| Titel: | Die neueren englischen Verfahrungsarten beim Verzinnen des Eisenblechs. |
| Fundstelle: | Band 157, Jahrgang 1860, Nr. XXX., S. 124 |
| Download: | XML |
XXX.
Die neueren englischen Verfahrungsarten beim
Verzinnen des Eisenblechs.
Aus dem polytechnischen Centralblatt, 1860 S.
673.
Mit Abbildungen auf Tab.
II.
Neuere englische Verfahrungsarten beim Verzinnen des
Eisenblechs.
Das gewöhnliche Verfahren, die Bleche beim Verzinnen mit der Hand einzeln nach
einander in zwei Zinnpfannen und dann in eine Talgpfanne einzutauchen, hat den
doppelten Nachtheil, daß das Gewicht des Zinnüberzugs bei verschiedenen Blechen
verschieden und daß es bei den einzelnen Blechen ungleich über ihre Oberfläche
vertheilt ist.
Diesen Uebelständen suchen zunächst R. V. Leach und Th. W.
Willet dadurch zu begegnen, daß sie die Bleche in
Rahmen einlegen, die durch Elementarkraft eine auf und nieder gehende Bewegung
empfangen, und in diesem Zustande in die zweite Zinnpfanne (wash pot) und die Talgpfanne eintauchen. Das Eintauchen in die zweite
Zinnpfanne, sowie das Herausziehen aus derselben geschieht mit gleichförmiger
Bewegung. Es nehmen also, wenn die Geschwindigkeit bei jeder Operation dieselbe ist,
alle Bleche ein gleiches Gewicht Zinn auf; dieses Gewicht vertheilt sich aber nicht
gleichförmig über die Oberfläche der Bleche, sondern nach Unten zu sammelt sich mehr
Zinn an, als an den oberen Theilen der Bleche, weil es durch seine eigene Schwere an
den Blechen niedersinkt. Um nun trotzdem eine gleichförmige Vertheilung des Zinns
über die Oberflächen der Bleche zu bewirken, ertheilen die Verf. den in die Rahmen
eingelegten Blechen beim Eintauchen in die Talgpfanne eine beschleunigte und beim Herausziehen aus
derselben eine verzögerte Bewegung, was zur Folge hat, daß die unteren Theile der
Bleche der Einwirkung des Talgs länger, als die oberen ausgesetzt werden.
Die gleichförmige Vertheilung des Ueberzugs über die Bleche kann auch auf folgende
Weise bewirkt werden: Die Bleche werden, wenn sie aus der zweiten Zinnpfanne kommen,
in gleichen Entfernungen von einander horizontal in Rahmen eingelegt und in diesem
Zustande in die Talgpfanne eingetaucht, in welcher sie ungefähr eine Minute lang
ruhig gehalten werden; dann erhalten sie mit einer Geschwindigkeit, welche der Größe
der Bleche, der Temperatur des Metalls und der Dicke des Ueberzugs entspricht, eine
Drehung um eine verticale Achse, wodurch in Folge der Centrifugalkraft das Zinn von
den Rändern abgeschleudert wird; und darauf bleiben sie noch eine Minute in ruhigem
Zustande in der Pfanne, damit das an den Rändern dicker liegende Zinn nach der etwas
vertieft liegenden Mitte abfließen kann.
Um das Ansehen des Blechs zu verschönern, kann man die Rahmen dann noch einmal in die
Talgpfanne tauchen, aber ohne ihnen eine drehende Bewegung mitzutheilen.
Das Abschmelzen des durch das Ablaufen des überflüssigen Zinns nach dem beendigten
Verzinnen entstandenen Randes geschieht vermittelst einer verzinnten Kupferplatte,
auf welche der abzuschmelzende Rand aufgelegt wird. Diese Kupferplatte wird erhitzt
und unter einem Winkel von 30° gegen den Horizont aufgestellt.
Das vorstehende Verfahren ist den 23. Mai 1859 in England patentirt und im Repertory of Patent-Inventions, Februar 1860, S.
149 beschrieben.
