| Titel: | Die Fabrik kleiner Feuerwaffen des Obristen Colt. |
| Fundstelle: | Band 140, Jahrgang 1856, Nr. XXXV., S. 162 |
| Download: | XML |
XXXV.
Die Fabrik kleiner Feuerwaffen des Obristen
Colt.
Aus dem London Journal of arts, Februar 1856, S.
65.
(Schluß von S. 92 des vorhergehenden
Heftes.)
Mit Abbildungen auf Tab.
III.
Ueber Colt's Fabrik kleinen Feuerwaffen.
Im vorhergehenden Abschnitt besprachen wir die Fabrication der vorzüglichsten Theile
von Colt's Pistolen, nämlich des Laufes, der
Schwanzschraube und des Schloßbleches. Der Lauf, nachdem er gebohrt und äußerlich
abgedreht worden, war nun bereit, den Fräsemaschinen übergeben zu werden, um den
flachen Seiten, sowie den oberen und unteren Flächen die erforderliche Gestalt zu
ertheilen. Der Cylinder war nach der vorhergehenden Beschreibung bis auf die
Zündkegel oder Pistons fertig; und das Schloßblech wurde, nachdem es centrirt und
mit der Schwanzschraube versehen war, auf der entgegengesetzten Seite Plan gedreht.
Wir haben nun noch von einigen wichtigen Maschinen zu reden, mit denen man nicht nur
die drei Haupttheile der Pistolen vollendet, sondern auch andere Theile, wie die
Drückerplatte, den Bügel und den Hammer formt und die Löcher für die Schrauben etc.
darin einbohrt, Alles ohne Handarbeit.
Es kann nicht unsere Absicht seyn, die verschiedenen Arbeiten, welchen jeder Theil
einer Pistole unterzogen werden muß, und noch weniger alle dazu angewendeten
Maschinen speciell zu beschreiben; wir wollen aber einige Bemerkungen beifügen, um
zu zeigen, in welchem Maaßstabe die Arbeiten ausgeführt werden. Die Fräsemaschinen,
welche die Feilen und folglich die zum Feilen erforderlichen geschickten Arbeiter
ersehen, werden fast nur zu dem Zweck benutzt, um nicht die Schneiden oder Fräsen
bei einer und derselben Maschine verändern zu müssen. Um dem Hammer, einem ganz
einfachen Theil, die Form zu geben, werden z.B. neun Maschinen, mit Einschluß des Bohrapparates,
verwendet. Das Drückerblech, welches nur aus einem gebogenen Stück Metall besteht,
um den Griff oder Schaft der Pistole zu verstärken, erfordert zur Vollendung drei
Fräsemaschinen, ein weiter unten zu beschreibendes Ziehmesser (Jigger) und ein Bohrwerkzeug. Bezüglich der Leistungen,
welche ausgeführt werden können, dürfte es hinreichen zu bemerken, daß, um dem Lauf
die Züge zu ertheilen, fünf selbstwirkende Maschinen vorhanden sind, von denen die
größten täglich 100 Läufe mit Zügen versehen können (wir werden ihre Construction
unten beschreiben).
