| Titel: | Formen zum Guß von Metallröhren; von David Elder, Ingenieur zu Glasgow. |
| Fundstelle: | Band 140, Jahrgang 1856, Nr. LVII., S. 273 |
| Download: | XML |
LVII.
Formen zum Guß von Metallröhren; von David Elder, Ingenieur zu
Glasgow.
Aus dem Civil Engineer and Architect's Journal, Decbr.
1855, S. 427.
Mit Abbildungen auf Tab.
IV.
Elder's Formen zum Guß von Metallröhren.
Diese (am 24. März 1855 für England patentirte) Erfindung bezieht sich auf die
Zubereitung von Sand- oder Masseformen zum Guß metallener Röhren, und besteht
hauptsächlich in einem mechanischen Eindämmen oder Einformen d.h. Feststampfen des
Formmaterials, in Verbindung mit einer formenden Einwirkung auf eine kurze Länge des
Modells, welches die innere Oberfläche der Form bildet. Die allgemeine Einrichtung
dieser Apparate ist hauptsächlich auf die Anfertigung der Formen zu cylindrischen
gußeisernen Röhren anwendbar, jedoch lassen sie sich auch bei Formen zu Gegenständen
von viereckigen und andern Querschnitten benutzen, wofern dieselben ihrer ganzen Länge nach
parallele Seiten haben.
Will man nach dieser Methode eine Form anfertigen, so stellt man den Formkasten, wie
gewöhnlich, senkrecht, und das kurze Modell, welches den Mantel der Form bilden
soll, auf den Boden desselben. Dieses Modellstück ist am obern Ende conisch oder hat
eine solche Gestalt, daß der Formsand leicht niederfällt. Der Theil, von welchem
dieser conische Theil abgeht, hat eine Reihe von radialen Federstücken, die dem
Durchmesser des wirklichen Modells fast entsprechen. Diese Federn oder Rippen wirken
als eine leitende Oberfläche für die zum Eindämmen dienende Vorrichtung und für das
Formmaterial. Das Modell ist mittelst einer Mittlern Stange aufgehängt, deren oberes
Ende an einem Querhaupt befestigt ist. Dieses Querhaupt führt das Modell genau
senkrecht und wird durch Kette und Gegengewicht im Gleichgewicht erhalten. In dem
Querhaupte dreht sich auch eine kurze horizontale Welle, die mit Kurbeln oder
Excentrics versehen ist, von denen zwei oder mehrere Stangen zu einem ringförmigen
Stampfer niedergehen, welcher das Modell auf der innern Seite des Formkastens
umgibt.
Wenn nun ein Röhrenmantel eingeformt werden soll, so wird die Excentricwelle
ununterbrochen von einem paar Winkelrädern umgedreht, welche mittelst einer
quadratischen stehenden Welle mit einer Triebkraft in Verbindung stehen. Der
Stampfer ist ein kurzer, massiver, an beiden Enden offener Cylinder, der das Modell
an dem oberen Ende umfaßt, und dessen innere Oberfläche genau gegen die radialen
Federn des Modells paßt. An dem obern Theile des Stampfers ist ein geneigtes,
vorspringendes Ringstück angebracht, welches den Kegel an dem Modell gänzlich oder
fast berührt, wenn dieses seine höchste Stellung hat und die oberen Kanten der
Federstücke bedeckt. Der Sand wird wie gewöhnlich in das Innere des Formkastens
geworfen und fällt in das offene obere Ende des Stampfers, von wo er seinen Weg
abwärts über die geneigte Oberfläche des Kegels von dem Modell, durch die
Zwischenräume der Federn nimmt und direct unter die untere Kante des Stampfers
gelangt. Der letztere dämmt nun mit kurzen Stößen den in geringen Mengen auf einmal
einfallenden Sand fest, denn vor jedem Stoß fällt eine gewisse Menge zwischen den
Federn durch, der dann sogleich festgestampft wird.
