| Titel: | Beschreibung des fünffüßigen Blechwalzwerkes von A. Borsig, nebst Dampf-Ueberhebe-Vorrichtung und Stellung der Walzen im Neustädter Blech-Walzwerk; vom Ingenieur R. Langenheim. |
| Fundstelle: | Band 156, Jahrgang 1860, Nr. LXVIII., S. 264 |
| Download: | XML |
LXVIII.
Beschreibung des fünffüßigen Blechwalzwerkes von
A. Borsig, nebst
Dampf-Ueberhebe-Vorrichtung und Stellung der Walzen im Neustädter
Blech-Walzwerk; vom Ingenieur R. Langenheim.
Aus der berg- und hüttenmännischen Zeitung 1860,
Nr. 18.
Mit Abbildungen auf Tab.
IV.
Langenheim über Borsig's fünffüßiges Blechwalzwerk.
Die billige und gute Herstellung der Walzwerksproducte hängt hauptsächlich und sehr
wesentlich von den vollkommenen Einrichtungen der Walzenstraßen ab.
Was die Fabrication der Bleche und speciell die Herstellung der Kesselbleche und der
noch schwereren Bleche für Brückenbau, zum Locomotivenbau und zum Schiffbau
anbetrifft, so ist die Einrichtung der Borsig'schen
Walzenstraße das Vollkommenste, was bis jetzt in Deutschland existirt.
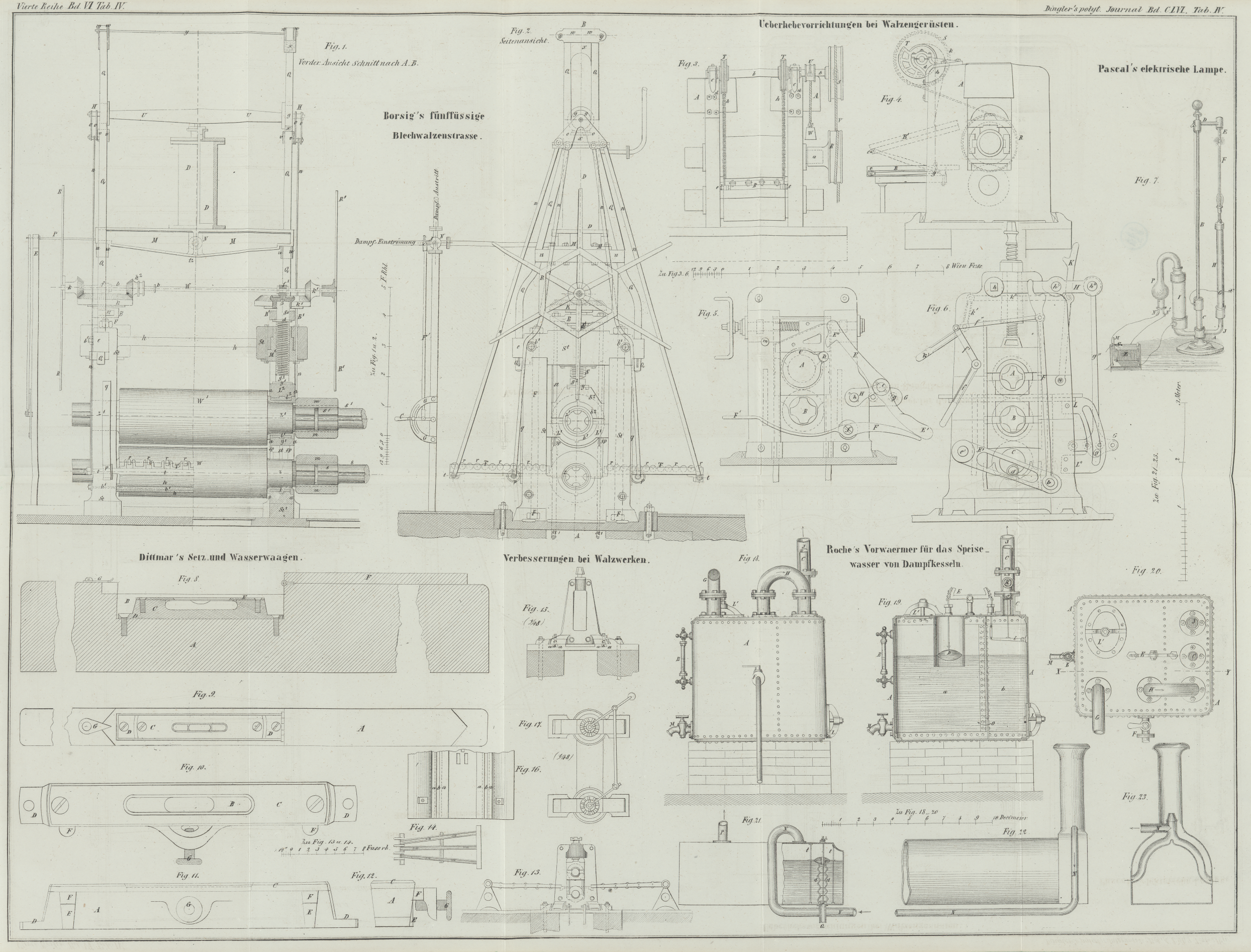
Fig. 2 stellt
die Borsig'sche fünffüßige Blechwalzenstraße in der
Seitenansicht und Fig. 1 in der Vorderansicht und im Durchschnitt nach der Linie AB vor.
