| Titel: | Ueber die Anfertigung von heißgepreßten Bleiröhren, gepreßten Gewehrkugeln und von Flintenschrot in Amerika; von B. Hager. |
| Autor: | B. Hager |
| Fundstelle: | Band 147, Jahrgang 1858, Nr. LXVII., S. 248 |
| Download: | XML |
LXVII.
Ueber die Anfertigung von heißgepreßten
Bleiröhren, gepreßten Gewehrkugeln und von Flintenschrot in Amerika; von B. Hager.
Mit Abbildungen auf Tab.
IV.
Hager, über die Anfertigung von heißgepreßter Bleiröhren etc. in
Amerika.
In Rochester werden sehr viele Bleiröhren zu
Wasserleitungen, wie man sie in den meisten Häusern findet, angefertigt. Um
dieselben endlos oder von beliebiger Länge herstellen zu können, bedient man sich
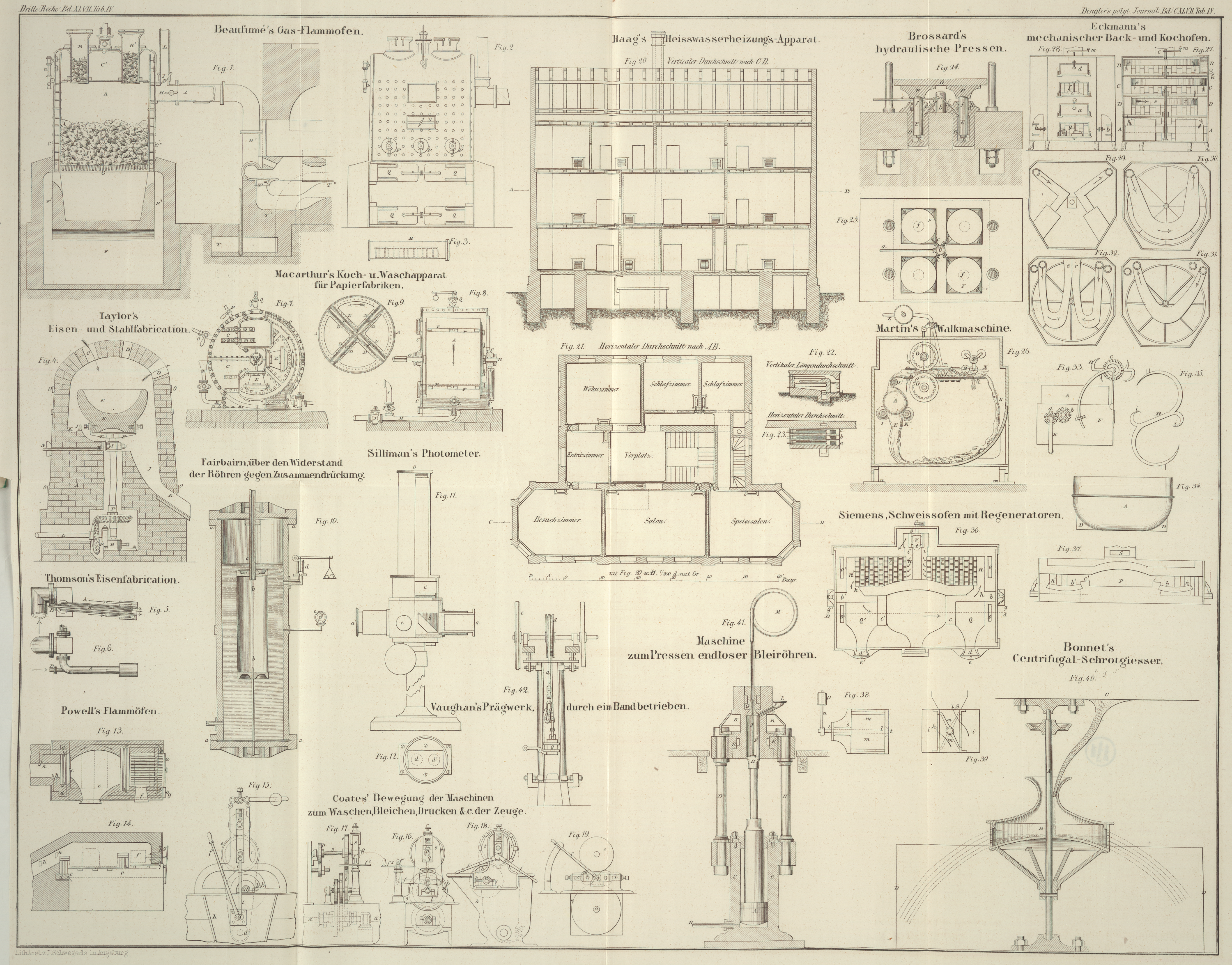
der in Fig.
41 dargestellten Maschine.
Eine starke hydraulische Presse ist auf dem Fußboden des Parterre oder im Keller
befestigt, deren Kolben A durch Wasser, welches mit
einer doppelten Druckpumpe durch die Speiseröhre B in
den Cylinder gepreßt wird, in die Höhe getrieben wird. Durch Oeffnen eines in der
Zeichnung nicht ersichtlichen Ventils oberhalb des Kolbens kann er wieder
herabgedrückt und das unter A befindliche Wasser durch
ein zweites Ventil abgelassen werden. Auf dem Cylinder C
ist an zwei Säulen D, D eine starke eiserne Platte E, in deren Mitte sich ein hohler cylindrischer Raum F befindet, festgeschraubt und bildet mit ersterem ein
Ganzes. Der obere Theil der Presse geht durch den Fußboden des ersten Stockes, wo
die Röhren angefertigt werden sollen. Der Cylinder F hat
ein conisches Ende, über welchem ein harter Stahlring G,
dessen Oeffnung dem äußeren Durchmesser der anzufertigenden Röhren gleich ist,
angebracht ist. Im Cylinder F bewegt sich ein mit dem
Preßkolben A durch eine Kolbenstange verbundener zweiter
Kolben H, auf dem ein Stahldorn I von dem innern Röhrendurchmesser aufgeschraubt ist. Dieser Stahldorn
ragt beim niedrigsten Stande etwas über den Ring G
hervor und ist genau concentrisch mit diesem.
