| Titel: | Ueber Maschinen, welche zur Anfertigung eiserner Bettstellen, wie dieselben in den königl. preußischen Casernen in Gebrauch sind, mit Vortheil verwendet werden; von W. Jeep, Ingenieur in Köln. |
| Autor: | W. Jeep |
| Fundstelle: | Band 157, Jahrgang 1860, Nr. XXXIX., S. 167 |
| Download: | XML |
XXXIX.
Ueber Maschinen, welche zur Anfertigung eiserner
Bettstellen, wie dieselben in den königl. preußischen Casernen in Gebrauch sind, mit
Vortheil verwendet werden; von W.
Jeep, Ingenieur in Köln.
Mit Abbildungen auf Tab.
III.
Jeep, über Maschinen zur Anfertigung eiserner
Bettstellen.
Bei Anfertigung einer großen Partie Bettstellen von Schmiedeeisen, welche vor
längerer Zeit bestellt wurden, war es durch die vorbedungenen Preise erforderlich, die
Herstellung derselben auf die möglich vortheilhafteste Weise einzurichten, und
deßhalb der Beschluß gefaßt, die meistens ohne Maschinen angefertigten Bettstellen
soweit als irgend thunlich durch Maschinenkräfte herzustellen und die Maschinen
dabei so einzurichten, daß dieselben weiter noch zu anderen Zwecken benutzt oder
bereits vorhandene zur Anfertigung der Bettstellen verwendet werden konnten.
Auf diese Weise waren die Maschinen allerdings nicht in der Weise herzustellen, wie
dieselben, wenn solche allein zur Anfertigung der Bettstellen construirt wären,
hätten hergestellt werden können, und sie bieten der Hauptsache nach nichts Neues,
es sind aber die Stempel, Schneiden, Scheren und sonstige Vorkehrungen, welche
getroffen wurden um so interessanter, da dieselben sich leicht an Maschinen, die für
andere Zwecke gebraucht werden, anbringen lassen, und gegen die frühere Handarbeit
ganz bedeutende Vortheile gewähren.