Die Unterwalze W und Oberwalze W' haben einen Durchmesser von 21 1/2 Zoll, und die Zapfen Z, Z' haben einen Durchmesser von 13 Zoll. Diese große
Zapfenstärke halte ich für sehr wesentlich – denn das Abbrechen der Zapfen am
Halse ist bei Blechwalzen keine Seltenheit und kann nur durch große Zapfenstärke und
einen guten Guß der Walzen vermieden werden. Wie aus der Vorderansicht deutlich zu
ersehen ist, haben die Zapfen, wo dieselben sich an die Walzen ansetzen, bei a eine kleine conische Verstärkung, welche ebenfalls
nicht unwesentlich ist; oben an dem Halse der Zapfen finden die meisten Brüche
statt, und hat diese Verstärkung eben den Zweck, die Walzenbrüche zu vermeiden.
Die Verkuppelung der Walzen mit den Kammwalzen geschieht mittelst der Spindeln s und der Muffe m.
Die Spindeln s und s' sind
außergewöhnlich lang, nämlich 6 Fuß.
Um die geschmiedeten Packete einführen zu können, muß die Oberwalze immer bedeutend
gehoben werden (bei dieser Walzenstraße kann die Walze 5 1/2 Zoll gehoben werden);
je länger die Spindeln sind, um so weniger Neigung bekommt die Spindel s', wenn die Oberwalze in der höchsten Stellung ist, und
um so weniger quetscht sich die Spindel in den Muffen, um so weniger Spindel-
und Muffenbrüche werden also auch erfolgen.
Die Lager l, l für die Unterwalze und l¹, l¹, l¹, l² für die
Oberwalze werden aus Komposition eingegossen. Die Composition wird hergestellt,
indem 13 Theile Kupfer, 9 1/2 Theile Antimon und 59 Theile Lammzinn
zusammengeschmolzen werden; 27 Theile von dieser ersten Zusammenschmelzung werden
mit 29 1/2 Theilen Lammzinn zusammengeschmolzen, und die nun erhaltene Composition
in die Lager eingegossen.
Diese Composition ist allerdings theuer, hat sich in Neustadt indessen gut
bewährt.
Sind die Pfannenlager nicht gar zu schadhaft, so kann die Composition in den Ständern
nachgegossen werden, und wenn man die Composition vor dem Eingießen gehörig erhitzt,
so verbindet sie sich vollständig mit dem alten Lager.
Die Pfannenlager l, l für die Unterwalze liegen, da
letztere immer in ihrer ursprünglichen Lage bleibt, in den Ständern St und St¹.
Die unteren Pfannenlager l¹, l¹ für die Oberwalze liegen in den gußeisernen
Lagern L¹, L¹.
Durch diese Lager L¹, L¹ gehen die schmiedeeisernen viereckigen Stangen st, st und die Lager werden durch die Splinte sp, sp von den Stangen st,
st getragen.
Die Stangen st, st stoßen in den Ständern auf die Stangen
st¹, st¹;
die Stangen st¹ gehen durch die Fundamentplatten
in das Fundament; in dem Fundament werden diese Stangen st¹ wie bei allen großen Blechwalzen, vermittelst Hebel und
Gewichte, welche dem Gewichte der obern Viechwalze entsprechen, nach Oben
gedrückt.
Auf diese Weise wird das Gewicht der Oberwalze ausbalancirt, und kann die Oberwalze
deßhalb mit der größten Leichtigkeit gehoben werden.
Die Stangen st gehen auch oben durch die Ständer und
später durch die schmiedeeisernen Bügel B, B¹,
welche durch den kleinen Ansatz d von den Schrauben S, S¹ getragen werden; auf diesen Bügeln B, B¹ sind die Stangen st mittelst Schraubenmuttern aufgehängt. Durch das Anziehen und Lösen
dieser Schraubenmuttern kann die Oberwalze genau horizontal gestellt werden, und
wenn ein Blech zwischen den Walzen fest zu sitzen kommt, kann die Oberwalze durch
das Anziehen der Muttern gehoben werden.
