| Titel: | Skizzen aus der allgemeinen Londoner Industrie-Ausstellung im Jahre 1862; von Max Eyth. |
| Autor: | Max Eyth [GND] |
| Fundstelle: | Band 167, Jahrgang 1863, Nr. I., S. 1 |
| Download: | XML |
I.
Skizzen aus der allgemeinen Londoner
Industrie-Ausstellung im Jahre 1862; von Max Eyth.
(Fortsetzung von Bd. CLXVI S. 333.)
Mit Abbildungen auf Tab.
I.
Eyth, Skizzen aus der Londoner Ausstellung. Englische
Sandformmaschinen.
Englische Sandformmaschinen.
In Frankreich hat sich in den letzten Jahrzehnten die Kunst, ohne Holzmodelle zu
formen, stetig entwickelt. Auch in Deutschland ist diese Art des Verfahrens, welche
einen unverhältnißmäßig größeren Anspruch an die Gewandtheit des Arbeiters macht,
mehr und mehr aufgekommen und das ganze Bestreben ist ein merkwürdiges Beispiel
eines in gegenwärtiger Zeit selten mehr aufgestellten Satzes, daß tüchtige
Handarbeit mit maschinenmäßiger Arbeit siegreich concurriren kann. Die Lösung des
Räthsels liegt in dem unmaschinenmäßigen Betrieb unserer Maschinenfabriken. Der
geschickteste Arbeiter macht sich bezahlt, wo eine nicht mehr zu übersehende Zahl
großer Räder und Scheiben erfordert wird, von welchen jedes Stück im Jahre
vielleicht zwei oder dreimal benutzt wird. Die Modellkammern repräsentiren ein nicht
unbeträchtliches Capital, welches todt liegt; und doch ist häufig fast das letzte
Zeichen der Thätigkeit einer verunglückten Fabrik die dringend nothwendige
Vergrößerung der Modellkammern.
Eine ganz andere, in der Natur der verschiedenen Verhältnisse liegende Richtung hat
im Lauf der letzten 3–4 Jahre das Formen in England genommen. Nicht nur fällt
es niemand ein, Modelle zu vermeiden, bei Gebrüder Platt,
Ransomes und Sims, Sharp Stewart und Comp.
– überall fast, wo uns der berühmte Name ein blühendes Geschäft verräth,
– stehen Maschinen, welche dem Arbeiter die einfachsten Handgriffe
erleichtern und den ungeschicktesten Lehrling dem geschicktesten Former