Um die verschiedenen erforderlichen Arbeiten, welche an den Bettstellen auszuführen
sind, besser zu zeigen, und da die Construction der Bettstellen vielleicht nicht
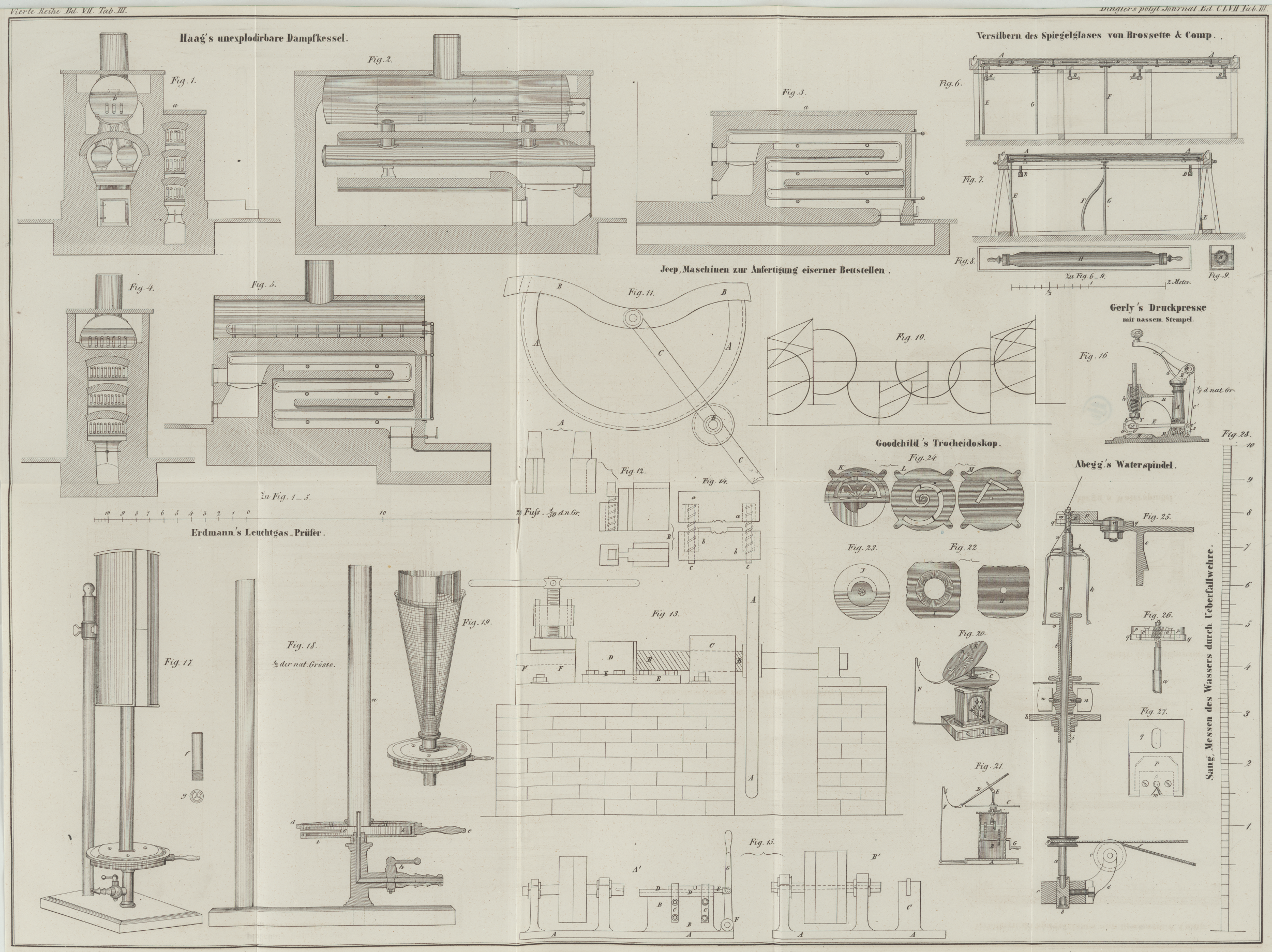
Jedem bekannt ist, wurde in der zugehörenden Zeichnung Fig. 10 eine solche
skizzirt.
Es besteht dieselbe aus zwei Seitenstücken, wie dieselben aus der Figur zu ersehen
sind, und sind die Eckfüße sowie die Mittelfüße aus 3/4zölligem Quadrateisen, die
horizontale Langstange aus 3/4zölligem halbrundem Eisen und die Bogen aus Flacheisen
von 5/8'' und 1/4'' gefertigt.
Diese beiden Seitentheile werden durch verschiedene zwischengeschraubte Querstäbe
verbunden und in ihrer Lage erhalten, von denen am Kopf, sowie am Fußende je zwei
durch ein schwaches Flacheisenkreuz verbunden sind, um ein seitliches Verschieben
der sonst leichten Verbindung zu verhüten.
Alle Theile einer solchen Bettstelle sind fest in einander genietet, und nur die
Zwischenverbindungen, die beiläufig aus 1/2 und 5/8zölligem Quadrateisen gefertigt
werden, eingeschraubt, um ein Auseinandernehmen zu gestatten und bei vorkommenden
Transporten dieselben verladen zu können.
An den oberen Enden der 4 Eckfüße sind Kapseln angebracht, welche so groß seyn
müssen, daß die Füße mit dem unteren Ende darin stehen können, um die Bettstellen
sicher über einander stellen zu können.
Die Anfertigung dieser sonst sehr einfachen Bettstellen erfordert große Genauigkeit,
da alle Theile genau ausgeführt seyn müssen, und beliebig zu einer Bettstelle
zusammenpassen sollen. Ebenso müssen dieselben beliebig auf einander zu stellen
seyn, was bei dem dünnen immer federnden Eisen mit größerer Schwierigkeit verbunden
ist, als dieß den Anschein hat.
