| Titel: | Ueber hydraulische Pressen und einige Verbesserungen in ihrer Construction; von David More. |
| Fundstelle: | Band 159, Jahrgang 1861, Nr. CIX., S. 415 |
| Download: | XML |
CIX.
Ueber hydraulische Pressen und einige
Verbesserungen in ihrer Construction; von David More.
Aus dem Mechanics' Magazine, December 1860, S.
393.
Mit Abbildungen auf Tab.
VII.
More, über hydraulische Pressen und einige Verbesserungen in ihrer
Construction.
Einer der Zwecke, wozu die hydraulische Presse am häufigsten gebraucht wird, ist zum
Zusammenpressen von Waaren behufs ihrer Verladung in Schiffen; bedenkt man wie viele
Millionen Ballen jährlich versendet werden, so erkennt man, welch großer Nutzen
durch die so hervorgebrachte Volumenveränderung und Transporterleichterung erreicht
worden ist.
Früher wurde die Baumwolle von den Vereinigten Staaten fast in demselben Zustande
verladen, in welchem sie die Pflanzungen verließ, so daß es nicht selten schwer war,
dem Schiffe das zum Segeln erforderliche Gleichgewicht zu geben. Es sind daher große
Verpackungseinrichtungen in den Hauptstapelplätzen des Südens getroffen worden,
welche in der betreffenden Jahreszeit vollauf mit dem Umpacken der aus dem Inland
kommenden Ballen zu thun haben.
In allen Manufacturdistricten Englands sind zahlreiche hydraulische Pressen
beschäftigt, um die große Masse von Geweben zu appretiren und zu glätten. Sie sind
je nach Bedürfniß und Zweck von verschiedener Größe, Form und Kraft; die einen arbeiten bei gewöhnlicher
Temperatur, die anderen sind mit erhitzten Zwischenplatten versehen, je nach dem
beabsichtigten der Waare zu gebenden Ansehen.
Zum Auspressen von Oel aus Samen, von Fettstoffen etc. ist bis jetzt die hydraulische
Presse durch nichts übertroffen. In den letzten zehn Jahren sind hierzu bedeutende
Verbesserungen an den Pressen angebracht worden. Das alte System der Säcke oder
Packtücher ist fast gänzlich durch das der eisernen mit Löchern versehenen Cylinder
ersetzt worden, und ein noch neueres System will auch diese verbannen und dem Oel
gestatten, aus jedem Theil der Presse auszufließen. Dieß wird dadurch bewirkt, daß
zwei Pressen aufgestellt werden, deren erstere den Kuchen nur ihre Gestalt gibt,
worauf diese in der zweiten, einer sehr kräftigen Maschine vollends ausgepreßt
werden. Diese Pressen sind für Hrn. Wilson patentirt.
Eine andere ebenfalls patentirte Erfindung ist die einer Bleiröhrenpresse. Blei im
halbgeschmolzenen Zustande wird von derselben mittelst Formen in Röhren von
verschiedener Gestalt und bedeutender Länge gepreßt. Auch zur Herstellung von
Bleistangen, wie z.B. behufs der Fabrication von Flintenkugeln wird diese Maschine
– wie u.a. im Arsenal von Woolwich – angewendet.
Eine andere schöne und der Beachtung werthe Erfindung ist Scott's patentirter Kiel-Block; besonders für Schiffbauer ist es
wichtig, zu wissen in wie weit ein Schiff, welches der Reparatur bedarf, seine
ursprüngliche äußere Linie behält und mit wenig Kosten im Stande zu seyn, Alles
wieder in Ordnung zu bringen, ehe mit dem Verstärken oder Aendern der schwachen
Stelle vorgegangen wird.
Zum Pressen der Maccaroni, wozu man früher eine Schraube oder einen Hebel anwandte,
wird jetzt ebenfalls die Kraft der hydraulischen Presse benutzt. Man wendet solche
mit achtzölligem Cylinder bei 18zölliger Druckfläche an.
Bei der Herstellung von Dämmen geschieht es nicht selten, daß einer der eingerammten
Pfähle schief steht und daher wieder herausgezogen werden muß. Diese früher so
schwierige Arbeit kann jetzt durch zwei Mann ausgeführt werden, die mittelst einer
Handpumpe einen hydraulischen Cylinder in Bewegung setzen und so den längsten Pfahl
mit Leichtigkeit herausziehen.