Eine in dem Etablissement gebräuchliche Maschine ist jedoch zu dem Zweck construirt
worden, sehr verschiedene Arbeiten auszuführen, und wird daher die Universal-Fräse-Maschine genannt. Diese
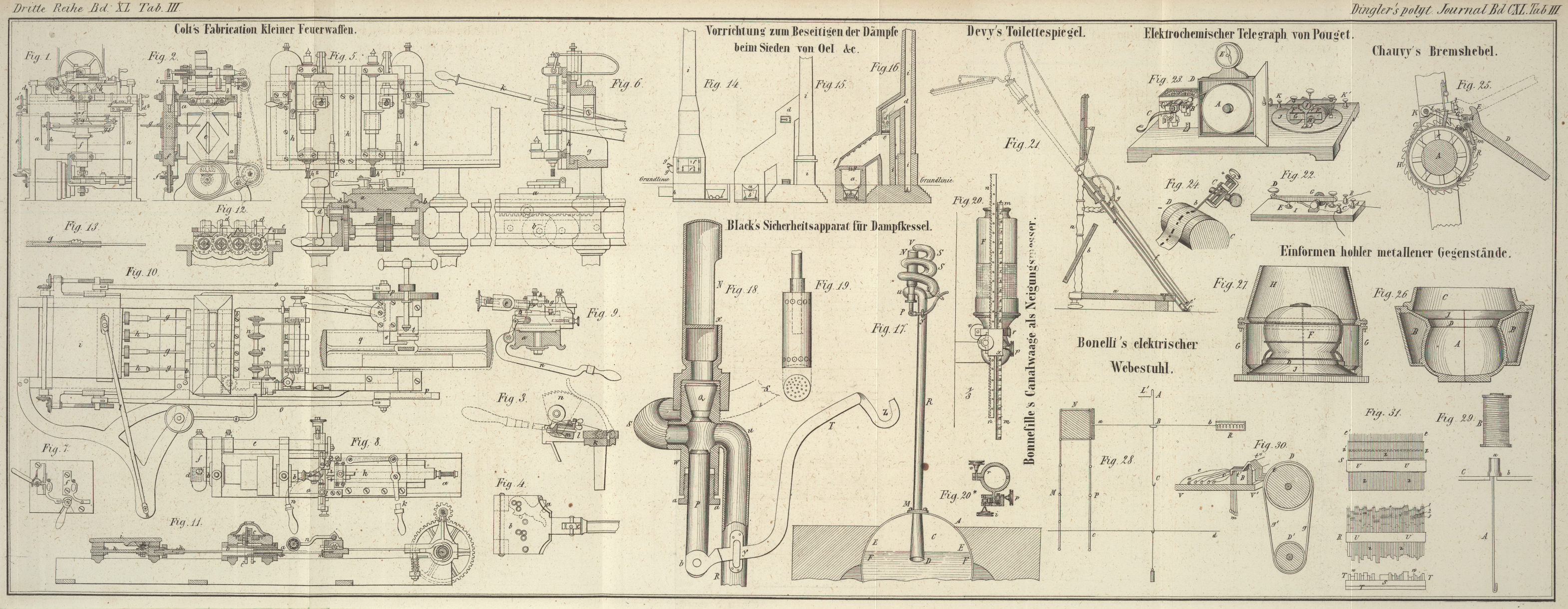
Maschine, von welcher Fig. 1 eine Seitenansicht
und Fig. 2
einen senkrechten Durchschnitt darstellt, kann, wie eine Hobelmaschine, gerade
Schnitte, oder spiralförmige Schnitte in regelmäßigen Entfernungen von einander
machen, sie kann ferner Ruthen stoßen, oder Löcher bohren, oder endlich
unregelmäßige und unebene Oberflächen fräsen. Sie besitzt daher alle oder fast alle
Fähigkeiten der für specielle Zwecke eingerichteten Fräsemaschinen, und kann
folglich besonders vortheilhaft in kleinern Fabriken zu verschiedenartigen
Verrichtungen benutzt werden, wogegen ihr ausgedehnter Gebrauch in größern
Etablissements offenbar mit Nachtheilen verbunden wäre. Die Arbeiten, zu denen diese
Maschine hauptsächlich verwendet wird, bestehen im Aufschlitzen der Schloßplatte,
damit dieselbe den Hammer, Drücker, die Nuß, Federn etc. aufnehmen kann, dann im
Schneiden der Nuth an der untern Seite des Laufs, welche den Ladestockhebel
aufzunehmen hat. Zu der ersten von diesen Arbeiten wird der Maschine eine
Vorrichtung (Fig.
3) hinzugefügt, welche den Zweck hat, das Arbeitsstück fest zu halten und
es unter der Wirkung des Werkzeuges zu drehen.
Die Maschine (Fig.