Die erste Arbeit, welche bei der Herstellung vorgenommen werden muß, ist die des
Abschneidens der verschiedenen Eisenstangen auf bestimmte Längen, wie dieselben zu
den Bettstellen passen. Hierzu wurde eine Schere, welche vorhanden war, benutzt und
an dieselbe nur eine Vorkehrung gemacht, indem in der Längenrichtung ein Anschlag
für das abzuschneidende Eisen gebildet wurde, so daß die Längen, welche geschnitten,
stets gleich waren. Dieser Anschlag bestand einfach aus zwei Eisenschienen welche
mit Blech bedeckt wurden, um ein Herabsinken des Stabes zu verhindern, und am
hinteren Ende einen aufrechtstehenden durch Schrauben gehaltenen und verstellbaren
Anschlag tragen.
Die auf diese Weise auf die richtige Länge abgeschnittenen Stangen wurden sodann
unter einer Richtpresse, wie dieselben fast in jeder Kesselschmiede zu finden ist,
gerade gerichtet, und sodann zu weiterer Bearbeitung an die bestimmten Maschinen
gefördert.
Die zunächst folgende Arbeit war das Biegen der Flacheisenstücke, welche zu den an
den Seitenstücken der Bettstellen befindlichen Bogen bestimmt waren.
Dieß geschah mit einer sehr einfachen Vorkehrung, wie dieselbe auch in anderen
Werkstätten zur Anwendung kam, durch Arbeiter. Die Vorrichtung ist in Fig. 11 der
zugehörenden Zeichnung deutlich zu ersehen, und besteht aus einem Bogen von Eisen
A, A, welcher an der äußeren Kante eine Nuth hat,
die etwas weiter ist als die Dicke des Eisens, damit die Stäbe leicht in dieselbe
eingelegt und ausgenommen werden können, und halb so tief ist als der Eisenstab
breit. An dem offenen Ende ist dieser Bogen in einem Eisen B befestigt, welches so gerichtet ist, daß dasselbe durch den Mittelpunkt
des Bogens geht und einestheils dazu dient, den Bogen in seiner richtigen Form zu
erhalten, anderntheils aber zur Aufnahme des Drehpunktes eines in der Zeichnung mit
C, C bezeichneten Hebels mit Handhabe bestimmt ist,
welcher in D eine Rolle trägt, die fest gegen den Bogen
drückt und mit einer Nuth versehen ist, die derjenigen in dem Bogen entspricht und
ebenfalls gleich der halben Eisenbreite tief ist.
Der ganze Apparat wird nun in einem starken Schraubstocks befestigt, das zu biegende
Eisen in einen passenden Einschnitt des Verbindungseisens B so eingesteckt, daß daselbe zwischen der Rolle und dem Bogen zu liegen
kommt, worauf mit Hülfe des Hebels die Rolle nach der andern Seite bewegt wird und
der Bogen fertig ist. Meistens besitzt derselbe Federkraft genug um selbst aus den
Nuthen zu springen.
Ein fleißiger Arbeiter ist im Stande mit dieser Vorrichtung in einem Tage 450 bis 500
Bogen zu biegen.
Nach genauen Schablonen werden sodann alle Löcher, welche für Nieten und Schrauben
bestimmt sind, sowie die Zapfen oder besser die Längen zwischen den Zapfen
angezeichnet, die Löcher in die dünneren Eisensorten mittelst Lochmaschine gepreßt,
und in die dickeren unter eigens dazu errichteten Bohrmaschinen gebohrt.
