| Titel: | Verbesserungen in der Fabrication von Eisen und Stahl, von Heinrich Bessemer in London. |
| Fundstelle: | Band 149, Jahrgang 1858, Nr. CXIV., S. 411 |
| Download: | XML |
CXIV.
Verbesserungen in der Fabrication von Eisen und
Stahl, von Heinrich Bessemer
in London.
Aus dem London Journal of arts, Febr. 1858, S.
73.
Mit Abbildungen auf Tab.
VIII.
Bessemer's Verbesserungen in der Fabrication von Eisen und
Stahl.
Diese, am 24. Januar 1857 in England
patentirte Erfindung besteht in der Fabrication von Stäben, Blech etc. direct aus
dem flüssigen Eisen und Stahl, statt diese Metalle in Formen auszugießen und
erkalten zu lassen. Hierzu benutzt der Patentträger ein Walzenpaar in einem dazu
eingerichteten Gerüst, beide Walzen horizontal nebeneinander liegend, welches in
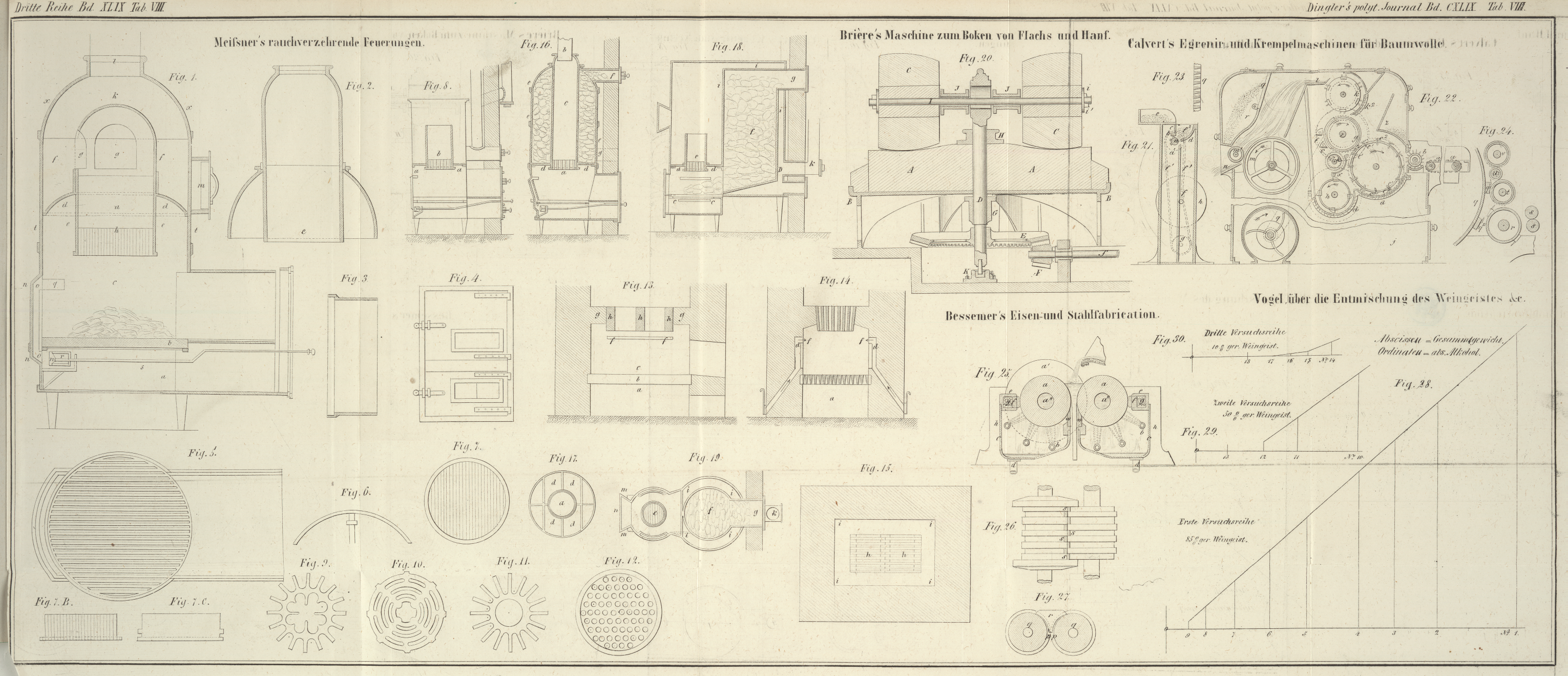
Fig. 25
im Querdurchschnitt dargestellt ist. a, a stellen die
Walzen und a' hohle Kerne derselben dar, durch welche
ein abkühlender Wasserstrom geleitet wird, da die Walzen durch das zwischen
dieselben fallende geschmolzene Metall sehr stark erhitzt werden. Außer dieser
innern Abkühlung der Walzen kann deren Temperatur auch durch Anwendung von Wasser
auf ihrer äußern Oberfläche vermindert werden, zu welchem Ende sich die Röhren b, b von einem Ende der Walzen bis zum andern
erstrecken; jede dieser Röhren steht mit einem höher liegenden Wassertroge in
Verbindung. Auf der den Walzen zugekehrten Seite sind die Röhren b mit zahlreichen Löchern versehen, durch welche
Wasserstrahlen gegen die sich drehenden Walzen geschleudert werden; das Wasser fällt
alsdann auf den geneigten Boden c* der umschließenden
Kästen c, c zurück, und fließt durch die Röhren d, d ab.