1 und 2) besteht aus einem länglich-viereckigen Gestell a, oben mit einem Paar paralleler Führer für das
verschiebbare Gestell b versehen, worin die Treibwelle
c der Maschine angebracht ist. Diese, durch Riemen
und Rolle getriebene Welle bildet auch die Schneidenspindel; sie kann sich mit den
Enden in ihren Lagern verschieben, und wenn sie mit dem geeigneten Werkzeug versehen
ist und mittelst eines Hebels der Länge nach bewegt wird, so kann sie mit der
größten Leichtigkeit horizontale Löcher bohren. Die Verschiebung des Gestelles oder
Rahmens b in den Führern wird durch das Zahnrad d bewirkt, welches zwei Getriebe an Schraubenwellen
bewegt, die sich in Lagern an dem Hauptgestell a drehen
und durch das verschiebbare Gestell gehen. An dem einen Ende dieser Sternradwelle
ist ein Winkelrad d¹ angebracht, und am
entgegengesetzten Ende
derselben ein Handrad d², um die Stellung des
Rahmens zu adjustiren und das Werkzeug zum Angriff zu bringen. Wenn dieß bewirkt
worden, so wird ein Winkelgetriebe an der stehenden Welle e in Eingriff mit dem Winkelrad d¹
gebracht. Die stehende Welle e geht durch eine
Hülsenstange und kann mit den Winkelrädern ein- und ausgerückt werden; sie
wird durch eine Anordnung von Bändern, Rollen und Rädern, von der Haupttreibwelle
oder Fräsenspindel aus in Betrieb gesetzt, wie aus Fig. 2 ersichtlich
ist.
Um einen horizontalen Schnitt zu machen, wird die Schneide welche in einem Futter am
Ende der Welle c angebracht worden, von Hand vor das
Arbeitsstück gerückt, und das Winkelgetriebe an der stehenden Welle e eingerückt; die Fräse geht alsdann langsam über das
Arbeitsstück weg. Letzteres wird von einer stehenden Welle f geführt, die mit einer Zeigerscheibe g zur
leichtern Adjustirung des Arbeitsstückes versehen ist, wenn dasselbe irgend einen
Winkel mit dem Werkzeug machen soll. Diese Welle f geht
durch Hälse oder Hülsen am Hauptgestell und ist an ihrem unteren Ende mit einem
Schraubengewinde versehen, um sie erhöhen zu können, ohne die Stellung des
Sternrades f¹, welches sie bewegt, verändern zu
müssen. Durch dieses Rad wird der stehenden Welle (mittelst Einrückens durch ein
Handrad f²) eine senkrechte Bewegung mitgetheilt
und die Höhe des Arbeitsstücks von Hand verändert. Der Ruhepunkt des Zeigers g¹ wird durch einen Arm g² geführt, der durch einen Ansatz an der stehenden Welle f unterstützt wird, welche Welle durchgeht und sich
unabhängig von dem Arm drehen kann. Am entgegengesetzten Ende von demjenigen welches
den Stift führt womit sich der Zeiger dreht, ist der Arm mit einem
Antifrictionsknopf versehen, der gegen eine Führerstange h wirkt. Wenn diese Führerstange geneigt ist und mittelst einer belasteten
Kette der Kopf in Berührung mit derselben erhalten wird, so muß die stehende Welle
beim Auf- und Niedergehen zugleich eine Achsenbewegung erhalten; letztere
wird nämlich durch den Zeiger des (an ihr befestigten) Zifferblattes herumgedreht.
Auf diese Weise kann, wenn es nöthig ist, ein schneckenförmiger Schnitt in dem
Arbeitsstück hervorgebracht werden. Man wird nun einsehen daß, wenn ein geeigneter
Rahmen i zur Aufnahme des Arbeitsstückes, z.B. eines
Pistolenlaufes, an dem obern Ende der Zeigerwelle l
befestigt, die sich drehende Schneide in Berührung mit dem Lauf gebracht und nach
und nach vorwärts gedrückt wird, die Vertiefung für den Hebelladestock schnell
gebildet werden kann.
Um die Schloßplatte in der erforderlichen unregelmäßigen Form zu vertiefen, wird der
Rahmen i, welcher den Lauf festhält, durch eine
eigenthümliche Vorrichtung (Fig.