Die Bohrmaschinen bestanden aus einer gußeisernen Säule, welche an ihrem Umfang die
Lager für 6 Bohrspindeln trug, die fest in denselben lagen und mittelst eines
Riemens getrieben wurden. Unter den Spindeln angebrachte kleine Tröge dienten zur
Auflage der zu bohrenden Eisenschienen, und wurden mittelst Hebeln durch Handdruck
in die Höhe bewegt. Um die Bohrer auf leichte Weise schmieren zu können, ohne, wie
dieß gewöhnlich geschieht viel Oel zu verschmieren, waren in den Säulen an deren
oberen Enden Oelbehälter angebracht, von denen Gummirohre, welche an ihrem unteren
Ende Messingröhrchen tragen, auslaufen, die mit einer Vorrichtung versehen waren,
daß dieselben stets geschlossen erhalten und durch einen Druck auf eine Feder
geöffnet werden konnten. Auf diese Weise waren die Arbeiter in den Stand gesetzt die
Bohrer nach Bedürfniß zu schmieren, ohne daß durch Nachlässigkeit derselben Oel
verworfen und verspritzt werden konnte.
Diese Bohrmaschinen wurden durch Jungen bedient, welche durch zwei Arbeiter stets mit
den erforderlichen Bohrern versehen wurden.
Es wurden durch die 3/4zölligen Eisenstäbe mit jeder Bohrspindel durchschnittlich 250
Löcher gebohrt.
Die vierkantigen Zapfen, welche die halbrunden Langstangen mit den Eckfüßen, sowie
die Mittelfüße mit den Langstangen verbinden, wurden nicht, wie dieß bis dahin
geschehen war, angeschmiedet, sondern angeschnitten.
Zu dieser Arbeit wurde die oben bereits erwähnte Lochmaschine verwendet, welche zu
diesem Ende mit eigenthümlich geformtem Stempel und Unterlage versehen wurde. Beide
Theile sind in Fig.
12 der zugehörenden Zeichnung dargestellt, und bezeichnet A den Oberstempel, während B
den Unterstempel bezeichnet, mit der Vorrichtung, welche angebracht war, um das
richtige Einschieben des Eisens zu bedingen.
Der Unterstempel hat genau die Form des Zapfens, und nach vorn oder der Seite, von
welcher der Stab eingelegt wird, einen Einschnitt, welcher dem Stabe entspricht, so
daß derselbe stets in der richtigen Lage unter die Maschine gebracht werden mußte,
und die Zapfen stets egal und genau in der erforderlichen Richtung zu schneiden
waren. Um den Stab nicht zu tief einzuschieben und dadurch zu verschneiden, war an
dem Unterstempel der
Seite, von welcher der Stab eingeschoben wurde, gegenüber ein durch eine Spiralfeder
in die Höhe gehaltener Anschlag angebracht, welcher bei dem jedesmaligen Drucke des
Oberstempels niedergedrückt wurde, und sofort nach Aufhören des Druckes durch die
Feder in die Höhe kam, um wieder als Anschlag zu dienen. Diese Einrichtung ist aus
der zugehörenden Figur deutlich zu ersehen, und bedarf deßhalb keiner weiteren
Erläuterung. Der Oberstempel paßte zu dem Unterstempel und bestand, wie die
Zeichnung deutlich angibt, aus einem kräftigen, dem Zapfen angepaßten Stempel,
welcher den Zapfen ausschnitt, und wenn derselbe zu lang war, auf die richtige Länge
abschnitt. Diese Maschine wurde von einem Arbeiter bedient, welchem zwei Jungen zur
Hülfe gegeben waren, und machte pro 1 Minute 10 Schläge,
von denen, nachdem der Arbeiter die gehörige Uebung erlangt hatte, fast kein Schlag
versäumt wurde ohne einen Zapfen zu schneiden; durchschnittlich wurden in einem
Tage, wenn keine besonderen Störungen eintraten, 4500 Zapfen geschnitten.
Die Löcher, in welche diese Zapfen passen mußten, resp. genietet wurden, mußten
vorschriftsmäßig im warmen Zustande geschlagen werden, um die Stäbe nicht zu viel zu
schweißen. Zu diesem Zwecke wurde eine neue Maschine angefertigt, welche in der
zugehörenden Zeichnung Fig. 13 angedeutet
wurde.