Indem nun die Sandform unter dem Stampfer höher wird, so muß letzterer und das mit
ihm verbundene Modell aufwärts gehen, bis die Form vollendet ist. Durch Anhängen
eines leichtern oder schwerern Gegengewichts an das Querhaupt kann man die
Dichtigkeit und Festigkeit des eingedämmten Sandes verändern, und die Zwischenräume
zwischen den Federstücken auf dem Modell bewirken in Verbindung mit dem wiederholten
Heben des Stampfers, ohne alle andere Vorsichtsmaßregel, eine vollkommene
Gleichförmigkeit des einfallenden Formsandes, denn wenn sich der Stampfer hoch hebt,
so fällt viel Sand auf einmal ein, und hebt er sich nur wenig, so fällt auch nur
wenig Sand durch.
Dieser Apparat kann sowohl in Beziehung auf die größere oder geringere Schnelligkeit
seiner Wirkung, als auf die Festigkeit und Art des Eindämmens, verschiedenartig
verändert werden. Man kann die Vorrichtung dadurch vereinfachen, daß man das Modell
selbst als einen Stampfer wirken läßt, indem man an ihm einen hervorstehenden
ringförmigen Theil anbringt, welcher der stampfenden Oberfläche entspricht. In
diesem Fall findet der Sand seinen Weg an der Außenseite dieses Ringes oder Kranzes,
und zwischen demselben und dem Formkasten. Um ferner die wirkende Oberfläche eines
solchen ringförmigen Stampfers zu verstärken, wird ein solcher Ring oder kurzer
offener Cylinder über das Modell gehängt, und wenn dieser Cylinder seine niedrigste
Stellung hat, so fällt seine unterste Kante mit der stampfenden oder drückenden
Oberfläche des Modells zusammen. Durch diesen besondern Cylinder geht der obere
Mechanismus nebst dem Modell senkrecht hindurch, aber er geht vor jedem Stoß etwas
in die Höhe, ehe er das Modell vor seiner Aufwärtsbewegung verläßt. Modell und
Cylinder gehen alsdann abwärts und bilden zusammen die stampfende Oberfläche. Durch
diese Einrichtung ist ein wirksames Festdämmen gesichert und der Sand fällt sehr
regelmäßig zu den Zeiten des Aufganges des besondern Cylinders ein.
Da keine drehenden Bewegungen bei diesen Vorrichtungen zwischen den Stampfern, den
Modellen und den Formkästen statt finden, so ist es einleuchtend, daß Gegenstände
mit viereckigen und andern Querschnitten eben so leicht als cylindrische eingeformt
werden können.
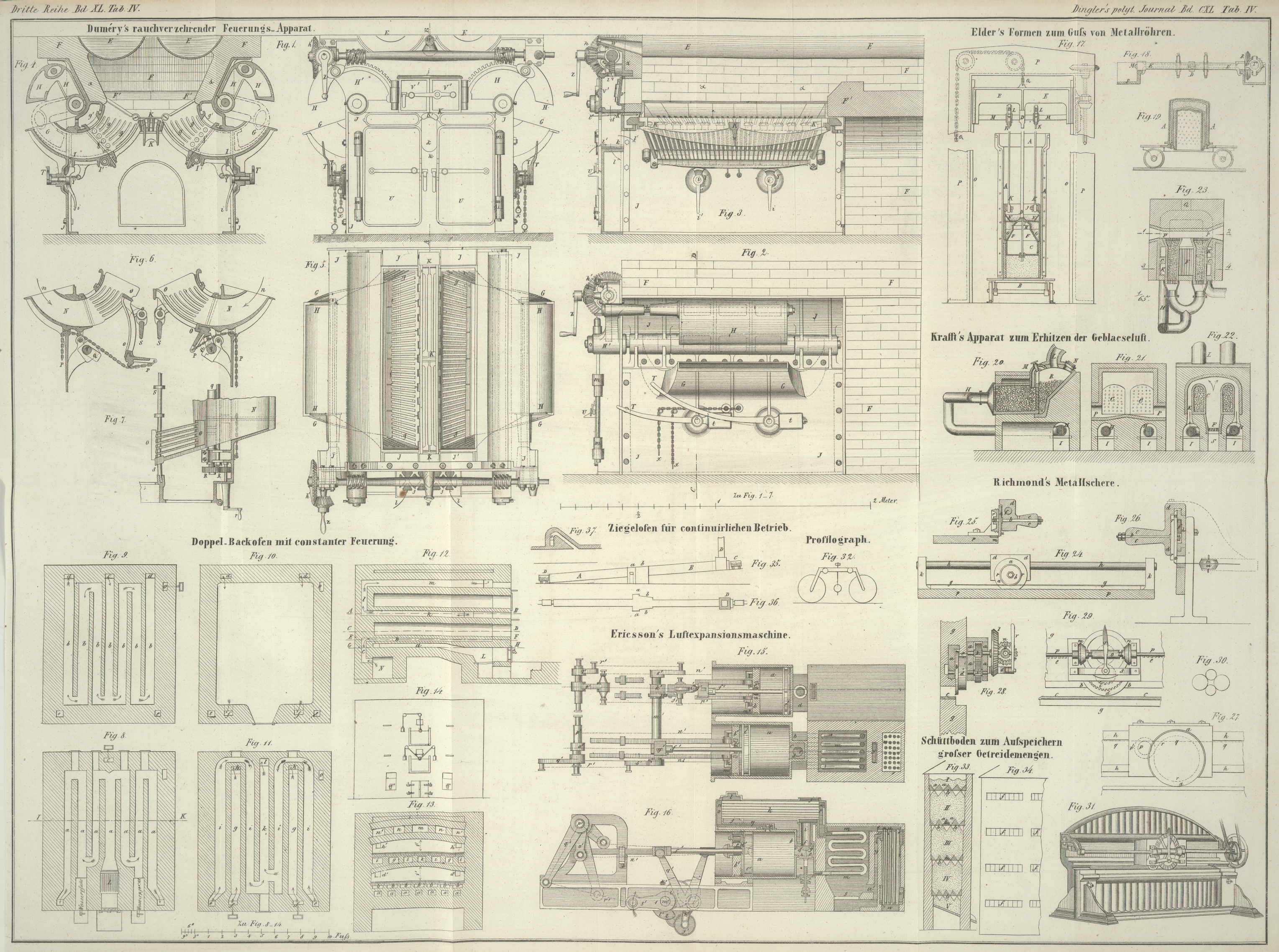
Fig. 17 ist
ein Aufriß und Durchschnitt einer Art des verbesserten Formapparates; es sind Theile
von dem Gerüst und den Stangen weggebrochen, um die Länge der Figur zu beschränken.
Fig. 18
ist ein Grundriß der Betriebs-Theile und Fig. 19 ist ein