3) ersetzt. Dieselbe besteht aus einer kleinen Sohlplatte k, welche mittelst eines untern conischen Vorsprunges in
das obere Ende der stehenden Zeigerwelle f paßt und von
erhöhten Lagern l umfaßt wird, welche die horizontale
Kurbelwelle m tragen. Die Kurbel dieser Welle bildet
eine Art Schwingrahmen, und hat den Zweck, das Arbeitsstück, auf welches eingewirkt
werden soll, durch Schraubenklammern und Keile fest zu halten. An der Kurbelwelle
m ist ein Hebel und auch ein verzahntes Segment n befestigt; in dessen Zähne greift eine Sperrklinke,
die an der Lagerplatte k angebracht ist und daher den
Schwingrahmen, wenn es erforderlich ist, festhält; hebt man aber die Klinke, so wird
letzterer frei und dreht sich um seine Achse, so daß man das Arbeitsstück in irgend
einer Stellung dem Werkzeuge darbieten kann. Durch das Handrad f² und das oben erwähnte Räderwerk (Fig. 1) wird
das Arbeitsstück höher oder niedriger gestellt und man kann ihm daher mit der
größten Leichtigkeit jede beliebige Form geben.
Hinsichtlich der Schloßplatte haben wir noch zu bemerken, daß dieselbe zur
Erleichterung des Bohrens der Schrauben- und anderer Löcher welche sie
erfordert, um die verschiedenen Theile der Waffe daran befestigen zu können, von
hängenden Spannblechen gehalten wird, von denen das oberste aus gehärtetem Stahl
besteht und mit Löchern versehen ist, die den zu bohrenden entsprechen. Das auf
diese Weise festgehaltene Arbeitsstück wird in den Bereich einer Reihe von sich
drehenden Bohrern gebracht, welche das eingeschlossene Stück genau an den
erforderlichen Stellen ohne die geringste Abweichung durchbohren.
Bei den andern Theilen der Waffen wird dasselbe Verfahren befolgt, um eine
vollkommene Gleichheit bei allen Vervielfältigungen zu sichern. So wird z.B. der
Hammer auf dieselbe Weise wie die Schloßplatte den Bohrern dargeboten; er wird
nämlich zuvörderst in eine Kluppe oder ein Spannblech, welches in Fig. 4 im Grundriß
abgebildet ist, befestigt, um die Punkte der zu bohrenden Löcher zu bestimmen. Von
der innern Fläche der untern Platte a treten Stifte
hervor, um die Stellung zu bestimmen, welche der Hammer auf der Platte erhalten
soll. Mit dieser Platte ist die Stahlplatte b verbunden;
dieselbe ist mit Oeffnungen versehen, welche denen entsprechen, die in den Hammer
eingebohrt werden müssen, nachdem er vorher auf den Fräsemaschinen seine Form
erhalten hat. Mit der untern Platte ist ein Spannhebel c
verbunden, der nun auf die obere Platte b drückt und das
Arbeitsstück festhält. Die Kluppe wird auf die Platte der Fräsemaschine gelegt und
durch einen Tritt des Aufsehers gehoben, bis der geeignete Bohrer der sich
ununterbrochen drehenden Gruppe durch die Stahlplatte geht und das Arbeitsstück
durchbohrt. Die Kluppe wird dann verschoben, bis alle erforderlichen Löcher gebohrt sind. Nachdem dieß
geschehen, wird der Hammer aus der Kluppe herausgenommen, ein anderer eingelegt und
die Arbeit wiederholt.
Um profilirte Arbeiten, wie die Drücker- und die Kolbenplatte, zu fräsen, wird
eine sehr sinnreiche Maschine angewendet, welche Manches mit der
Holzschneide-Maschine gemein hat. Diese Profil-Fräse (jigger genannt) ist in einer vordern Ansicht und in
einem senkrechten Durchschnitt in Fig. 5 und 6 dargestellt. Das
Arbeitsstück wird auf der horizontalen Tafel a, welche
in dem Gestell b verschiebbar ist, befestigt. An ihrer
untern Seite ist diese Tafel mit einer doppelten Zahnstange versehen, in welche zwei
Getriebe c greifen, die von einer Kurbel d eine drehende Bewegung erhalten. Auf der Fläche dieser
Platte, neben dem Arbeitsstück e, ist ein Führer-
oder Leitstück f befestigt, wie Fig. 7 im Grundriß zeigt.