Dieselbe besteht eigentlich nur aus einer horizontalen sehr kräftigen
Schraubenpresse, welche durch einen Arbeiter mit Hülfe des Schwungrades A bewegt wird. B ist die
Schraube von 3 1/2'' Durchmesser, welche 5'' Steigung hat und ihre Mutter in dem
angegossenen Auge C findet. D ist der Klotz zur Aufnahme des Stempels, welcher in Prismen E an dem Gestell sicher geführt wird. Die Unterlage ruht
gegen dem mit dem Gestell aus einem Stück gegossenen Ansatze F, dessen weitere Vorrichtungen zu anderen Zwecken, die weiter unten
angegeben, bestimmt sind.
Der Unterstempel oder die Unterlage ist in quer horizontaler Richtung vor den Ansatz
F gelegt und durch Schrauben befestigt. Dieselbe hat
in ihrer Mitte eine Oeffnung, welche dem Loch entspricht das in das Eisen gedrückt
werden soll und eine Versenkung, welche nach beiden Seiten die Stärke des
Eisenstabes hat, während dieselbe sich in der Mitte erweitert und die Form bildet,
die der Eisenstab, nachdem das betreffende Loch eingedrückt ist, erhalten soll. Der
Stempel, mit welchem das Loch eingedrückt wird, ist vorn rachenförmig zugeschweift
und läuft allmählich auf die Stärke aus, welche das Loch erhalten muß um den Zapfen
leicht aufzunehmen. Nachdem das Eisen an der betreffenden Stelle gehörig gewärmt ist, wird dasselbe in
die Maschine gelegt, worauf der Stoß erfolgt.
Bei dieser Arbeit wird die Maschine durch 3 Arbeiter mit 2 Jungen bedient und liefern
diese pro Tag 3200 Löcher. Zum richtigen Betrieb sind 2
Schmiedefeuer erforderlich.
Noch hat diese Maschine den Zweck die weiter oben erwähnten Kapseln auf die vier
Eckfüße zu drücken und ist dazu die weitere Vorkehrung an dem Stück F angebracht. Es ist das Stück F in der Längenrichtung mit einem Schlitz versehen, welcher bestimmt ist
ein Gesenk aufzunehmen, dessen unteres Ende den Eisenstäben der Eckfüße entspricht,
während das obere sich erweitert und die Form annimmt, welche die auf den Eckfüßen
befindlichen Kapseln haben sollen. Der Deckel des Gesenkes oder der obere Theil ist
mit der durch den Hals gehenden Schraube verbunden, so daß derselbe mit Hülfe dieser
auf und nieder bewegt werden kann. In dem Klotze D
befindet sich ein Dorn, welcher die Form hat, die die Kapsel im Inneren erhalten
soll. Es wird nun, nachdem die Stempel in der richtigen Lage angebracht und
befestigt sind, der Eisenstab in das Gesenk gelegt, mittelst dem Obertheil und der
Schraube daselbst befestigt und durch einen Schlag mit dem Rade und der Schraube der
Dorn in das Eisenstück getrieben, welcher Schlag, um die Kapsel sicher ausgeschlagen
zu erhalten, wiederholt wird.
Diese Arbeit muß bei Weißglühhitze des Eisens geschehen. Die Bedienung bei dieser
Maschine ist, wenn die eben erwähnte Arbeit ausgeführt wird, dieselbe wie oben
angegeben, und werden in einem Tage etwa 1200 Kapseln geschlagen.
Um nun die runden Zapfen an die Querstangen zu schlagen, sowie die Eisen zur Bildung
der Kreuze in die richtige Form zu biegen und zu drücken, dient ein kleiner 1 1/2
Centner schwerer Schwanzhammer, der in seiner Einrichtung nichts Neues zeigt, wohl
aber möchten die Gesenke welche angewendet wurden, als in ihrer Einrichtung neu
erscheinen.
