, ohne daß die Stäbe aus der Drehbank herausgenommen zu werden brauchen.
Wenn nun der Cylinder centrirt ist, so werden die beiden Enden und die Peripherie
gehörig abgedreht und polirt, und er wird bis auf die gewöhnlichen Verzierungen
vollendet, welche man durch den Druck einer Stahlwalze auf ihm anbringt.
Der Cylinder wird nun zunächst in ein excentrisches Futter von eigenthümlicher und
sehr sinnreicher Construction gespannt, welches ihn festhält, aber doch die
Achsenbewegung des Cylinders gestattet; um auf ihn die Werkzeuge einwirken lassen zu
können, durch welche die sechs Kammern ausgebohrt und vollendet werden. Das
Arbeitsstück a, Fig. 9, wird in dem
excentrischen Futter b befestigt, welches durch die
Spindel rund läuft, und es wird jenem daher eine excentrische Bewegung ertheilt.
Eine Reihe, einander parallel liegender, verschiebbarer Stangen, an ihren Enden mit
verschieden gestalteten Schneidewerkzeugen c, c, c
versehen, sind in zwei Scheiben oder runden Platten angebracht, die in der Mitte
durch Schraubenbolzen mit einander verbunden und in den Docken c*c* drehbar sind, so daß
irgend eines von den Werkzeugen nach oben bin verschoben werden kann. An dem Ende
der Zahnstange d ist ein Haken e angebracht, welcher in eine Vertiefung am hintern Ende der
verschiebbaren Stangen greift, welche in die oberste Lage gebracht werden. Indem nun
der die Maschine bedienende Arbeiter gegen doppelte Hebel drückt, treibt ein
Getriebe, welches mit der Zahnstange d in Eingriff
steht, letztere vorwärts, bringt dadurch den obersten Bohrer in Berührung mit dem
sich drehenden Cylinder und bohrt eine Kammer aus. Es wird alsdann ein zweiter Bohrer in
die oberste Stellung gebracht, um die Bohrung der Kammer zu erweitern. Hierauf wird
ein dritter Bohrer angewendet und so fort, bis die Kammer vollendet ist. Auf diese
Weise wird die Nothwendigkeit, die Werkzeuge stets zu wechseln oder das Arbeitsstück
anders einzuspannen, vermieden. Sobald eine Kammer vollendet wurde, wird der
Cylinder um ein Sechstel seiner Peripherie gedreht und dann durch einen, in dem
Futter angebrachten Bolzen festgestellt und festgehalten, bis die zweite Kammer auf
dieselbe Weise wie die erste vollendet ist. Durch Wiederholung dieser Operationen
werden die sämmtlichen sechs Kammern gebohrt und der Cylinder wird dann
ausgespannt.
Die nächste Arbeit besteht darin, die conischen Vertiefungen am hintern Ende des
Cylinders anzubringen. Diese Operation ist eine doppelte; jene Vertiefungen bestehen
nämlich einerseits in einem Loch welches direct zur Pulverkammer führt, und
andererseits in einem Seitenschnitt um leicht zu dem Kegel oder Zündkegel zu
gelangen, der das Zündhütchen aufnimmt. Die zu diesem Zweck dienende Maschine ist
gleich der beschriebenen mit einer Reihe von Bohrern versehen, von denen aber jeder
eine unabhängige rotirende Bewegung erhält. Eine Reihe von acht Cylindern (Fig. 10) ist
in einem Ringe auf hervorstehenden Nägeln angebracht, die an der Planscheibe b befestigt sind. Diese Nägel treten in das mittlere
Loch der Cylinder und kürzere Nägel in eine von den Kammern, um die Cylinder in
ihrer Stellung zu erhalten und ihre Verschiebung rings um die mittleren Nägel zu
erleichtern, nachdem einer von den conischen Sitzen vollendet ist. Die Planscheibe
b ist an einer horizontalen Welle c befestigt, welche sich in ihrem Lager d drehen kann, um die Cylinder der Reihe nach in eine
Linie mit dem Werkzeug zu bringen. Das Lager d ist in
einem Stück mit der Vorlageplatte gegossen, welche durch ihre Bewegung auf den
Wangen der Maschine das Arbeitsstück in und aus dem Bereich der Bohrer bringt. Diese
hin- und hergehende Bewegung wird durch eine Zahnstange e und ein Getriebe f
bewirkt, welches letztere, wie bei der vorhergehenden Maschine, durch doppelte Hebel
in Thätigkeit gesetzt wird. Drei von den vier Bohrern h,
mit denen die Maschine versehen ist, sind in festen Lagern angebracht; der vierte
ist, um einen Seitenschnitt hervorzubringen, in einer verschiebbaren Docke
angebracht, welcher die horizontale Bewegung durch eine Zahnstange und ein Getriebe
ertheilt wird. Um die Plattscheibe, auf welcher die Arbeitsstücke angebracht sind,
zu verhindern sich während des Bohrens zu drehen, ist ihre Welle oder Spindel mit
einem Sperrrade g versehen, in welches ein Sperrkegel
greift und die Scheibe in einer festen Stellung erhält. Die Anzahl der Sperrzähne
oder Einschnitte in dem Rade entspricht der Anzahl der Cylinder, welche an der Planscheibe angebracht
sind. Dadurch, daß man den Sperrkegel emporhebt, das Sperrrad um ein Achtel seiner
Peripherie dreht und dann den Kegel oder die Klinke wieder einhängt, können also die
acht Cylinder nach einander in die zum Bohren erforderliche Stellung gebracht
werden. Nachdem sie vollendet sind, werden sie von der Planscheibe mittelst eines
Kolbens gelöst; derselbe wird mittelst eines Hebels k
bewegt, stößt gegen einen Stift, welcher durch die Scheibe geht und tritt gegen das
innere Ende des Cylinders. Zunächst werden das Bolzenloch an der Peripherie und der
Sperrzahn am hintern Ende geschnitten und die Oeffnung für den Piston erweitert,
worauf der Cylinder fertig ist und den Piston erhält. Die Einzelnheiten der
anscheinend einfachen Operationen würden uns zu weit führen; wir bemerken daher nur,
daß mittelst Futtern, welche die augenblickliche Verschiebung der Cylinder um ihre
Achsen gestatten und mittelst zweckmäßig geformten Fräsen, diese Arbeiten mit der
größten Geschwindigkeit und Genauigkeit ausgeführt werden.