Ein senkrechtes Gestell g mit parallelen, horizontalen
Leitstangen, trägt ein zusammengesetztes Scheibengestell h, an welchem Spindeln mit Fräsen h¹,
h² an ihren unteren Enden, und auch Leitstifte i angebracht sind. Diese Spindeln werden durch Riemen
von einer Trommel aus, welche sich hinter der Maschine befindet, betrieben, und sie
können sammt den Führerstiften eine horizontale und eine verticale Bewegung
erhalten, nämlich mittelst eines Handhebels k, der durch
ein sich drehendes Lager in dem zusammengesetzten Rahmen h geht und seinen Drehpunkt in den Leitrahmen g hat. Der Zweck der sogenannten Zeichner (tracers) besteht darin, der Quere nach um das Leitstück s zu gehen und daher die respectiven Fräsen zu
veranlassen eine ähnliche Figur zu beschreiben, während sie auf das Arbeitsstück
einwirken. Arbeitsstück und Werkzeug werden mittelst der Kurbel d an der Tafel und mittelst des Hebels k an dem Spindelgestell mit einander in Berührung
gebracht und der Arbeiter hält durch diese zusammengesetzte Bewegung einen von den
Zeichnern in Berührung mit dem Führungsstück f, daher
die Fräse die Figur nach Vorschrift des Zeichners schneidet. Man hat es zweckmäßig
befunden zwei Arten von Fräsen (und für jede einen Zeichner) an dem Spindelrahmen
anzubringen, um verschiedenartige Schnitte, z.B. Fläche und convexe, ausführen zu
können, ohne daß eine nochmalige Adjustirung erforderlich ist; man braucht nämlich
dann nur den zusammengesetzten Rahmen h nach rechts oder
nach links zu verschieben, um die eine Fräse an die Stelle der andern zu bringen.
Der innere Theil des zusammengesetzten Spindelrahmens wird an dem äußern Gestell in
seinen verschiedenen höheren oder niedrigeren Stellungen, wie sie erforderlich sind,
durch einen Federbolzen festgehalten. Man begreift, daß diese Maschine eben so gut
eine eingeschlossene, als eine offene Oberfläche ringsum fräsen kann; und da die Werkzeuge durch Zeichner
und die Patrone geführt werden, so sind die Arbeiten vollkommen gleichförmig. Es
können in einem Tage hundert und fünfzig Drückerbleche mittelst einer Maschine auf
ihren profilirten Oberflächen gefräst werden. Sie werden dann, wie bemerkt, anderen
Maschinen übergeben, um ihre Enden und Kanten zu bearbeiten. Die Kolbenbleche an den
hinteren Enden der Pistolen werden auf ihren profilirten Flächen von einer ganz
ähnlichen Maschine gefräst, und es wird zu dem Ende eine passende Patrone auf der
Tafel a festgeschraubt, um die Bewegungen der Fräse zu
leiten.
Die Schraubenschneidmaschinen stehen mit zahlreichen anderen Maschinen im Erdgeschoß
der Fabrik; jede derselben wird von einem Knaben bedient, dessen Geschäft darin
besteht, die noch nicht geschnittenen Schrauben in eine sich drehende Hülse zu
stecken und die Schneiden zum und über das Arbeitsstück vorzurücken. Wir wollen von
den Schraubenschneidmaschinen diejenige speciell beschreiben, welche zum Vollenden
der Kegel dient, die an ihren innern Enden mit Schraubengewinden versehen werden, um
in die conischen Sitze am hintern Ende des Schwanzschrauben-Cylinders
einzugreifen.
Diese, in Fig.
8 im Grundriß und in Fig. 9 im Querdurchschnitt
dargestellte Maschine hat folgende Einrichtung: – Ihre Bettplatte a ruht auf einem gußeisernen Gestell, und über die
Platte erheben sich geeignete Docken, um die hohle Welle b aufzunehmen, auf welcher die Treibrollen befestigt sind. An ihrem
inneren Ende ist diese hohle Welle mit einer Federzange c zum Festhalten des abzudrehenden und mit Schraubengewinden zu
schneidenden Arbeitsstücks versehen; am andern Ende dagegen mit einer Schraube d, welche dieselbe Steigung des Gewindes hat, das die zu
schneidende Schraube erhalten soll. Eine Welle e, die
mit der Welle b eine parallele Lage hat, ist an dem
einen Ende mit einem Arm f versehen, an dessen unterer
Seite eine Wange mit Gewinden befindlich ist. Diese Gewinde greifen in diejenigen
der Schraube d, während sich diese Schraube dreht. Auf
diese Weise wird der Welle e eine langsame
Längenbewegung mitgetheilt, weßhalb sie auch zweckmäßig vorgerichtet ist, um diese
Bewegung zu gestatten. An dem entgegengesetzten Ende der Welle e ist ein adjustirbarer Halter angebracht, der die
Schneide g aufnimmt, welche das Gewinde an den
Schraubenbolzen schneidet.