Die oberen Pfannen l², l² für die Oberwalze sind in die gußeisernen Lager L², L²
eingegossen, und auf diese Lager drücken die großen Stellschrauben S, S¹, mittelst welcher beim Walzen das
allmähliche Niederstellen der Oberwalzen bewerkstelligt wird.
Auf den Schrauben sind oben die großen Kegelräder K,
K¹; in diese Kegelräder greifen die kleinen Kegelräder k, k² und k¹.
Das Kegelrad k' sitzt fest auf der schmiedeeisernen Welle
W; das Kegelrad k² ist mittelst eines Hebels verschiebbar auf der Welle W zwischen den schmiedeeisernen Bunden b, b; zwischen den Bunden hat die Welle W den in Fig. 1
a angegebenen Querschnitt. Wie in Fig. 1 gezeichnet, ist das
Kegelrad k² in das Kegelrad K eingerückt. Wird nun die Welle W mittelst des Sternrades R¹ gedreht,
so wird die Bewegung auf die Kegelräder k² und k¹ übertragen, und
dieselben drücken mittelst der Kegelräder K, K¹
und der Schrauben S, S¹ die Oberwalzen entweder
nieder, oder sie gestatten dadurch, daß die Schrauben S,
S¹ sich nach Oben bewegen, daß die Oberwalze durch die Gegengewichte
gehoben wird.
Das Kegelrad K ist fest mit dem Sternrade R verbunden und sitzt mit diesem lose auf der Welle W. Soll nun also die Oberwalze nur an einer Seite
gestellt werden, so wird das Kegelrad k² aus dem
Kegelrade K ausgerückt; alsdann kann man mittelst des
Sternrades R die Schraube S,
und mittelst des Sternrades R¹ die Schraube R¹ bewegen. Ist für gewöhnlich beim Walzen das
Kegelrad k² eingerückt, so geht das Kegelrad K leer mit und dreht sich nach der entgegengesetzten
Seite, wie das Kegelrad k². Die Welle W ruht in den Lagern f,
f¹ welche auf den Ansätzen ß der Schrauben
S, S¹ drehbar sind.
Die Ständer St, St¹ sind durch vier Bolzen b', b' mit einander verbunden und zwischen den Ständern
sind diese Bolzen mit gußeisernen Hülsen h, h umgeben.
Diese Hülsen haben den Zweck, ein Verbiegen der Bolzen zu verhüten, und sind sehr
zweckmäßig. Die Ständer sind aus zwei Theilen gegossen, wie aus Fig. 2 deutlich zu ersehen
ist; durch die starken schmiedeeisernen Bolzen F, F wird
den Ständern eine sehr große Festigkeit gegeben, und dem Auseinanderreißen der
Ständer nach Möglichkeit vorgebeugt.
Für die siebenfüßigen Walzen sind die Ständer aus einem Stück gegossen; die
schmiedeeisernen Bolzen sind dennoch beibehalten, eben um den Ständern eine größere
Festigkeit zu geben. Sonst sind alle Einrichtungen bei den siebenfüßigen Walzen
wesentlich so wie bei den fünffüßigen Walzen, nur sind die Ständer im Ganzen
kräftiger construirt.
Die messingenen Schraubenmuttern M, M¹, welche
Fig. 1 im
Durchschnitt zeigt, sind bei den siebenfüßigen Walzen aus Schmiedeeisen. Im Anfange,
als die Walzenstraße in Betrieb gesetzt wurde, bekamen die messingenen Muttern durch
den ungeheuren Druck, welchen sie durch die Stellschrauben zu ertragen haben, kleine
Ränder, die Muttern mußten herausgeholt und öfter nachgefeilt werden; die
schmiedeeisernen Muttern bei den siebenfüßigen Walzen haben sich dagegen gut
gehalten.
Die Stellschrauben S, S, welche aus dem besten
Feinkorneisen hergestellt sind, zeigten sich bei 5 Zoll noch etwas zu schwach, indem
sie sich stauchten; sie wurden auf 5 1/2 Zoll verstärkt, und haben sich alsdann gut
bewährt. Diese Stellschrauben 8 greifen unten in die Gußstahlkapseln g² welche unten die Schrauben zusammenhalten und
ein Aufstauchen derselben verhüten. Die Kapseln g², g² schmiedeeisernen Nothböcken
oder Brechstühlchen y¹. Anfangs waren starke
gußeiserne Brechböcke untergesetzt, indeß dieselben sprangen zu oft; die
schmiedeeisernen Brechböcke können allerdings nicht springen, indessen können sie
sich etwas durchbiegen, welches immer schon genügt, ein Brechen der Walzen, wenn
ausnahmsweise ein großer Druck auf die Walzen stattfindet, zu verhüten.