gleichstellen.
Maschinen dieser Art, wie sie, im Princip wenigstens, schon seit einigen Jahren in
Thätigkeit sind, finden wir in der Abtheilung der Ausstellung, in welcher Woolwich seinen Reichthum entfaltet. Mit einer Liberalität, welche das
gewöhnliche, so ganz verkehrte Vorurtheil des Continents in Betreff englischer
Fabriken und englischer Geheimnißkrämerei in Erstaunen setzt, hat das königl.
Arsenal nicht nur seine Producte, sondern auch die Art, wie dieselben dargestellt
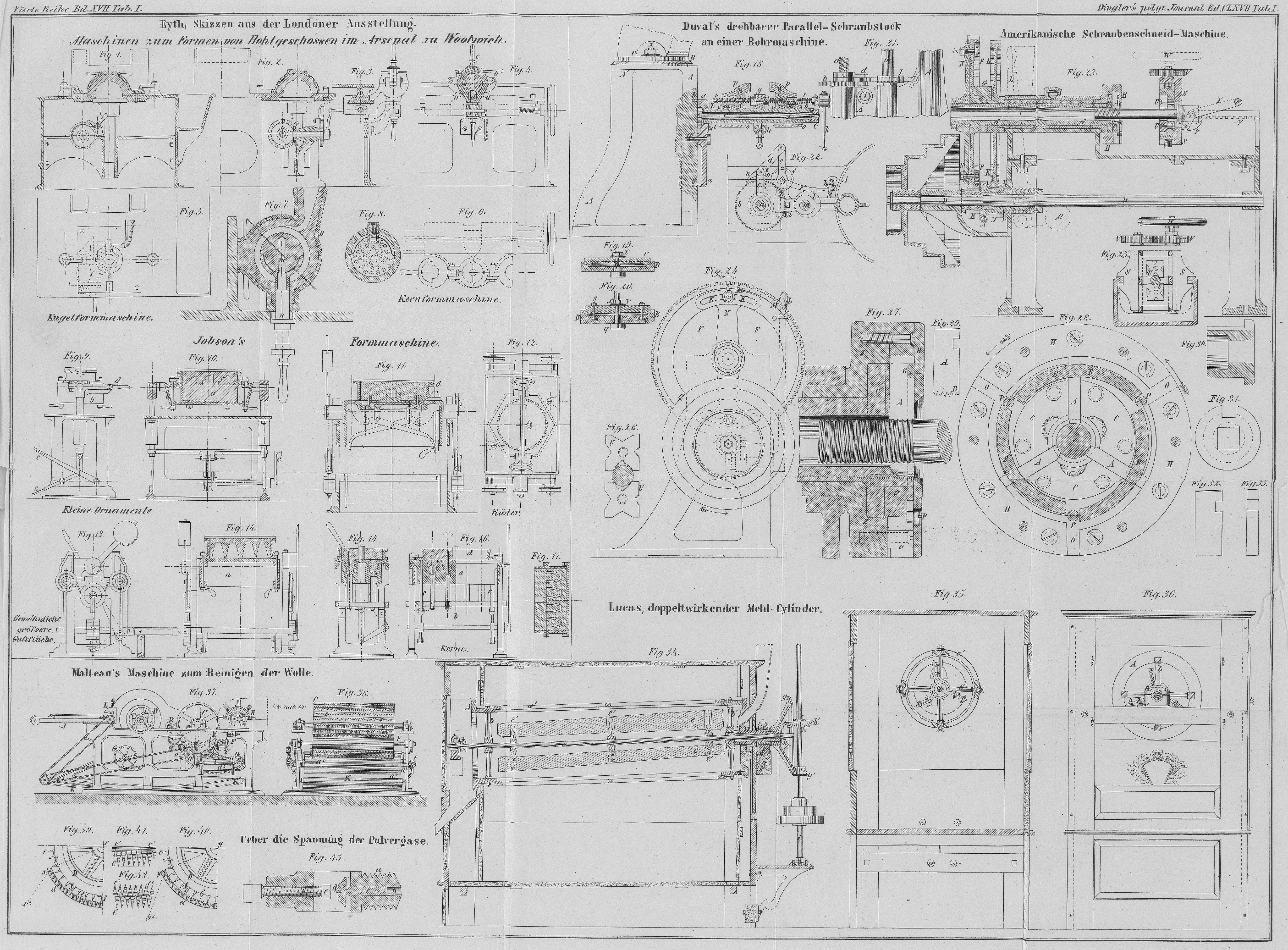
werden, dem Publicum vorgeführt. So sind wir im Stande, in Fig. 1–8 die
neuesten
Maschinen zum Formen von
Hohlgeschossen
mitzutheilen. Fig. 8 zeigt einen Schnitt
durch ein fertiges Geschoß, welches mit Pulver und Kugeln gefüllt und mit einem
Zünder versehen ist. Wie man sieht, liegt in dem hohlen Raum eine blecherne
Halbkugel, die mit vier schnabelförmigen Verlängerungen an ihrem Rande mit der
gußeisernen Wand des Geschosses zusammengegossen ist. Der Zweck dieser Schale ist
einzig durch die Darstellungsweise bedingt, wie sich dieß in Fig. 7 zeigt. Die Sandform
wird nämlich in zwei gußeisernen halbkugelförmigen Schalen gebildet, welche vielfach
durchbohrt sind und seitlich eine große Oeffnung haben, durch die der Sand
ursprünglich eingebracht wurde. Nach oben, genau in der Linie, in der beide Formen
zusammengeschraubt sind (wie in der zweiten gegen die erste verdrehten Hälfte B der Fig. 7 zu ersehen),
befindet sich der Einströmungstrichter für das Metall; nach unten ist eine weitere
Oeffnung angebracht. Durch letztere, festgehalten durch die zusammengeschraubten
Hälften, welche sich entlang m, n berühren, tritt eine
Spindel, deren oberes Ende aus einem durchbohrten Gasrohr m besteht und auf einem Ansatz die Blechschale o trägt. Diese bildet, wie man sieht, das feste Gerippe für den Sandkern
und bleibt, nachdem der Guß erfolgt ist, in der Kugel stecken.
Fig.