Diese Schraubenschneidmaschine, welche die Kegel für den Schwanzschraubencylinder
abdreht und die Gewinde daran schneidet, ist mit vier Werkzeugen versehen, welche
respective den Durchmesser des Bolzens adjustiren, die Enden vollenden, das Gewinde
daran schneiden und dasselbe an der Schulter wieder wegnehmen. Eine mechanische
Vorlage h, welche auf der Bettplatte a steht,
führt zwei Kaliberschneiden i, i, welche mittelst eines
Handhebels k dem Arbeitsstück genähert und von demselben
zurückgezogen werden können. Eine zweite Vorlage l,
welche ein Werkzeug m führt, das sich in rechtwinkeliger
Richtung gegen die Vorlage h bewegt, ist dazu bestimmt,
das Gewinde an der Schulter des Kegels wieder abzudrehen; die Vorlage l wird mittelst des gebogenen Handhebels n bewegt. Beim Betriebe der Maschine wird ein aus der
Schmiede kommender Kegel oder Bolzen in der Federzange c
befestigt, und nachdem der hohlen Welle b durch Riemen
und Rolle eine rotirende Bewegung ertheilt worden ist, werden zuvörderst die
Kaliberschneiden i, i mittelst des Handhebels k vorgerückt (unterdessen bleiben die übrigen Schneiden
oder Meißel außer Wirkung) und durch diese wird das Arbeitsstück vorbereitet, um das
Gewinde daran schneiden zu können. Die Drehungsrichtung der Welle b wird nun umgekehrt, die mit Gewinden versehene Wange
der Welle e auf die sich drehende Schraube d niedergebracht und gleichzeitig die Schneide g mit dem Kegel in Berührung gebracht. Die fortgesetzte
Drehung der Schraube d gibt der Welle e eine Querbewegung und veranlaßt die Schneide g ein Gewinde an den sich drehenden Kegel zu schneiden.
Wenn das Werkzeug an das Ende seines Laufes gelangt ist, so hebt der Arbeiter die
Wange außer Berührung mit der Schraube d, und schiebt
die Welle mit ihrem Meißel in die anfängliche Lage zurück. Er erhält den letztern in
Berührung mit dem Arbeitsstück, indem er die Stellschraube darauf wirken läßt, und
dieses Verschieben wird so lange wiederholt, bis die Schraubengänge die
erforderliche Tiefe erlangt haben. Darauf bringt er die Schneide außer Berührung mit
dem Arbeitsstück und schiebt den Meißel m mittelst des
gekrümmten Handhebels vor, kehrt zu gleicher Zeit die Richtung der drehenden
Bewegung um, und dreht dicht an der Schulter des Kegels eine halbrunde Vertiefung
ein, damit derselbe in dem Schwanzschraubencylinder gehörig versenkt werden kann.
Der Kegel wird dann aus der Zange durch Lösen der Schraube herausgenommen, ein
anderer eingespannt und die Arbeit wiederholt. Zur Vollendung des Kegels muß noch
die centrale conische Vertiefung eingebohrt und die Schulter desselben quadratisch
gemacht werden.
Es erübrigt uns noch eine Maschine zu beschreiben, welche vielleicht die sinnreichste
von allen ist, nämlich die Ziehbank (risling machine), um dem Gewehrlauf die Züge zu
ertheilen, welche bekanntlich sehr verschiedenartig seyn können. Wir wählen eine
solche Ziehbank, auf welcher zu gleicher Zeit vier Läufe mit Zügen versehen werden
können. Fig.