Ein Gesenk, wie dieselben zum Ansetzen der Zapfen angewendet wurden, ist in Figur 14
dargestellt.
Es besteht dasselbe nämlich aus 2 Theilen a, b, welche
über einander liegen und durch die Stifte c, c stets in
gleicher verticaler Richtung erhalten werden, welche aber gestatten, daß die
Gesenktheile sich in verticaler Richtung mehr von einander entfernen und nähern
können. Durch um die Stifte gelegte Federn von Stahl oder Gummi werden die
Gesenktheile stets auseinander gehalten, wenn kein Druck oder Schlag auf denselben
liegt, während dieselben sich bei dem auffallenden Gewichte des Hammers fest auf
einander legen und das darunter befindliche Material in die Form des Gesenkes, hier
eines Cylinders pressen. Es wird jedoch, da die Kraft des fallenden Hammers so groß
ist, daß derselbe das Eisen auf einmal in das Gesenk preßt, ein Grat nach den Seiten
auspressen, welcher abgeschnitten werden muß, weil derselbe bei dem Drehen des
Zapfens in dem Gesenke sich nicht niederlegen kann. Das Gesenk hat deßhalb die Form
erhalten, wie dieselbe in der Zeichnung angedeutet ist, wodurch seitwärts neben den
Gesenkhöhlungen Schneiden entstehen, die das übertretende Eisen oder den Grat
abschneiden. Damit bei dem Gebrauch und dem dabei stattfindenden festen
Aufeinanderschlagen des Gesenkes diese Theile nicht zu viel leiden, ist zwischen
beide eine Gummiplatte gelegt, welche den Stoß, wenn auch nicht aufnimmt, so doch um
ein Bedeutendes mäßigt.
Bei regelmäßigem Gange machte der Hammer 30 Schläge, wodurch das Unterstecken des
Eisens, ohne den Hammer jedesmal anzuhalten, möglich wurde. Das Eisen wurde in 2
Feuern von 2 Jungen erwärmt, und dem an dem Hammer befindlichen Arbeiter zugereicht.
Auf diese Weise wurden pro Tag 900 Zapfen angesetzt.
Damit bei dem Ansetzen des zweiten Zapfens die Länge zwischen beiden bei allen
Stangen gleich groß ausfiel, war durch Eisenstangen eine Auflage für den einen
Zapfen gebildet, während der zweite unter dem Gesenk gedrückt wurde.
Das Gesenk für das Biegen und Drücken der Eisen zu den Kreuzen war ebenso
eingerichtet wie das oben beschriebene, nur statt der runden oder halbrunden
Ausschnitte diese den zu schmiedenden Theilen anpassend gefertigt.
Nachdem nun diese Arbeiten alle ausgeführt, und die Eisenstücke soweit vorgerichtet
waren, begann die Arbeit des Zusammennietens.
Hierbei wurde damit begonnen, die Mittelfüße in die halbrunden Langstangen
einzunieten, sodann an diese die Eckfüße und zuletzt die Bogen fest zu nieten.
Das Vernieten der vierkantigen Zapfen geschah mit Hülfe der Presse, welche in Fig. 13
abgebildet und oben beschrieben ist. In den beweglichen Klotz D wird statt des Dornes ein die Form des Kopfes enthaltendes Gesenk
gesteckt und statt des nach vorn erweiterten Gesenkes zur Aufnahme der Stangen ein
eben solches nicht erweitertes eingesetzt. Damit die zwei Stangen aber möglichst
rechtwinkelig vernietet werden können, wird für die festzunietende Stange in das
Stück F eine Auflage geschraubt, während das Stangenende
mit dem daran befindlichen Zapfen durch die Schraube mit dem Gesenkobertheile
festgehalten wird. Durch einen Schlag des Stempels wird sodann das warme Eisen oder
der Zapfen vernietet. Bei dieser Arbeit betrug die Bedienung der Maschine 4 Mann mit 2 Jungen, und waren
2 Schmiedefeuer erforderlich.
Es wurden in einem Tage durchschnittlich 1100 Zapfen vernietet.