1–3 stellen nun die Maschine zum Formen der äußeren Schale dar. Ein
gußeiserner Tisch, an dessen Seite eine lange Mulde für den zu gebrauchenden Sand
angegossen ist und in dessen Mitte sich ähnliche kleine Fächer für Werkzeuge und
etwas trockenen Sand befinden, enthält auf beiden Seiten, je von einem Arbeiter
bedient, zwei vollständig symmetrische Apparate zum Formen der zwei Hälften einer
Kugelform. In der Tischhöhe ist eine wohlpolirte Platte eingelassen, welche in der
Mitte ein Loch genau vom Durchmesser der Kugel enthält. An dieselbe sind messingene
halbrunde Ansätze a und b
angeschraubt, welche später die Oeffnungen für die Einströmung und die Kernspindel
bilden. Diese Platte, mit ihren Ansätzen, kann ausgewechselt werden, wenn eine Kugel
von anderem Caliber gegossen werden soll. Zwei Löcher, in welche entsprechende
Stifte in dem gußeisernen Formkasten passen, stellen diesen auf der Platte fest, und
zwei seitliche Knaggen fixiren seine Lager in verticaler Richtung. Das richtige Aufsetzen des Kastens
ist somit, wie man sieht, mit ein paar Handbewegungen geschehen.
Aus der runden Oeffnung im Tisch tritt nun die das Modell bildende Halbkugel, welche
nach unten auf einen Kolben aufgekeilt ist. In die in den Kolben eingegossene
Zahnstange greift ein kleines Stirnrädchen, dessen Stellung durch zwei conische
Rädchen und eine neben der Hand des Arbeiters befindliche Kurbel beherrscht ist. Ein
Sperrrad mit einem mit Handgriff versehenen Sperrhaken stellt den Kolben in jeder
Stellung fest. Er steht hoch, wenn der Sand durch die obere Oeffnung des Kastens
eingestampft wird, und wird dann niedergelassen, wobei die Modellkugel bei ihrer
genauen Parallelbewegung die gebildete Sandform vollständig glatt und unzerstört
zurückläßt. Dann hebt der Arbeiter den Formkasten auf und die eine Hälfte ist
fertig, um mit der auf der anderen Seite des Tisches vom zweiten Arbeiter gemachten
zusammengeschraubt zu werden.
Die Kernformmaschine ist in Fig. 4–6 skizzirt. Die
Kernform wird aus wesentlich fünf Theilen gebildet, von welchen die zwei unteren
eine gußeiserne in der Mitte zerschnittene Halbkugel bilden. Die beiden Hälften sind
ein gemeinschaftliches Gußstück mit Schlitten, die entlang einer an der unteren
Seite des Tisches angeschraubten Platte verschoben werden können. Dieses Verschieben
geschieht in Folge einer Schraubenspindel, welche zur Hälfte mit rechtem, zur Hälfte
mit linkem Gewinde und auf der rechten Seite des Tisches mit einem kleinen
Schwungrädchen zum Drehen versehen ist. Sind die beiden Viertelskugeln
zusammengeschraubt, so bleibt im Boden der gebildeten Halbkugel ein rundes Loch,
durch welches die den Kern und die oben erwähnte Blechschale tragende Spindel d tritt. Die Schale liegt weiter auf vier kleinen
Einschnitten in der gußeisernen Form, in vier entsprechenden Ansätzen an ihrem Rande
auf, wodurch sie am Drehen verhindert ist und nach erfolgtem Guß mit dem Metall des
Geschosses zusammenhängt. Unterhalb der Oeffnung d ist
ein gußeiserner Bock e, welcher in einer schlitzförmigen
Oeffnung, mittelst eines Keils festgestellt, die Kernspindel trägt.
An beiden Seiten des gußeisernen unteren Kugelviertels a
befinden sich Scharniere. Diese tragen die aus Messing gebildeten oberen Viertel b, welche durch entsprechende Drehung um die Scharniere
zusammengefügt werden und durch einen ebenfalls um ein Scharnier drehbaren Ring,
welcher mit Handgriff versehen ist, fest zusammen gehalten sind. (Siehe die Form
geschlossen in Fig.
4, aufgeklappt in Fig. 6). Nach oben lassen
diese Viertel eine große runde Oeffnung, welche schließlich durch einen nach innen kugelförmig
abgerundeten Stöpsel c, der mit einem Handgriff versehen
ist, geschlossen werden kann.
