| Titel: | Ueber das Schneiden der Schrauben und Schraubenmuttern mittelst Kluppen und Bohrern; von W. Jeep, Ingenieur in Cöln. |
| Autor: | W. Jeep |
| Fundstelle: | Band 163, Jahrgang 1862, Nr. V., S. 15 |
| Download: | XML |
V.
Ueber das Schneiden der Schrauben und
Schraubenmuttern mittelst Kluppen und Bohrern; von W. Jeep,
Ingenieur in Cöln.
Mit Abbildungen auf Tab.
I.
Jeep, über das Schneiden der Schrauben und Schraubenmuttern
mittelst Kluppen und Bohrern.
Wie höchst unvollkommen die Schraubenschneid-Werkzeuge sind, muß Jeder wissen,
welcher nur den geringsten Begriff von dem Schlosserhandwerk hat. Alle Werkzeuge,
welche zur Bearbeitung des Eisens, überhaupt der Metalle, gebraucht werden,
schneiden, d.h. sie nehmen bei dem Gebrauch wirkliche Späne fort, die je nach der
Art des Werkzeuges und des zu bearbeitenden Stückes größer oder kleiner sind, aber
die fast am häufigsten zur Anwendung kommenden Schraubenschneid-Werkzeuge
haben ihren Namen mit Unrecht, denn diese schneiden nicht, sondern brechen und
quetschen das Gewinde in das Metall hinein. Aus diesem Grunde ist denn auch die
Arbeit des Schraubenschneidens eine höchst zeitraubende und anstrengende.
Um an Menschenkraft zu sparen, hat man Schraubenschneidmaschinen gebaut, die ziemlich
kostspielig sind und weiter gar keinen Zweck haben, als an Menschenkraft zu sparen,
denn die Schneidbohrer und Backen, welche dabei angewendet werden, sind genau
dieselben, wie sie auch beim Schneiden mit der Hand Anwendung finden. Durch die
große Kraft, welche aufgewendet werden muß, um die Schraubenbohrer durch die Mutter
zu klemmen, zerbrechen diese sehr häufig, und da dieselben ziemlich kostspielig
sind, entsteht dadurch ein nicht unbedeutender Verlust in den Werkstätten. Mit den
Schraubenkluppen ist man aber fast nicht im Stande eine ordentliche Schraube zu
schneiden, denn durch die Kraft, welche auf den dünnen Bolzen, aus welchem die
Schraube geschnitten werden soll, wirken muß, verdrehen sich diese, und die fertige
Schraube hat einestheils keine Genauigkeit, anderntheils aber auch bedeutend an
Festigkeit verloren.
Es ist nun eine allbekannte Sache, daß die Schraubenschneidbohrer und Kluppenbacken
eine andere Form haben müssen, und daß diese so seyn muß, daß die Kanten, welche das
Schneiden bewirken müssen, wirklich so gegen die zu bearbeitende Fläche gestellt
sind, daß ein Schneiden erfolgen kann. Dieß ist aber nicht zu erreichen, so lange
der Bohrer rund, oder die innere Form der Backen rund ist. Die Grundform beider
Theile muß eine von der runden abweichende seyn, und doch müssen über den ganzen
Umfang Gewinde geschnitten seyn, um mit ihnen die gewünschte Wirkung zu
erzielen.
Es sind häufig Versuche gemacht worden mit den verschiedenst gestalteten Bohrern,
aber da dieselben nur äußerst schwierig herzustellen waren, so stellten sich die
Kosten gegen die Ersparnisse gerechnet so hoch, daß an eine allgemeinere Einführung
gar nicht gedacht werden konnte, und aus der Form und Construction nichts weiter als
ein Versuch wurde.
Seit einiger Zeit ist nun eine Methode aufgetaucht, als deren Erfinder sich ein
Italiener nennt, nach welcher nicht nur sehr billig und leicht, sondern auch sehr
vortheilhaft Schraubenbohrer und Backen hergestellt werden können, die ihrer
Leistung nach nichts zu wünschen übrig lassen.
Obgleich die Form und auch wohl die Methode, welche bei der Anfertigung benutzt wird,
schon mehr bekannt geworden sind, so mögen dieselben doch hier nochmals erwähnt
werden.