Wir wollen nun zu der Schloßplatte zurückkehren, die wir in dem rohen Zustande
verließen, wie sie von dem Schmiedehammer kam. Das erste was mit diesem Theile der
Waffe geschieht, ist dieselbe Arbeit welche mit dem Lauf und mit dem Cylinder
vorgenommen wird, nämlich das Centriren; zu diesem Zweck wird ein zusammengesetztes
Werkzeug, welches die Eigenschaften einer Fräsemaschine und eines Bohrers hat,
benutzt um die innere Form der Schloßplatte auszuarbeiten und um das Rückstoßblech
für den Schwanzschraubennagel (siehe Fig. 2), welcher den
Cylinder führt, zu durchbohren. Nachdem dieser Nagel vorher abgedreht und zugespitzt
worden ist, wird er in dem Blech befestigt, und das erste Fräsen wird wiederholt,
wobei der Nagel die mittlere Führung für diese Arbeit bildet. Die so vorbereitete
Schloßplatte kommt nun in eine besonders construirte Fräsemaschine (Milling-machine), welche die entgegengesetzten
Seiten gleichzeitig bearbeitet. Diese Seiten, welche im rechten Winkel zu einander
stehen, sind flach und haben einen sphärischen Vorsprung. Die in Fig. 11 im Grundriß und
im Durchschnitt dargestellte Maschine ist mit zwei sich drehenden Schneiden b, b versehen, welche im Profil den Gegensatz erwähnter
Seitenform bilden und die entgegengesetzten Seiten des zwischen ihnen befindlichen
Stücks bearbeiten, welches durch eine Kluppe a*
festgehalten wird, die von einem in der Mitte angebrachten adjustirbaren Support a geführt wird. Die Schneiden oder Fräsen b, b sind an horizontalen Spindeln c angebracht, welche mit adjustirbaren Lagern d versehen sind und sich auf einem Zapfen drehen können,
der von einer verschiebbaren Platte e hervortritt. Die
verschiebbaren Platten liegen auf Vförmigen Leitungen an dem
Maschinengestell) sie können dem Arbeitsstück gleichzeitig genähert oder von
demselben entfernt werden mittelst eines Paares von Schrauben f, f, welche durch Mutterschrauben gehen, die von der unteren Seite der
Platte hervorstehen und ihre Lager in dem Hauptgerüst haben. Jede Schraube ist mit
einem Zahnrade versehen, welches mit einem andern Zahnrade auf einer horizontalen
Welle g im Eingriff steht, welche letztere sich durch
die ganze Maschine erstreckt. Indem man nun diese Welle mittelst eines Handrades und
zweier Winkelräder in langsame Rotation versetzt, wird das Schraubenpaar f gedreht und die Schneiden werden dadurch dem
Arbeitsstück genähert, oder von demselben entfernt. Die Schneiden oder Fräsen werden
durch Riemen getrieben, die über Scheiben an den Wellen c angebracht sind. Da nun diese Wellen in Gerüsten liegen, die sich um
einen Mittelpunkt drehen, so kann man unter jedem beliebigen Winkel eben so gut als
parallel schneiden. Der Halter a*, welcher von der
mittleren Welle a bewegt wird, ist mit einer Hülse
versehen, um den Unterlagenagel der Schloßplatte aufzunehmen, und auf diese Weise
wird das Centriren des Arbeitsstücks, d.h. das Anbringen desselben in einer
bestimmten Lage, für alle mit demselben vorzunehmenden Operationen
bewerkstelligt.
(Der Schluß folgt im nächsten Heft.)
Tafeln