Die Operationen, welche der Arbeiter vorzunehmen hat, sind nun klar. Zuerst werden
die oberen Kugelviertel aufgeklappt und die unteren etwas auseinander geschraubt,
dann wird die Kernspindel durch den breiteren Theil im Schlitz des Böckchens e eingeschoben und mit dem Keil festgestellt. Hierauf
schraubt man die unteren Viertel zusammen, und füllt die Form mit etwas Sand, ehe
man die Blechschale hineinlegt. Sitzt diese fest, so werden die Messingviertel
zusammengeklappt, mit dem Ring geschlossen und die Form wird sofort vollständig mit
Sand gefüllt, welcher mittelst des Stöpsels c
eingestampft und oben abgerundet wird. Dann klappt man Ring und Messingviertel
wieder auseinander, schraubt die gußeisernen unteren Viertel weit zurück und hat den
Kern frei und fertig auf der Kernspindel stecken, die jetzt aus ihrem unteren Lager
im Bock e hervorgezogen wird.
Das Einbringen des fertigen Kerns in die zwei Hälften der äußeren Kugelform und das
Zusammenschrauben dieser Hälften wurde bereits berührt. Die fertigen Formen werden
schließlich in langen Gestellen mit Verticalwänden aufgestellt, die
Einströmungsöffnung nach oben, die Spindel nach unten gekehrt und die zwei
pararallelen Oeffnungen in den Formkasten die Verticalwände berührend, worauf der
Guß erfolgt.
Jobson's Formmaschinen.
Nicht in directem Zusammenhang mit der Ausstellung, für welche die Maschinen zu spät
kamen, hingegen in unmittelbarer Nähe derselben finden wir die verschiedenen
Formmaschinen von Jobson ausgestellt. Bei der ersten der
beschriebenen Maschinen von Woolwich war, wie wir sahen, das Wesentliche ein
durchaus paralleles Herausgehen des Modells aus der Sandform. Das Aufheben und
Umdrehen des verhältnißmäßig kleinen Formkastens, wie ihn die Kugeln erfordern,
würde bei größeren Gegenständen viele Schwierigkeiten machen. In der
maschinenmäßigen Verrichtung dieses Umdrehens neben dem parallelen Ausziehen des
Modells, liegt das Princip des Jobson'schen Patentes.
Für die verschiedenen Arten von Guß sind natürlich verschiedene Formmaschinen
erforderlich, die sich in ihrer Constructionsweise wesentlich unterscheiden. In Fig.
9–16 geben wir vier verschiedene Vorrichtungen, von welchen die erste
speciell für kleine ornamentale Gegenstände angewendet wird.
Das Modell, aus Eisen, hübsch polirt und angestrichen, wird zunächst in einem
besondern gußeisernen Kasten befestigt, indem es in einer Composition weichen Metalls (Blei, Zink)
steckt, mit welcher der Kasten ausgefüllt ist. Bei Ornamenten, gußeisernem
Blätterwerk, einfachen Figürchen etc., wird die Oberfläche der Composition
wellenförmig uneben gehalten, wobei natürlich diese Unebenheiten denen in einem
zweiten Kasten, welcher die Rückseite des Gußstücks enthält, genau entsprechen.
Dieser Kasten a wird mittelst in seinem Boden
befindlicher Schrauben in einem zweiten muldenförmigen Kasten befestigt, welcher in
zwei seitlich angebrachten Drehzapfen schwebt. Die Lager der Zapfen, aus Gußeisen,
setzen sich gegen unten in Form einer starken runden Stange fort, während seitlich
ein Arm angegossen ist, welcher mittelst eines Stiftes und eines entsprechenden Arms
mit Handgriff an der Gußmulde b, letztere feststellt.
Die beiden kolbenförmigen Verlängerungen des Lagers treten in langen Führungsbüchsen
durch die Tischplatte, und sind unter derselben mittelst einer Traverse verbunden.
Diese, in der Mitte durch Gelenkstücke angegriffen, steht durch zwei seitlich am
Gestell angebrachte Wellen und entsprechenden Hebel der Art mit den beiden Tritten
c, c in Verbindung, daß der Arbeiter, wenn er mit
dem Fuße den einen niederdrückt und damit die Mulde senkt, den anderen zu gleicher
Zeit hebt, so daß ganz dieselbe bequeme Fußbewegung die Mulde wieder emporhebt.