Die Walzentische T, T auf denen die Bleche zwischen die
Walzen eingeführt werden, und mittelst welcher die Bleche, nachdem sie die Walzen
passirt haben, über die Oberwalzen nach der Vorderseite zurück gehoben werden,
bestehen aus einer Anzahl gußeiserner Rollen r, r, die
von winkelförmig gebogenem Blech getragen werden. Auf diesen Rollen r, r läßt sich das Blech leicht hin und her schieben.
Von den beiden schmiedeeisernen Balken t, t wird der
Tisch getragen. An diesen Balken t, t befinden sich die
Rollen p, p, welche bei Auf- und Niederbewegung
des Tisches auf den, an den Ständern gleich angegossenen, Vorsprüngen q, q gleiten.
An den Enden der Balken t, t sind die langen
schmiedeeisernen Stangen n, n befestigt, welche oben an
den schmiedeeisernen Bügeln o, o hängen. Die Bügel o, o sind an den schmiedeeisernen Stücken H, H befestigt und sind die Stücke H, H durch die Viechstücke. U,
U mit einander verbunden; zwischen welchen die oben glatt geschmiedete
Kolbenstange des Cylinders in der Mitte befestigt ist. Die schmiedeeisernen Stücke
H, H werden mittelst der Rollen g, g zwischen den Trägern Q,
Q geführt.
Die Rollen g, g schlagen oben und unten gegen die
Holzstücke x, x, welche zwischen die Träger Q, Q eingezwängt sind und dazu dienen, um den Hub des
Kolbens zu begränzen und auch um ihn in gewissen Gränzen variiren lassen zu können.
Die Blechträger v, v und w,
w, welche die Träger Q, Q oben mit einander
verbinden, dienen zugleich als Widerlager für die Holzklötze. Die obersten Träger w, w sind durch Schraubenbolzen y, y noch mit einander verbunden.
Der Dampfcylinder D ruht auf dem Gußstücke M, welches von den Blechstücken u, u, die an die Träger Q, Q angenietet sind,
getragen wird. Die vier schmiedeeisernen Träger Q, Q
sind in den Ansätzen e, e, welche gleich an die Ständer
angegossen sind, mittelst Keilen befestigt.
Der Dampfzutritt in den Dampfcylinder wird mittelst des Dreiwegehahnes N regulirt. An dem Hahnkörper befindet sich die lange
Welle P als Verlängerung, welche auf E in Lagern ruht; an P
befindet sich wieder der Hebel J, welcher nach Unten mit
der langen Stange F verbunden ist, und an F wirkt der Hebel C, welcher
in dem Bogen G geführt wird. Der Hebel C liegt so, daß er bequem von dem Hebelmann, welcher
seitwärts von dem Tische steht, geführt werden kann.
Aus dem Gußstücke M kann das condensirte Wasser durch die
Oeffnung tz abgeleitet werden.
Der große Vortheil, den diese Dampf-Hebe-Vorrichtung der Tische
gewährt, besteht darin, daß, wenn die Tische in der höchsten Stellung sind, das
Blech also über die Oberwalze zurückgegeben wird, die Tische horizontal stehen, und
dadurch das Blech sehr leicht über die Walzen geschoben werden kann.
Bei den meisten großen Blechwalzwerken in Westphalen, in Horde und in Aplerbeck
(Gesellschaft Blücher), wird nur der Tisch an der einen Seite, welche der Walze
zunächst liegt, gehoben; die Tische kommen dadurch in eine geneigte Lage und das
Blech muß auf der schiefen Ebene, wenn deren Neigung auch in neuerer Zeit dadurch,
daß man die Tische bedeutend verlängert, sehr verringert ist, heraufgeschoben
werden, welches immer viel schwieriger ist und längere Zeit beansprucht.
Wenn die vorgeschmiedeten Packete nun schweißwarm aus dem Ofen kommen, so kommt Alles
darauf an, daß man die Schweißhitze vollständig benutzen kann; im Anfange,
namentlich wenn die Packete von großem Gewichte sind, sind dieselben schwierig zu
regieren, und je langsamer und mühsamer das Ueberheben geht, desto öfter müssen die
Packete in den Ofen zurück, und desto schlechter fallen die Bleche aus.
Je wärmer man die Bleche walzen kann, desto besser wird das Blech, und je weniger
haben die Walzen und die Walzenstraßen zu leiden; die Walzen werden weniger
angegriffen, und Brüche kommen selten vor.
Tafeln