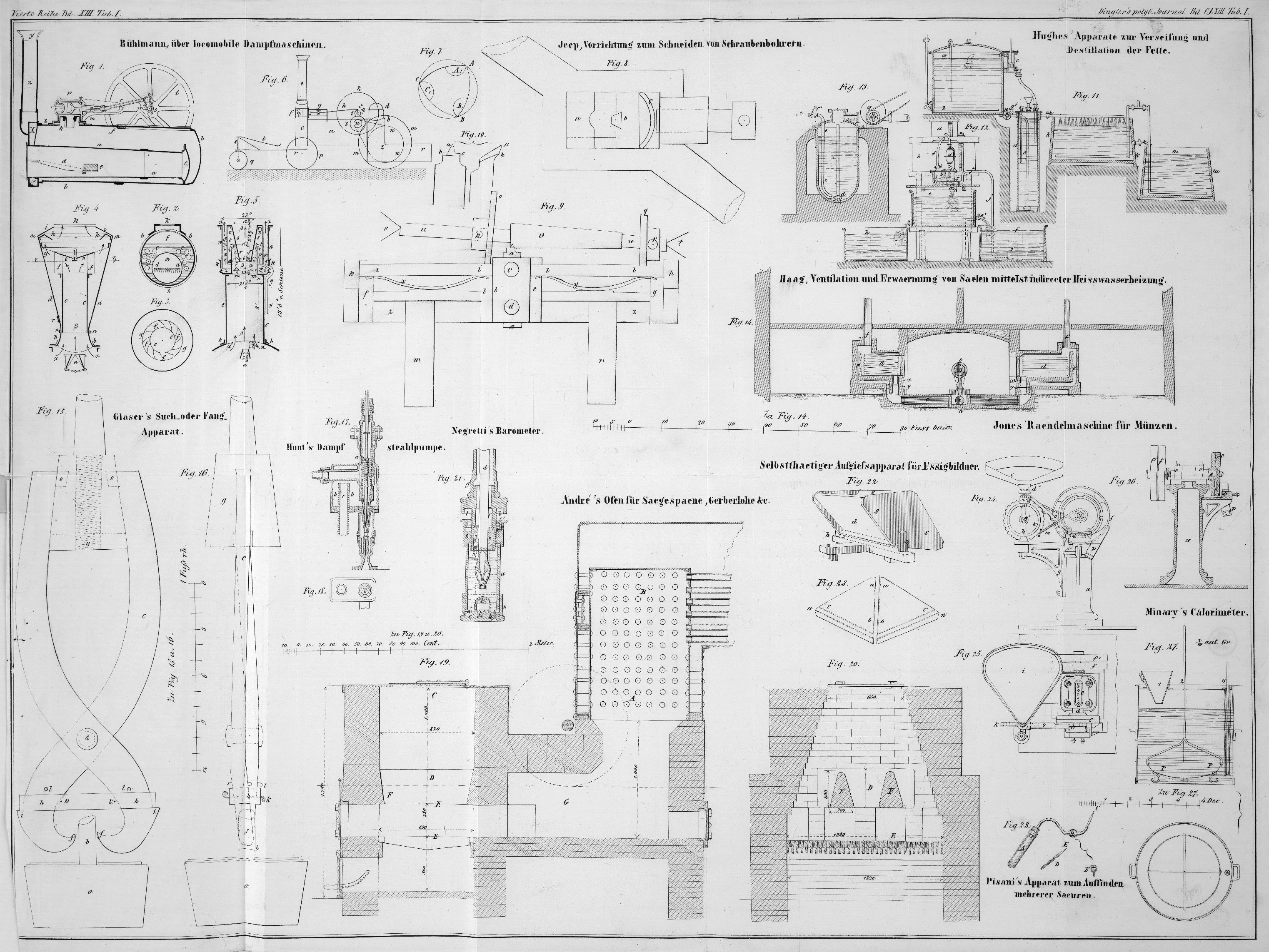
Der Schraubenbohrer erhält eine dreieckige Grundform mit gewölbten Seiten, wie dieß
aus Fig. 7
ersehen werden kann. Das Gewinde muß über diese Form geschnitten werden, was auf den
ersten Anblick sehr schwierig zu seyn scheint, aber doch mit ziemlicher Einfachheit
bewerkstelligt wird.
Es wird dazu, nachdem die Grundform aus der Hand mittelst derFeile oder mittelst einer
Fräse-Vorrichtung hergestellt ist, eine Kluppe verwendet, welche in Fig. 8
abgebildet wurde.
Die eine Backe a ist von Messing und ohne Gewinde;
dieselbe dient nur zur Führung, und muß deßhalb eine feste Lage in der Kluppe haben,
die dadurch erzielt ist, daß sie mit ihrer Rückseite an der Kluppe anliegt. Die
zweite in der Kluppe bewegliche Backe d ist von
Schmiedeeisen und nur in der Mitte ein kleines mit Gewinde versehenes Stahlstückchen
eingesetzt, welches scharfe Kanten hat, die das Schneiden des Gewindes auf dem
Stück, welches in einen Schneidbohrer umgewandelt werden soll, besorgen.