Auf den Kasten a wird nun der eigentliche Formkasten,
oder besser Rahmen, welcher nach oben und unten offen ist, aufgesetzt und mit zwei
seitlich angebrachten Knaggen festgestellt. Diese Knaggen drehen sich gleichzeitig
mit kleinen, durch die Formmulde durchgehenden Wellchen, an deren anderem Ende
Handgriffe sitzen, so daß sie von unten oder oben gehandhabt werden können. Nachdem
der Sand, wie gewöhnlich, eingestampft ist, wird ein Deckel auf den Kasten
geschoben, welcher mit seitlichen keilförmig anlaufenden Schnäbeln entsprechende
Ansätze am Kasten faßt und damit von selbst festhält. Hierauf wird der Stift bei d ausgezogen und die ganze Mulde sammt dem Formkasten in
den Zapfenlagern gedreht. Ein Fußtritt des Arbeiters bringt das ganze System tiefer,
so daß der Deckel des Formkastens auf der Tischplatte aufliegt; die Knaggen werden
nun mit den Handgriffen gedreht, ein zweiter Druck auf den anderen Tritt hebt Mulde
und Modell aus der Sandform, welche nun, fertig auf dem Tische liegend, unter beiden
hervorgezogen wird, worauf man die Mulde wieder dreht, feststellt und einen neuen
Formkasten aufsetzt.
Diese sämmtlichen Operationen, einschließlich des Füllens der Form mit Sand und des
Feststampfens, sahen wir in 1 Minute 33 Secunden verrichtet, nach welcher Zeit eine
Sandform mit den schärfsten und feinsten Conturen – einen reichen
Eichenlaubkranz darstellend – vor uns lag. Dieselbe Maschine kann natürlich
für jede Art von kleineren Gußsachen benutzt werden, so lange noch der Modellkasten
in der Mulde Platz hat.
Die zweite Art der aufgestellten Maschinen, Fig. 13 und 14, ist für
größere Gußstücke, wie Schienenstühle etc. bestimmt. Die eisernen Modelle sind
hierbei auf einer Platte befestigt, welche in der Mulde eingelassen ist und für
verschiedene Modelle ausgewechselt wird. Die sehr starken gußeisernen Drehzapfen der
Mulde ruhen auf offenen Lagern im Gestell. An dem einen der Zapfen ist ein Hebel mit
schwerem Gegengewicht angebracht, mittelst dessen die Mulde gedreht wird. Das
Gewicht stellt sie fest, da Ansätze am Drehzapfen eine weitere Drehung unmöglich
machen. Auf beiden Seiten mit Stricken schwebend erhalten, befindet sich unterhalb
der Mulde, geführt durch die Seitenwände der Ständer, ein schmiedeeiserner,
horizontaler Rahmen. Die Stricke an den Seiten gehen über zwei feste Rollen,
zwischen welchen sie durch eine dritte, mit Gewichten beschwerte Rolle niedergezogen
werden, wodurch somit der Tisch balancirt wird. Ein verstellbarer Hebel stellt ihn
mittelst Welle und Gelenken in zwei verschiedenen Stellungen fest. In der niederen
steht er in demselben Niveau mit einem Schienenpaar, welches von der Maschine aus 8
bis 10 Schuh weit fortläuft und zur provisorischen Aufnahme der fertigen Formkasten
dient.
Der Formrahmen wird nun, wie im ersten Falle, auf die Mulde aufgesetzt und durch
ähnliche Knaggen, wie dort, festgestellt. Hierauf wird der Sand eingeschüttet und
festgestampft, und der Deckel aufgeschoben. Dann wird, mittelst Hebel und
Gegengewicht, die Mulde gedreht, so daß der Kasten nach unten hängt. Eine Bewegung
mit dem zweiten Hebel preßt den beweglichen Tisch gegen die Deckelplatte des
Formkastens, worauf die Knaggen von oben gelöst werden und Formkasten und Tisch
leicht herabsinken. In dieser Stellung packt ihn der Junge, welcher dem Arbeiter im
Sandaufschütten hilft und zieht ihn auf die Schienenbahn, um für den nächsten Kasten
Platz zu machen.