10 ist ein Grundriß, Fig. 11 ein
Längendurchschnitt und Fig. 12 ein
Querdurchschnitt derselben. Die Läufe a, a sind neben
einander in der Maschine angebracht und jeder ist in einem Futter b befestigt;
diese Futter liegen in passenden Lagern. Auf jedes von diesen Futtern ist eine
kreisrunde Platte c befestigt, die mit radialen
Vertiefungen versehen ist, in einer Anzahl gleich den Zügen, welche die Läufe
erhalten sollen. Diese Einschnitte haben einen Bolzen d
(Fig. 12)
aufzunehmen, welcher den Lauf während des Einschneidens des Zuges festhält. Ein der
Quere nach verschiebbarer Rahmen e mit Keilen f, die mit Gelenken versehen sind, hebt alle Bolzen der
verschiedenen mit Einschnitten versehenen Scheiben gleichzeitig aus diesen
verschiedenen Einschnitten. Zu gleicher Zeit schließen sich Riegel, die an der
untern Seite der Keile gebildet sind, an die Stifte an, welche von der Seite der
gekerbten Scheiben c hervortreten, und veranlassen
dadurch die Futter mit den Läufen, eine theilweise Drehung zu machen, um dem
schneidenden Werkzeuge einen neuen Theil der innern Peripherie der Läufe
darzubieten. Die Stiele g dieser Ziehwerkzeuge werden
von Spindeln h bewegt, die in einem der Quere nach
laufenden Rahmen i angebracht sind, welcher sich in der
Richtung der Achsen von den Läufen bewegt. An diesem Rahmen i ist eine Zahnstange k angebracht, welche in
Getriebe an den Spindeln der Werkzeuge greift, zu dem Zweck letztern eine
unregelmäßige Achsenbewegung zu geben. Mit der Zahnstange k ist ein sich schwingender Hebel verbunden, der sich um einen festen,
aber adjustirbaren Drehpunkt bewegt und durch die Bewegung des Rahmens i eine vibrirende Bewegung erhält, wodurch er die
Zahnstange in ihren Leitungen mit veränderlicher Geschwindigkeit bewegen kann. Die
Stiele der Schneidwerkzeuge gehen durch die hohlen Futter b und die Läufe a; sie sind an ihrem vordern
Ende mit einer Nuth versehen, um das schneidende Werkzeug aufzunehmen, welches in
Fig. 13
besonders dargestellt ist; dasselbe ist lose in die Nuth eingelassen. Das
Einschneiden der Züge beginnt am hintern Ende der Läufe, und die Werkzeuge müssen
daher von hinten nach vorn vorgehen. In derselben Nuth im Stiel g, welche die Schneide enthält, ist auch eine keilförmig
ablaufende Stange eingelassen; durch die Vorwärtsbewegung des Rahmens i werden die Stangen der verschiedenen Stiele gegen
langsam vorrückende Aufhalter m getrieben, deren Wirkung
darin besteht, die Schneiden nach und nach aus ihren Nuthen empor zu treiben, bis
sie die erforderliche Tiefe des Zuges hervorbringen, können. Wenn die Schneiden aus
den Läufen hervortreten, so kommen sie in Berührung mit Oelbürsten n, wodurch sie mit Oel versehen und auch von den
Metallspänen gereinigt werden. Der Rahmen i, welcher die
Stiele g der Schneiden enthält, ist mittelst der
Lenkstangen o mit den Kurbeln p,
p in Verbindung gesetzt, die an der Treibwelle t sitzen. Wenn die Aufhalter m in der
gehörigen Ausdehnung vorgeschritten sind und die Schneiden die Läufe bis auf die
erforderliche Tiefe mit einem Zuge versehen haben, so löst der Mechanismus welcher
die Aufhalter vorwärts trieb, einen Federhalter r, der
an seinem Ende mit einem verzahnten Segment versehen ist und gestattet ihm eine neue
Stellung anzunehmen. Dieses Segment greift in eine Zahnstange, welche mit dem
Ein- und Ausrückungs-Muff zwischen den beiden Theilen der Treibwelle
in Verbindung steht. Durch das Lösen des Federhebels wird der Muff ausgerückt und
die Maschine kommt zum Stillstande sobald der Zug in den Läufen vollendet ist. Wenn
die Läufe auf diese Weise alle Züge erhalten haben, so werden sie aus der Ziehbank
genommen und der Wirkung einer Polirmaschine übergeben, welche die Bohrung und die
Züge der Läufe in der Art vollendet, daß sie als höchst trefflich überall anerkannt
worden sind. – Die Zusammensetzung der Waffen bietet nichts Neues dar.
Tafeln