Das Vernieten der Bogen mit den Füßen und halbrunden Langstangen geschah unter der
Lochmaschine, indem die geeigneten Stempel eingesetzt wurden und die zu vernietenden
Theile in der richtigen Lage unter dieselben gehalten wurden.
Auf dieselbe Weise wurden auch die Niete in die erforderlichen Kreuzstücke
gedrückt.
Die Bedienung bei dieser Arbeit bestand aus 2 Mann mit 4 Jungen, und drückten diese
in einem Tage 2300 Niete fest.
Es mußten nun noch die Gewinde an die runden Zapfen der Querstangen geschnitten und
die Muttern dazu gefertigt werden.
Die Eisenstückchen, welche zu den Muttern verwendet werden sollten, wurden unter der
Lochmaschine gelocht und abgeschnitten, so daß auf jeden Schlag der Maschine eine
gelochte Mutter kam, und den Tag über von einem Arbeiter deren 6000 geliefert
wurden. Zu dem Schneiden der Gewinde waren besondere Schraubenschneidmaschinen
angefertigt, welche in Fig. 15 der zugehörenden
Zeichnung abgebildet sind.
Es ist Fig. 15
A' die Maschine, welche zum Schneiden der Muttern
eingerichtet wurde. Dieselbe besteht, wie auch die Zeichnung deutlich angibt, aus
einer in 2 Lagern ruhenden Welle, auf welcher 2 Riemscheiben angebracht sind, von
denen die eine lose liegt, während die andere mit der Welle fest verbunden ist.
Durch einen in der Zeichnung nicht zu ersehenden Riemenführer kann der Riemen nach
Belieben und Bedürfniß auf der losen oder festen Riemscheibe laufen, und dadurch die
Maschine in oder außer Gang gesetzt werden. Das vordere Ende der Welle ist mit einem
vierkantigen Loche versehen, welches zur Aufnahme des Schneidbohrers dient.
Die Schneidbohrer, welche angewendet werden, müssen möglichst lang gemacht werden,
und so seyn, daß die geschnittene Mutter über den Schaft des Bohrers gestreift
werden kann, so, daß wenn der Bohrer aus der Welle gezogen wird, die geschnittenen
und auf dem Schafte befindlichen Muttern abgezogen werden können. Außerdem muß der
Bohrer sehr conisch zulaufen, damit derselbe im Stande ist, die Löcher in den
Muttern, wenn dieselben nicht genau in der Mittellinie des Bohrers liegen, zu
finden.
Das Zuführen der Muttern geschieht durch die vor der Welle angebrachte
Vorkehrung:
Auf die Platte, welche der Maschine als Tisch dient und mit A bezeichnet wurde, ist die Erhöhung B
angegossen. Auf dieselbe ist mittelst der Bänder und Schrauben C, C
das mit einem vierkantigen Loche versehene schmiedeeiserne Stück D befestigt. Die Größe dieses Loches ist so gewählt oder
angefertigt, daß die zu schneidenden Muttern bequem in demselben liegen und vorwärts
geschoben werden können, ohne sich jedoch zu drehen. Das Stück D hat an der obern Seite eine Oeffnung, welche groß
genug ist, um eine der zu schneidenden Muttern hinein zu stecken. Mit Hülfe des
Stempels E, der durch den um F drehbaren Hebel G hin und her bewegt werden
kann, wird die durch die erwähnte Oeffnung gesteckte Mutter dem Bohrer
entgegengeführt. Die Röhre D hat nach der vordern Seite
oder der Spindel zu, in welcher der Bohrer steckt, eine Verlängerung, welche oben
offen ist oder an drei Seiten die Muttern umgibt, so daß dieselben sich nicht drehen
können. Diese Verlängerung reicht so weit, als das Gewinde auf dem Bohrer ist, und
macht es möglich die Muttern ganz über das Gewinde des Bohrers zu drehen oder den
Bohrer ganz durchzuschneiden.