Die ganze Arbeit wurde durch den geübten Arbeiter und einen Jungen in 1 Minute 46
Secunden verrichtet. In 10 Stunden können bequem 240 Formkasten fertig werden, Auf
einer der eingesetzten Platten waren 3 Schienenstuhlmodelle befestigt. Somit war ein
Arbeiter im Stande, die Sandformen für 720 Stühle per
Tag zu liefern, eine ziemlich beträchtliche Anzahl, wenn man in Betracht zieht, wie
tadellos schön das Modell ausgeprägt war.
Um die Wirkungsweise der dritten Maschine zu veranschaulichen, zeichneten wir auf der
Modellplatte der so eben beschriebenen (Fig. 14) nicht
Schienenstühle, sondern die äußere Form eine Reihe von Töpfchen, wie sie für gewisse chemische
Zwecke in großer Anzahl bestellt waren. Die innere Kernform für dieses Gußstück
wurde auf der in Fig. 15 und 16 skizzirten Maschine
dargestellt.
Ein Gußstück a, welches in die feste Tischplatte des
Gestells eingelassen ist, enthält die acht den zu bildenden Kernen entsprechenden
Vertiefungen. Der Boden derselben ist durchbohrt, indem ein Verschluß der Oeffnungen
durch acht bewegliche Kolben gebildet wird, die sämmtlich in einem verticalen
schmiedeeisernen Rahmen b festgeschraubt sind. Fest an
diesen Rahmen sind ferner zwei breite Lineale genietet, welche länger als die
Kolben, durch das Gußstück a treten und genau mit der
Oberfläche desselben bündig sind, wenn sich Tisch und Kolben in ihrer tiefsten
Stellung befinden. Die Bewegung des Tisches wird durch einen langen Hebel
vermittelt, welcher durch eine Welle, zwei Hebel und Gelenke mit ihm in Verbindung
steht.
Die Operation ist nun einfach folgende: Der Formrahmen d
wird auf die Platte a gesetzt und mit Knaggen
festgestellt. Hierauf füllt man die trichterförmigen Gruben mit etwas Sand und
steckt, um dem Kern Halt zu geben, eine mit dem Kopf nach unten sehende Schraube in
die Vertiefungen. Dann werden Trichter und Rahmen vollends mit Sand gefüllt und
dieser festgestampft. Ein cylindrischer Ansatz an a, in
der Mitte des Formrahmens, bildet im Sandkörper die Einströmungsöffnung für das
Metall. Die Bewegung des seitlichen Hebels hebt nun ganz gleichmäßig sämmtliche
Kolben und namentlich auch die zwei breiten Führungslineale c, auf denen der Formrahmen d ruht. Sind die
Kerne auf diese Weise ohne allen Druck und in fein ausgeprägter Form aus ihren
Trichtern gehoben, so wird der Rahmen mit der Hand abgenommen.
Von allen ausgestellten Vorrichtungen scheint uns diese die am mindesten
entsprechende. Trotz der vorsichtigen Bewegung des Tisches kamen die Kerne nie
vollständig unbeschädigt heraus und das Aufheben und Umwenden des Kastens erforderte
beträchtliche Kraft und große Vorsicht.
Fig. 17 zeigt
schließlich wie der eigentliche Formkasten und der die Kerne enthaltende Rahmen
zusammengepaßt werden, worauf das Ganze gußfertig ist.
Die schönsten Sandformen mit dem gleichen geringen Aufwand von Geschicklichkeit wie
bei den gröbsten Gußstücken, sahen wir auf der vierten ausgestellten Maschine
entstehen, welche speciell zum Formen von Stirnrädern geeignet ist, s. Fig. 11 und
12.
Eine große, in gußeisernen Lagerzapfen sich schwingende Formmulde, ähnlich wie wir
sie bereits bei der zweiten Maschine beschrieben, hat in ihrem Boden eine
sechseckige große Oeffnung. In dieser liegt ein Rahmen aus weicher Composition, welcher
zuvor um das fertig und schön ausgearbeitete Modell des zu gießenden Zahnrades
herumgegossen war, und somit nach innen eine gezahnte runde Oeffnung frei läßt, in
welche das Modell paßt. Dieses hat eine um einige Millimeter größere Zahnbreite als
das fertige Rad bekommen soll, und ist auf einer nach unten liegenden runden
Gußplatte befestigt.