senkrechter Durchschnitt von einem Theil einer fertigen Form mit eingesetztem Kern.
Der dargestellte Apparat bezieht sich auf die Anfertigung einer cylindrischen Form.
Der Formkasten besteht aus Gußeisen, gewöhnlich aus zwei Hälften, von denen die eine
als weggenommen gedacht worden, während die andere A auf
dem Wagen B steht, mittelst dessen die eingedämmte
Metallform unter dem Gerüst weggefahren werden kann. Der innere Durchmesser des
Formkastens ist um so viel größer, als der äußere der zu gießenden Röhre, daß der zwischen beiden
bleibende Raum das erforderliche Formmaterial aufnehmen kann. Die innere Oberfläche
der Röhrenform wird nach einem kurzen Modellstück C
gebildet, welches in einem senkrechten Durchschnitt dargestellt und durch die Stange
D mit dem Querhaupt E
verbunden ist. Der untere Theil des Modellstücks C ist
cylindrisch und entspricht dem äußern Durchmesser der zu gießenden Röhre. Dieser
cylindrische Theil des Modellstücks endigt nach oben in einen conischen Theil F, an welchen eine Reihe von nach auswärts gehenden
Federn G befestigt ist, deren äußere Kanten in gleicher
Ebene mit der Oberfläche des untern Theils des Modelles liegen. Ueber dem conischen
Theil F befindet sich ein kurzer cylindrischer Theil H, und dieser läuft in einen Kegel I aus. Der Stampfer ist ein gegossener Cylinder J, welcher im Innern sorgfältig ausgebohrt ist, damit er
genau um das cylindrische Modell C paßt und auf den
Federn G gleitet, welche als Führer dienen, wenn der
Stampfer über den cylindrischen Theil C des Modelles
erhoben wird. Der äußere Durchmesser des Stampfers ist etwas kleiner als der innere
des Formkastens A, und sein unterer Rand ist
abgeschärft; jedoch kann diese Kante verschiedenartig geformt seyn, wie es in der
Praxis für zweckmäßig befunden wird. Der Stampfer ist an zwei Stangen K aufgehängt, die mit zwei Excentriken L in Verbindung stehen, welche auf einer horizontalen
Welle M sitzen, deren Zapfen in Lagern des Querhauptes
E liegen. Die Drehung der Excentrics theilt dem
Stampfer J eine wiederkehrend auf- und
niedergehende Bewegung mit, wodurch das Formmaterial zwischen dem Modell C in dem Formkasten festgestampft wird. Das Formmaterial
wird ununterbrochen auf irgend eine Weise der Mündung des Formkastens zugeführt; es
fällt zuerst auf den conischen Rand N, welcher an der
innern Seite des Stampfers J angegossen ist. Die innere
Kante dieses Randes läßt sich leicht über den kurzen cylindrischen Theil H des Modelles schieben, und wenn sich der Stampfer in