Bei der Fabrication von hydraulischen Pressen sind es namentlich der Cylinder und der
Preßstempel, welche die größte Sorgfalt bei der Bearbeitung erheischen. Letzterer
muß zunächst aus starkem hartem Eisen, von gleichmäßiger dichter Beschaffenheit
gegossen, dann aber sehr genau ausgebohrt und überall genau cylindrisch seyn; endlich muß
er vollkommen polirt werden, um eine leichte und regelmäßige Arbeit zu bewirken.
Noch wichtiger ist die Vorzüglichkeit des Cylinders; dieser bildet meist den
schwersten Theil der Maschine und kann erst probirt werden, wenn er ganz fertig
hergestellt ist. Findet sich im Guß ein Fehler, wie dieß öfters geschieht, so ist
alle ausgeführte Arbeit verloren. Um diesen Schwierigkeiten zu entgehen, sind
verschiedene Formen für die Cylinder vorgeschlagen und versucht worden: Die einen
ziehen einen flachen Boden von gleicher Dicke wie die Seitenwände vor, und gießen
den Cylinder mit der Oeffnung nach oben; Andere geben dem Boden die Form eines
Flaschenbodens, was mancherlei Vortheile vereinigen soll; endlich sind Cylinder mit
birnförmigen Boden vielfach mit gutem Erfolg angewandt worden.
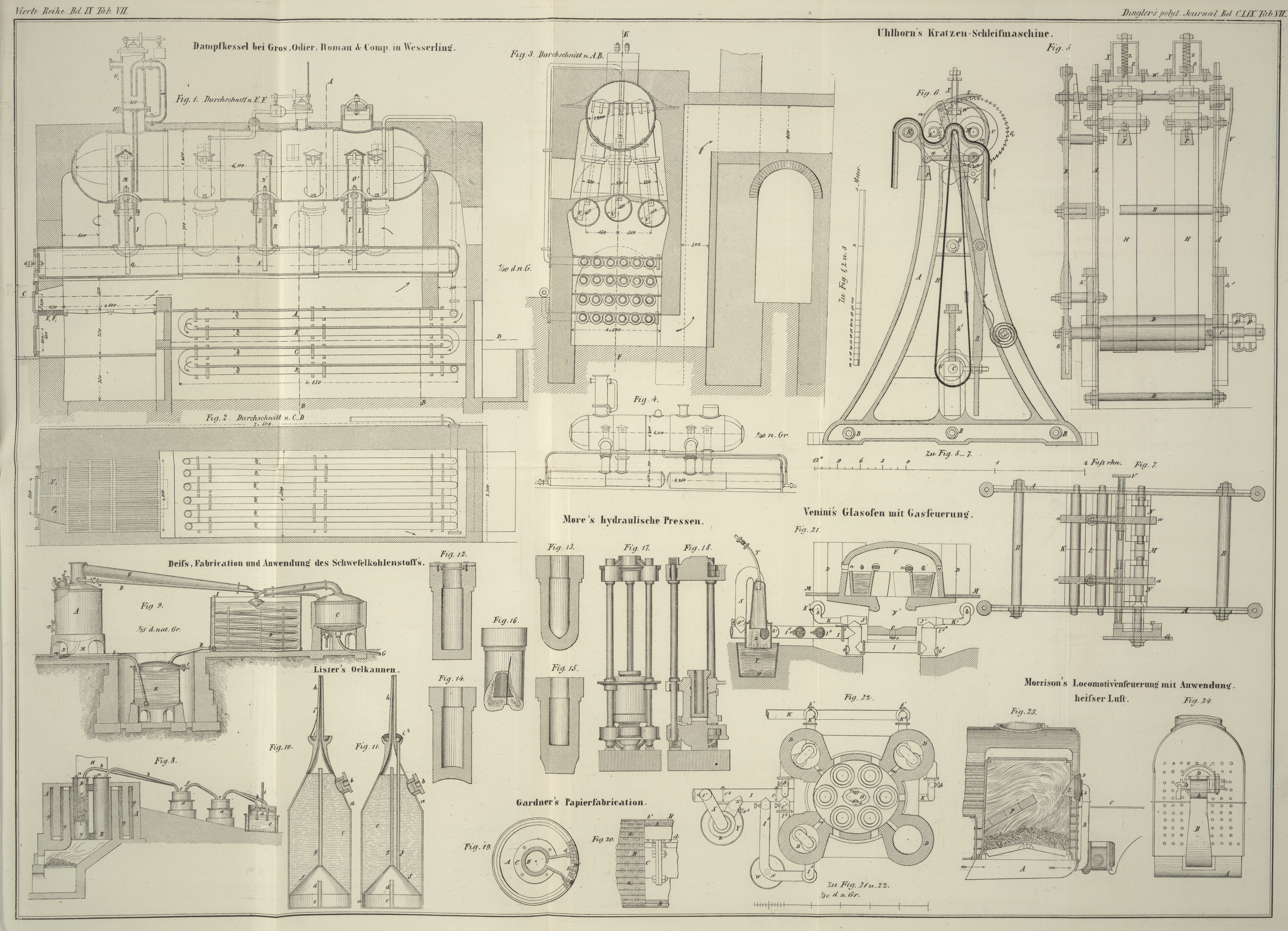
Figur 12–16 zeigen einige der gebräuchlichsten Gestalten der Cylinder. Fig. 12 ist
mit nach unten gekehrter Oeffnung gegossen, und hat 3 oder 4 Gußlöcher im Umkreis
des Bodens. Es ist häufig der Fall, daß der Boden dieser Cylinder abspringt; daher
ist denselben die Form Figur 14 gegeben worden,
welche sich besser bewährt hat. Manche Maschinenbauer haben die Form Figur 15 angenommen und
gießen diese Cylinder mit der Mündung nach oben. Die poröse Natur des Eisens in der
Gegend der Mündung gibt vielfach Anlaß zu Uebelständen, indem das Wasser oft durch
die Mündung hinausgepreßt wird. Man vermeidet dieß dadurch, daß man den Cylinder 1