Das im London Journal, März 1860, S. 143 beschriebene
Verfahren, welches J. Hughes, W. Williams und G. Leyshon am 13. April 1859 für
England patentirt ist, unterscheidet sich von dem vorigen dadurch, daß die Bleche
nach einander in zwei Zinnpfannen mit der Hand eingetaucht werden und das
Fertigmachen durch mechanische Mittel in einer dritten Zinnpfanne, die eine ihrem
Zwecke entsprechende Construction hat, geschieht.
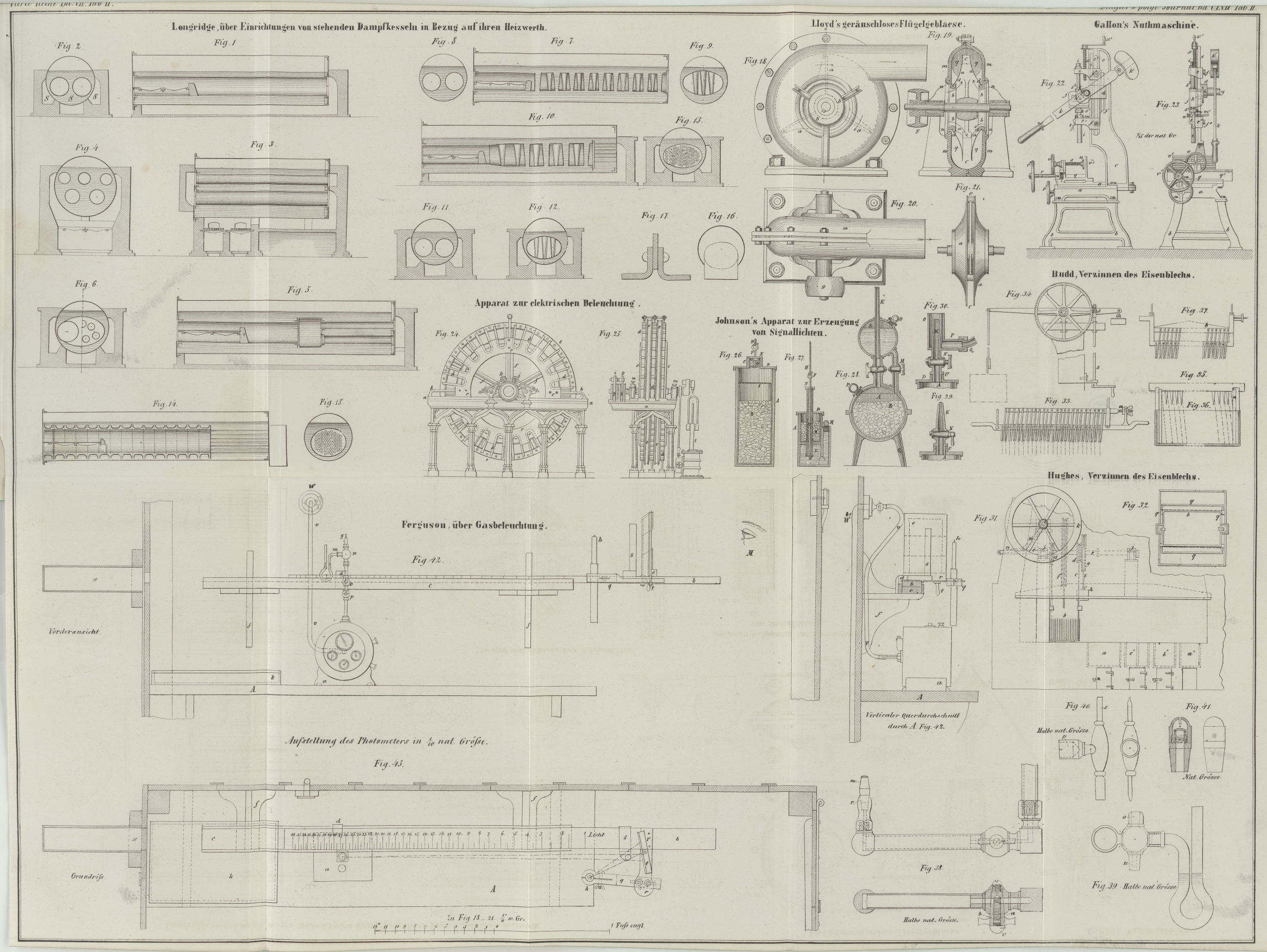
Fig. 31 der
bezüglichen Abbildungen zeigt den ganzen Verzinnungsapparat mit den
Bewegungsmechanismen in der Seitenansicht, Fig. 32 den Grundriß der
Fertigpfanne. a* ist die Talgpfanne, b* die erste und c* die
zweite Zinnpfanne. Nachdem die Bleche in den ersten Zinnpfannen bearbeitet worden
sind, werden sie in einen Rahmen b eingelegt und mit
gleichförmiger Bewegung in die Fertigpfanne a
eingetaucht und wiederum mit gleichförmiger Bewegung aus derselben
herausgezogen.