Sollen nun Röhren angefertigt werden, so wird in dem Raum K ein Kohlenfeuer angebrannt und unterhalten, um den Cylinder F etwas zu erwärmen. Die Kolben A und H werden auf den niedrigsten Stand
herabgelassen und der, der anzufertigenden Röhrendimension entsprechende Stahlring
und Dorn befestigt. Hierauf wird durch den Trichter L
der Cylinder F voll Blei gegossen, der Trichter
abgeschraubt und an seine Stelle eine Schraube gebracht. Nun wird die Presse in
Bewegung gesetzt und drückt durch die concentrische Oeffnung eine Bleiröhre heraus,
welche um die Rolle M gewickelt wird. Ist der Kolben H bis nahe an den Stahlring gelangt, so wird er durch
Oeffnen der erwähnten Ventile wieder herabgedrückt, der Trichter aufgeschraubt und
neues Blei in den Cylinder F gegossen.
Der Cylinder, in welchen das Blei gegossen wird, ist 24 Zoll lang und hat 8 Zoll im
Durchmesser; der Preßcylinder hat einen Durchmesser von 13 Zoll. Beide Kolben, sowie
die Kolbenstange und die Kolben der Druckpumpen, welche 2 Zoll Durchmesser und 5
Zoll Hub haben, sind von Stahl. Obgleich das Blei, sobald es zu gerinnen anfängt,
durchgepreßt wird, so ist doch zur Anfertigung der schwächsten Röhren ein Druck von
300,000 Pfd. erforderlich; je stärker die Röhren sind, desto weniger Druck ist
nothwendig. Demnach hat der Kolben im obern Cylinder einen Druck von 6000 Pfd., der
Preßkolben dagegen einen Druck von 2262 Pfd. per
Quadratzoll auszuhalten, und sind die einzelnen Maschinentheile diesem Drucke
angemessen zu construiren.
Aus diese Weise kann man endlose Röhren pressen, während man früher kurze dicke
Bleicylinder goß, sie auf einen Stahldorn steckte und dann durch Zieheisen zog, bis
sie die verlangte Stärke hatten.In Deutschland hat Hr. Kehr aus Kreuznach zuerst
eine Maschine zur Anfertigung heißgepreßter Bleiröhren construirt und in
Köln aufgestellt; deren später von ihm verbesserte Construction wurde im
polytechn. Journal, Jahrgang 1844, Bd. XCI S. 275 mitgetheilt.A. d. Red. Obgleich so recht gute Röhren erzielt werden, konnte man ihnen doch
höchstens eine Länge von 20 bis 30 Fuß geben, und mußte, wenn längere Röhren
erforderlich waren, seine Zuflucht zum Zusammenlöthen nehmen, wodurch man, da ein
Rohrende in das andere gesteckt werden mußte, eine ungleiche Stärke und auf den
gelötheten Stellen häufig undichte Röhren bekam. Mittelst der hydraulischen Presse
kann man aber Röhren von jeder beliebigen Länge und in weit kürzerer Zeit, und ohne
Abfall herstellen.
Unweit Rochester in Auburn hat William Ward eine sehr
sinnreiche Maschine, um Kugeln aus Bleidraht zu pressen,
erfunden und sich patentiren lassen. Der Draht ist auf Rollen oberhalb der Maschine
aufgewickelt, von wo er sich in dieselbe hineindreht und von ihr in Stücke von der
erforderlichen Größe für jede Art von Kugeln geschnitten wird. Hierauf fällt er in
Formen, in denen er durch Pressen die gewünschte Gestalt erhält. Die Maschine
fertigt zu gleicher Zeit Flinten-, Büchsen-, Pistolen- und
Spitz-Kugeln an, welche an den vier Ecken herausfallen. Da an jeder Ecke zwei
Formen angebracht sind, so werden bei jeder Umdrehung der Maschine acht Kugeln,
fertig. Die in Auburn stehende Maschine wird durch Dampf getrieben und macht in der
Minute 25 Umdrehungen oder 200 Kugeln, und folglich per
Stunde 1200 Kugeln. Zu ihrer Bedienung genügt ein Mann, der den Bleidraht einhängt
und die fertigen Kugeln unten wegnimmt. Bei Anfertigung der Bleikugeln auf diese
Weise entstehen keine Abfälle, da die Maschine die zu jeder Kugel nöthige Quantität
Blei genau abschneidet.
Fig. 40
stellt einen Centrifugalschrotgießer dar, welchen sich
Louis Bonnet in Newyork patentiren ließ. An einem
verticalen Schaft A ist ein Gefäß B befestigt, dessen Mantel aus fein durchbohrtem Blech besteht und dessen
Boden convex ist, während es oben in einen Trichter ausläuft. In diesen Trichter
wird durch die Röhre C Blei gegossen und dem Gefäß eine
Geschwindigkeit von 350 Umdrehungen in der Minute gegeben, wodurch das Blei durch
die siebförmige Wand fliegt und als Schrot gegen einen in einiger Entfernung
aufgestellten runden Zeugschirm D anschlägt und
niederfällt. Ein Ventilator führt die zur Abkühlung des Bleies nöthige Luft zwischen
den Schirm. Dieser Apparat bezweckt die Ersparung der zum Schrotgießen nöthigen
Thürme.
Tafeln