An dem obern Rande der Kästen c, c sind Canäle e, e angebracht, in welche Holzblöcke f passen, deren vordere Seite concav ist und genau auf
die Walzen paßt; diese concaven Seiten sind mit Filz überzogen, um jeden
Wassertropfen von der Walzenoberfläche zu entfernen. Gegen die Hinteren Seiten der
Holzblöcke f drücken Federn g, welche jene dicht an den Walzen halten.
Um die Stäbe oder Blechplatten von den Walzen zu entfernen, wenn sie daran hängen
bleiben sollten, dienen zwei stählerne Abstreifeisen w,
w, welche sich über die ganze Länge der Walzen erstrecken und deren Enden
in Nuthen in dem Gerüst des Walzwerks eingelassen sind; durch Stellschrauben und
Keile werden sie in genauer Berührung mit den Walzen und den Ruthen gehalten. Wenn
Caliberwalzen angewendet werden, so greifen die Abstreifeisen w in dieselben ein. Die Stellung der Walzen und ihre Entfernung von
einander wird durch dieselben Mittel bewirkt, wie bei den gewöhnlichen
Stabeisen- und Blechwalzen. Ehe das flüssige Metall zwischen die Walzen
gegossen wird, müssen dieselben in genauer Berührung stehen, weil es sonst
durchfallen würde. Dieß kann durch einen belasteten Hebel bewirkt werden; die
bewegliche Walze fällt alsdann sogleich gegen die unbewegliche, wenn nichts zwischen
denselben befindlich ist; sobald sich aber das erstarrte Eisen zwischen den Walzen
anhäuft, geht der Hebel in die Höhe und die eine Walze entfernt sich von der andern,
bis sie von der Stellschraube zurückgehalten wird. Um das Abfließen des Metalles an
den Enden der Walzen zu verhindern, hat die eine Walze an den Enden hervortretende
Ränder, in welche die andere Walze paßt. Einen dieser Ränder zeigt Fig. 25 bei a' Der Raum zwischen den beiden Walzen bestimmt die
Stärke der Stäbe oder der Platten, welche dazwischen ausgewalzt werden. Statt der
Ränder oder Flantschen können aber auch Aufhalter angewendet werden; der
Querdurchschnitt Fig. 27 zeigt solche. p, p sind Caliber in
den Walzen q, und r, r sind
segmentartige Platten, welche in die Caliber p passen
und daher Aufhalter bilden, die das flüssige Metall zwischen den Calibern
zurückhalten.
Die Walzencaliber, welche Fig. 26 im Grundriß
darstellt, worin s, s den Querschnitt der Stäbe
bezeichnet, können aber auch die anderen bekannten Formen haben.
Um Platten oder Stäbe auf bestimmten Längen abzuschneiden oder zum leichten
Zerbrechen vorzubereiten, kann man die Walzen mit Riffeln, ihrer Achse parallel,
versehen. Diese Einrichtung ist zu mehreren Zwecken nützlich, z.B. um den Stahl in
kleine Stäbchen zu theilen, wenn er umgeschmolzen werden soll.
Das flüssige Metall wird aus einer Gießpfanne oder aus einem Tiegel zwischen die
Walzen gegossen, wie Fig. 25 zeigt; diese
drehen sich langsam um, und ihre kalten Oberflächen veranlassen sehr bald das
Erstarren des flüssigen Metalles, welches durch den Druck der Walzen zu Stäben von
dem Querschnitte der Caliber zusammengepreßt wird. Die weitere Verarbeitung der auf
diese Weise erhaltenen Eisen- und Stahlstäbe oder Platten wird durch Hämmer
und Walzen bewirkt.
Tafeln