Damit nun die Backe, in welcher der Schneidstahl angebracht ist, den verschiedenen
Formen des Bohrers folgen kann, ist zwischen die Backe und die Schraube der Kluppe,
durch welche die erstere angedrückt wird, eine Feder c
gelegt, wodurch der Backe das Zurückgehen gestattet ist, wenn eine stärkere Stelle
des Bohrers zwischen die Backen kommt. Das Gewinde auf dem Bohrer wird auf diese
Weise vorzugsweise an den scharfen Kanten A, B und C, siehe Fig. 7, ausgeschnitten,
und zeigt sich auf den Flächen unvollkommener, was der Tauglichkeit des Bohrers
nicht schadet.
Ist das Gewinde auf dem Bohrer erzeugt, so werden in denselben die Nuthen A, B und C eingezogen oder
eingefeilt. Die dadurch entstehenden scharfen Kanten des Gewindes schneiden einen
vollen Spahn von dem Metall, aus dem die Mutter gemacht werden soll, ab, und eine
Mutter kann mit Aufwendung von ungefähr 1/8 der Kraft geschnitten werden, welche
früher aufgewendet werden mußte.
Es ist dieses Verfahren, die Gewinde auf die dreieckigen Stahlstücke zu schneiden,
recht hübsch und leicht ausführbar für jeden Schlosser und Metallarbeiter, so daß
sich dieselben also auf äußerst leichte und einfache Weise Schneidzeuge nach dieser,
neuen Methode anfertigen können, ohne große Capitalien dafür auszugeben.
Natürlich darf bei der Anfertigung der Schneidzeuge auf diese Weise, nicht gefragt
werden, ob die Gewinde regelmäßig werden oder nicht, denn um Regelmäßigkeit
derselben zu erzielen, müßten nachbenannte Vorkehrungen getroffen werden, wodurch
dieselben erzeugt würden. Aber für gewöhnliche Rohrschrauben, d.h. Schrauben, deren
einfacher Zweck es ist Rohre zu verbinden, sind die Gewinde vollkommen genau
genug.
Es ist nun aber eine andere, auch gerade nicht complicirte Vorrichtung zur Erzeugung
solcher Bohrer mit genauem Gewinde gefunden und von dem Verfasser in Anwendung
gebracht, welche in dem Nachstehenden beschrieben werden soll.
Wenn in einer Maschinenfabrik ein genaues Gewinde geschnitten werden soll, so
geschieht dieß auf einer zum Schraubenschneiden eingerichteten Drehbank. Die Kluppen
und Schneidbohrer werden nur für Schrauben angewandt, welche entweder von kleinen
Dimensionen oder von nicht großer Länge sind, und bei denen Ungenauigkeiten entweder
noch gar nicht meßbar sind, oder doch nicht so groß werden können, daß die Schraube
dadurch unbrauchbar wird. Um aber Schrauben auch für ganz gewöhnliche Zwecke
schneiden zu können, also mit den Kluppen und Bohrern, die sich der richtigen
Schraube so weit als möglich nähern, sind durchaus gute und fehlerfreie Backen für
die Kluppen und Bohrer erforderlich.
Solche kann man aber nie erhalten, wenn man diese Theile mit Kluppen und
Schneidbohrern erzeugen will, sondern man muß dieselben nothwendig auf der Drehbank
schneiden.
Der Verfasser hat nun in der zugehörenden Fig. 9 einen Apparat
skizzirt, welcher von ihm angewandt wurde, um aus einem runden conisch abgedrehten
Stück Stahl einen dreieckigen Bohrer zu erzeugen.
Nachdem das Stahlstück in die Grundform des Bohrers, d.h. in eine conische Form mit
dem Halse zum Anfassen mit dem Windeisen verwandelt ist, und auch an dem dünnen Ende
des conischen Theiles noch einen kurzen cylindrischen Ansatz oder Zapfen erhalten
hat, wird es auf eine Drehbank gespannt, deren eine Spitze seitwärts verstellt ist,
damit der Support, welcher auf der Leitspindel der Drehbank läuft, der conischen
Form des Bohrers folgen kann, und der Meißel das Gewinde an allen Theilen desselben
gleichmäßig tief und gut ausschneidet.
Gleichzeitig mit dem Schneiden des Gewindes muß aber der Bohrer auch in die
dreieckige Form gebracht werden, und muß deßhalb einmal der Meißel besonders
geschliffen oder vorgerichtet seyn, außerdem aber auch auf eine andere als die
gewöhnliche Weise in dem Support eingespannt werden, und der zu erzeugenden
Querschnittsform des Bohrers entsprechend sich bald von der Mitte oder der Drehachse
der Drehbank entfernen, bald derselben näher treten.