1/2 bis 2 Fuß länger als nöthig gießt und dann den „verlorenen
Kopf“ auf der Drehbank abscheidet.
In Schottland werden die Cylinder meistens nach Fig. 15 ausgeführt,
welche mit der Mündung nach unten gegossen werden, wobei man die Gußöffnung so weit
macht, daß sie vollkommen die Hälfte der Wanddicke umfaßt. Auch hier gießt man mit
einem verlorenen Kopf von 2 bis 3 Fuß. Die große Masse. Guß, welche hierbei nöthig
ist, veranlaßt ohne Zweifel eine unregelmäßige Zusammenziehung und mithin Fehler in
der Gleichmäßigkeit. Dieß zeigt sich auch daran, daß, wenn ein solcher Cylinder
springt, gewöhnlich der Boden mit einem Theil der Wandung abreißt, wie dieß Fig. 16
zeigt.
Nachdem die Firma, wozu der Verfasser gehört, vielfachen Schaden durch mangelhafte
Cylinder erlitten hatte, wurde ein Versuch in großem Maaßstabe beschlossen. Eine
sehr starke Presse mit einem 16-zölligen Kolben wurde in der in Fig. 17 und
18
angedeuteten Weise ausgeführt. Der Cylinder ist wie ein gewöhnlicher Dampfcylinder
gearbeitet, nämlich ohne Boden und mit einem sehr starken schmiedeeisernen Reif an
jedem Ende, um das verticale Reißen zu verhüten. Die Säulen der Presse gehen am
Cylinder hinab bis durch die Bodenplatte unter dem Cylinder. Auf der Bodenplatte befindet sich ein
angegossener Pfropf, der mittelst einer Dichtung den Cylinder vollkommen schließt.
Dann wird die ganze Presse fest zusammengeschraubt, so daß die Säulen nachgeben
müssen, ehe der Boden abspringen kann, was also nur sehr selten und bei schlechtem
Material eintreten dürfte.
Diese Presse ist seit einiger Zeit in Thätigkeit, wobei sie einer sehr strengen Probe
unterworfen wurde, indem man während längern Stehens unter Druck von Zeit zu Zeit
Wasser in den Cylinder pumpte, wobei sich die Presse vollkommen bewährte. Dieselbe
enthält fast 14 Tonnen Gußeisen und 3 Tonnen 6 Ctr. Schmiedeeisen.
Tafeln