der Nähe des tiefsten Punktes seines Zuges befindet, so füllt der Theil H die mittlere Oeffnung des Randes J und schneidet das weitere Niederfallen des
Formmaterials ab. Wird aber der Stampfer gehoben, so fällt der Sand frei durch die
Oeffnung des Randes J und zur conischen Oberfläche F, durch die Federn G durch,
und gelangt unter den Stampfer zwischen Form und Formkasten, weil in diesem
Zeitpunkte diese Kante etwas über den cylindrischen Theil C des Modelles gehoben ist, so daß der Sand unter sie fallen kann. Die
Menge des einfallenden Sandes läßt sich dadurch abändern, daß man die Gestalt des
oberen Theils des Modelles und die Oeffnungen zum Durchfallen entsprechend
einrichtet. Wenn der Sand unter der Stampferkante eine hinlängliche Festigkeit
erlangt hat und der
Stampfer daher nicht mit voller Wirkung niederfallen kann, so findet auf die Welle
M und das Querhaupt E
eine Rückwirkung statt. Das Querhaupt kann auf den senkrechten Leitungen O des gußeisernen Gerüstes P
verschoben werden, so daß wenn die Rückwirkung erfolgt, das Querhaupt in die Höhe
geht und das Modell C mit sich nimmt. Damit diese
hebende Bewegung erfolgen kann, muß die Festigkeit des Sandes unter dem Stampfer,
woher der Widerstand rührt, groß genug seyn, um das Gewicht des Querhauptes E und die daran hängenden Theile zu heben und den
Reibungswiderstand des Modelles in der Form zu überwinden. In gewöhnlichen Fällen
wird das Gewicht und der Widerstand zu groß seyn, d.h. der Sand unter dem Stampfer
wird härter werden, als es wünschenswerth ist, schon bevor er durch seinen
Widerstand das Querhaupt und das Modell zu heben vermag. Es wird daher nothwendig,
auf diese Theile ein größeres oder geringeres Gegengewicht einwirken zu lassen; dieß
geschieht durch ein Gewicht an einer Kette Q, welche
über die Rollen an dem Gerüst P läuft, mit dem Querhaupt
E verbunden ist und dasselbe zu heben sucht. Es wird
dem Praktiker einleuchtend seyn, daß durch zweckmäßige Regulirung des Gegengewichts
der Dichtigkeitsgrad der Form mit der größten Schärfe bestimmt werden kann, während
derselbe von unten bis oben hin auch vollkommen gleichartig wird.
Der Betrieb der Maschinerie ist folgender: die Welle M,
durch deren Drehung die ganze Maschine wirkt, hat an ihrem einen Ende ein Winkelrad
R, welches mit einem andern S in Eingriff steht, das an der stehenden Welle T befestigt ist; dieser letztern wird von einer Triebkraft aus Bewegung
mitgetheilt. Das Winkelrad S ist auf der Welle T verschiebbar, bleibt aber bei deren Bewegung stets mit
dem Rade R im Eingriff.
Tafeln