Die Form, in welche der Meißel an seiner Schneide gebracht werden muß, zeigt Fig. 10. Es
ist daselbst zu sehen, daß in der Mitte desselben bei 9. der Theil ist, welcher das
eigentliche Gewinde schneidet und deßhalb die diesem entsprechende Form hat, und daß
neben diesem zu beiden Seiten noch besondere gewöhnliche flache Schneiden sind,
welche b und c genannt
wurden. Wird der Meißel nun an dem Bohrer entlang geführt, so werden die Schneiden
b und c, wenn der Meißel
die richtige Bewegung lothrecht zur Drehachse des Bohrers erhält, dem letzteren
dendreieckigen
Querschnitt ertheilen, während die vorstehende Spitze das Gewinde erzeugt. Daß
dieses Schneiden nicht mit einem Male geschehen kann, sondern der Meißel, wie bei
dem Schneiden anderer Schrauben, öfters an dem Arbeitsstücke hingeführt werden muß,
bedarf eigentlich keiner Erwähnung.
Um nun dem Meißel die nöthige lothrecht zum Arbeitsstück stehende hin- und
hergehende Bewegung zu ertheilen, ist der Apparat Fig. 9 zur Anwendung
gebracht.
Der Meißel a ist in das Gehäuse b gespannt, und zwar mit Hülfe der beiden Stellschrauben c und d. Das Gehäuse b ist in einer prismatischen Führung e, wie die Theile eines gewöhnlichen Supports,
beweglich, und steht mit den zwei ebenfalls auf den Prismen f und g beweglichen Stücken h und k in Verbindung, so
zwar, daß einer dieser Theile nicht unabhängig von dem anderen bewegt werden
kann.
In der Höhe der Drehachse des Arbeitsstückes sind die Theile h und k mit dem Meißelgehäuse b durch die Stahlstifte i, i
und l, l verbunden, gegen welche die Federn x und y drücken, die
andererseits ihren Halt an dem Stücke z, z gefunden
haben, welches mit den Lappen m und n an den Support der Drehbank befestigt wird.
Die Federn x und y haben nun
das Bestreben, die Stifte i und l gegen das Arbeitsstück anzudrücken und mit ihnen die daran befestigten
Theile b, h und k, also auch
den in b gespannten Meißel a.
Es sind nun aber s und t die
Spitzen der Drehbank, und u, v, w das dazwischen
gespannte Stahlstück, welches bereits in die runde Grundform gedreht ist. v ist der conische Theil des einstigen Bohrers, auf
welchen das Gewinde geschnitten werden soll; u ist der
cylindrische Hals oder Zapfen, der später die geeignete Form erhält, um den Bohrer
mit dem Windeisen zu fassen, und w ist der Zapfen an dem
dünnen Theile des Bohrers, welcher beim Schraubenschneiden überflüssig, aber zum
Schneiden des Bohrers mit dem in Rede stehenden Apparate nöthig ist.
o und q sind zwei Scheiben,
die eine dem Querschnitte des Bohrers entsprechende dreieckige, mit gewölbten Seiten
versehene Form haben, und die mit den Stellschrauben p
und r auf den Zapfen u und
w befestigt und festgehalten werden.
Diese Scheiben drehen sich also mit dem Arbeitsstück, resp. dem Stahlstücke, aus
welchem ein Schneidbohrer erzeugt werden soll, herum, und da, wie aus der Figur
ersehen werden kann, diese Scheiben gegen die Stifte i
und l liegen, die letzteren aber durch die Federn x und y gegen die Scheiben
o und q gedrückt werden,
so wird der Meißel a eine lothrechte Bewegung
hin- und hergehend zu der Achse der Drehbank annehmen, welche der Form der Scheiben
entspricht, und also dem Bohrer die entsprechende Form geben, und wenn die Bewegung
des Supports mit darauf geschraubtem Apparate durch die Leitspindel der Drehbank dem
zu erzeugenden Gewinde entspricht, auch gleichzeitig dieses Gewinde schneiden.
Der Verfasser hat nun aber auch Versuche mit den auf diese Weise erzeugten
Schneidbohrern in Bezug auf ihre Festigkeit angestellt und gefunden, daß ein
Schneidbohrer für 1/2zöllige Muttern einen Hals von 8 Zoll Länge haben kann, daß
also das Windeisen 8 Zoll über der obersten Kante des Gewindes angebracht werden
kann. Da nun jetzt fast überall und in den meisten Fällen gepreßte Schraubenmuttern
verwendet werden, deren äußere Formen sehr nahe gleich sind, so entsteht bei der
Anwendung der in Rede stehenden Schneidbohrer noch eine bedeutende Zeitersparnis
wenn man die Muttern über den Bohrer schneidet und sich auf dem Halse ansammeln läßt
bis derselbe voll ist, und dann erst das Windeisen abnimmt und die Muttern herunter
schüttet. Hierauf läßt sich auch die Construction einer sehr einfachen und leicht zu
bedienenden, dabei aber rasch arbeitenden Schraubenschneidmaschine begründen.
Tafeln