Beim Herausziehen aus der Fertigpfanne fließt das überschüssige Metall ab, und nach
dem Abkühlen, was in dem Rahmen selbst geschieht, sind die Bleche fertig. q, q in Fig. 32 sind zwei
verticale Platten, welche mit ihren oberen Rändern etwas über den Spiegel des
geschmolzenen Metalls zu liegen kommen. Diese Platten, welche in der Pfanne a festgemacht sind, dienen mit ihren Rändern q', q' dem Rahmen als Führung, und zugleich verhindern
ihre vorstehenden Ränder, daß die obenauf schwimmenden Unreinigkeiten nach dem
Abschäumen, was vor dem Heben der Rahmen geschieht, in die Mitte der Pfanne
gelangen. Zum Heben des Rahmens b dienen die Ketten c, c und die Scheiben d, d
an der Welle e, welche durch ein Handrad f in langsame Umdrehungsbewegung versetzt wird. Eine
zweite Scheibe g an der Welle e trägt vermittelst einer Kette oder Schnur i
ein Gegengewicht h. Nach dem Ausheben des Rahmens wird
die Welle e in ihren Lagern j,
j verschoben, und hierzu dient ein Handrad k an
der Welle l, welche durch die Kurbel m und die Kurbelstange n mit
der Welle e in Verbindung gesetzt ist.
Ein drittes Verfahren, welches für J. P. Budd am 20. Mai
1859 in England patentirt und im London Journal, März
1860, S. 144 beschrieben ist, weicht von dem vorigen nur durch die Behandlung in der
Fertigpfanne ab. Hiernach werden nämlich nicht die Rahmen mit den Blechen, sondern
nur die Bleche, und zwar alle auf einmal, aus der Fertigpfanne ausgehoben. Der
Apparat, der hierzu dient, ist in Fig. 33 abgebildet. Der
Rahmen besteht aus einer Reihe Zangen, in welche bei geöffnetem Zustande derselben
die Bleche eingelegt werden; nachdem der Rahmen gefüllt ist, werden die Zangen durch
Anziehen der Flügelschrauben a geschlossen und die in
den Rahmen eingespannten Bleche in die Fertigpfanne eingetaucht. Hierauf wird der
Rahmen vermittelst des in Fig. 34 abgebildeten
Apparats wieder herausgehoben, und zwar mit geringerer oder größerer
Geschwindigkeit, je nachdem der Ueberzug eine dickere oder dünnere Schicht bilden
soll. Immerhin darf aber die Bewegung keine zu rasche seyn, weil die Behandlung in
der Talgpfanne wegfällt und bei dieser Operation alles überschüssige Metall
abschmelzen muß. Noch bevor die in den Zangenrahmen eingespannten Bleche ganz aus
dem Metall herausgezogen sind, wird über den Rahmen ein hölzerner Rechen (Fig. 35)
eingeführt, dessen Theilung mit der Theilung des Zangenrahmens vollständig
übereinstimmt. Dann wird das Ganze vollends ausgehoben und darauf durch Drehung der
Schraube 3 (Fig.
34) nach entgegengesetzter Richtung in ein untergesetztes Gefäß (Fig. 36)
niedergelassen. Die Flügelschraube a wird nun gelöst und
das Gefäß mit aufgelegtem Rechen nach den Kleiengefäßen transportirt.
Das Zinn in der Fertigpfanne erhält eine Bedeckung mit Oel. Will man jedoch diese
Oelbedeckung in Wegfall bringen, so kann man sich des in Fig. 37 abgebildeten
Zangenrahmens bedienen, welcher nach vollständigem Eintauchen in das Metall das
Abschäumen gestattet und durch die schräg ablaufende Haube b noch selbst befördert.
Tafeln