Sobald der Schaft des Bohrers voll Muttern ist, wird die Maschine angehalten, der
Bohrer ausgenommen und die fertigen Muttern abgestreift.
Mit einer solchen Maschine schnitt ein Junge in einem Tage durchschnittlich 695
Muttern, während derselbe versuchsweise aus freier Hand kaum 200 schnitt.
In Fig. 15
B' ist eine Schneidmaschine dargestellt, wie dieselbe
zum Schneiden der Gewinde an die Querstäbe benutzt wurde.
Dieselbe besteht ebenfalls aus einer Welle, auf welcher die zum Betriebe
erforderlichen Riemscheiben befindlich sind. Es sind, da die Welle hier rück-
und vorwärts gehen muß, drei Riemscheiben erforderlich, von denen die mittlere lose
auf der Welle läuft, während die zwei seitwärts befindlichen mit der Welle verbunden
sind. Es liegt auf diesen Riemscheiben ein offener und ein gekreuzter Riemen, welche
durch einen Riemführer beliebig bewegt werden können und wodurch die Maschine nach
Erforderniß eine vor- oder rückwärtsgehende Bewegung erhält.
Die Welle ist ihrer ganzen Länge nach mit einem vierkantigen Loche versehen, welches
der Stärke der Stäbe entspricht, so daß dieselben leicht in die Welle gesteckt
werden können ohne sich darin zu drehen, und daher bei Drehung der Welle durch die
Riemscheiben an dieser Bewegung theilnehmen.
In dem mit der Platte der Maschine verbundenen Stücke C
ruht die Schneidklinge, mit deren Hülfe das Gewinde auf die Zapfen geschnitten
wird.
Mit dieser Maschine, über deren Gang und Gebrauch nichts weiter zu sagen nöthig seyn
wird, ist ein Junge im Stande pro Tag 500 Zapfen
anzuschneiden.
Die Anzahl der Maschinen, welche von jeder Sorte vorhanden war, ist folgende:
1) eine Blechschere;
2) eine Lochmaschine, welche zum Anschneiden der Zapfen und zum
Nieten benutzt wurde;
3) eine Richtpresse;
4) eine Presse zum Pressen der vierkantigen Löcher, der Kapseln
auf den Eckfüßen, und zum Vernieten der vierkantigen Zapfen;
5) ein Schwanzhammer;
6) 3 Bohrmaschinen, jede mit 6 Bohrspindeln;
7) 3 Schraubenschneidmaschinen zum Anschneiden der Zapfen;
8) 3 Schraubenschneidmaschinen zum Schneiden der Muttern.
Die Anschaffung der sämmtlichen Maschinen stellte sich auf fünfzehnhundert Thaler und
wurden mit Hülfe derselben und durchschnittlich 34 Arbeitern incl. den Jungen in nicht ganz 7 Wochen 2500 Bettstellen gefertigt,
während seither in Zeit von 10 Wochen mit 31 Arbeitern und Jungen, welche aber
bedeutend höheren Lohn bekamen, als die bei den Maschinen beschäftigten Arbeiter,
nur 560 Bettstellen erzeugt wurden.
Daß unter diesen Umständen die Kosten der Maschinen, wenn dieselben auch vollständig
unbrauchbar nach der Fertigstellung der Bettstellen gewesen wären, gedeckt waren,
und noch Vortheil dadurch erzielt wurde, wird einleuchtend seyn.
Ein Theil der Maschinen wurde jedoch nachträglich verkauft und ein anderer Theil zu
anderen Zwecken benutzt, so daß durch dieselben ein bedeutender Vortheil in
pecuniärer Beziehung erzielt wurde, außer der großen Zeitersparniß.
Tafeln