Die Gußplatte steht mittelst zweier Gelenkstückchen im Innern der Mulde mit zwei sich
kreuzenden Hebeln in Verbindung, welche mit Handgriffen versehen sind und sich um
zwei in der Mulde befestigte Drehpunkte drehen. Ein scherenförmiges Zusammenziehen
der Hebel zieht, wie man sieht, das Modell durch die Zähne des Compositionsrahmens
ins Innere der Mulde, während ein Auseinanderdrücken es soweit nach außen drückt,
bis angegossene Ansätze eine weitere Bewegung in dieser Richtung unmöglich machen.
Ein Stift, am Kreuzungspunkt der Hebel durch beide zugleich gesteckt, hält das ganze
System in dieser Lage fest, in welcher der hervorstehende Theil des Modells genau
die Zahnbreite des künftigen Rades zeigen muß.
Alle übrigen Details sind so ziemlich wie bei der nach Fig. 13 u. 14
beschriebenen Vorrichtung. Die Drehung der Mulde geschieht, wie dort, durch einen
mit Gegengewicht versehenen Hebel; ein zweiter Hebel auf der anderen Seite des
Gestells setzt den beweglichen schmiedeeisernen Tisch unterhalb der Mulde in
Bewegung, welcher, wie dort, mit Rollen und Gegengewichten balancirt ist, und in
seiner niedersten Stellung auf gleichem Niveau mit einem die fertigen Formen
aufnehmenden Schienengeleise steht. Vertical durch die Mulde laufen die zwei
Wellchen, welche auf der einen Seite mit Handgriffen, auf den anderen mit den zum
Feststellen der Formkasten nöthigen Knaggen versehen sind.
Das Verfahren ist nun fast ganz wie bei allen anderen Maschinen. Der gewöhnlich
sechseckige Formkasten wird auf die Tischplatte der Mulde aufgesetzt und mit den
Knaggen festgestellt. Dabei befindet sich das Modell in seiner hohen, aus der
Tischplatte hervorragenden Stellung. Der Sand wird aufgeschüttet, festgestampft und
der Deckel auf den Rahmen aufgestreift. Hierauf dreht man die Mulde, so daß, wie in
Fig. 12,
das Hebelwerk zum Bewegen des Modells vor dem Arbeiter liegt. Dieser drückt die
Hebel zusammen und zieht dadurch das Modell aus dem Sande. Mit der nächsten Bewegung
wird der bewegliche Tisch von unten gegen den Deckel des Formkastens gepreßt, die
Knaggen gelöst und der Tisch, mit der fertigen Form, die auf ihm liegen bleibt, nach
unten bewegt.
Während der Junge nun die Form auf dem Schienenweg aus dem Wege schiebt, drückt der
Arbeiter das Modell wieder durch die Zähne des Compositionsringes, stellt es fest,
dreht die Mulde und befestigt den nächsten Formrahmen über der Mulde. Zwei Minuten
genügen, um dieß alles – vom Aufsetzen des ersten bis zum Aufsetzen des
nächsten Formkastens gerechnet – auszuführen, wobei dem Arbeiter ein Junge
zum Aufschütten des Sandes und Wegschieben der Formen beigegeben ist. Die Schönheit
der Formen, wie sie namentlich mit dieser Zahnformmaschine dargestellt wurden,
setzte jeden in Erstaunen, der mit der Arbeit bekannt ist, welche ein Rädchen mit
vielleicht 200 Zähnen von 8 Millim. Theilung vom Former verlangt. Die Sandzähne
waren scharf und rein, wie in Eisen ausgefeilt, und dabei war ein Arbeiter
beschäftigt, der seit vielleicht einer Woche mit der Sache vertraut war.
Formmaschinen, wie wir sie beschrieben, können natürlich nur da in Anwendung kommen,
wo die verlangten Gußstücke nach Hunderten gezählt werden. Wenn auch dieselbe
einfache Maschine zwischen gewissen Grenzen zu dem Mannichfaltigsten gebraucht
werden kann, so ist doch immer ein sorgfältig ausgeführtes eisernes Modell, auf
einer Platte befestigt, oder in Composition gebettet, nothwendig. Wo sich aber
überhaupt das Darstellen eines derartigen Modelles bezahlt, darf ein großer Vortheil
dieser Maschine wohl in Betracht gezogen werden. Es ist dieß das absolut parallele
Ausziehen des Modells mit der Sandform, und daher die Möglichkeit, die Seiten
desselben nicht conisch anlaufend, sondern wirklich parallel zu halten. Wir hörten
einen englischen Fabrikanten, welcher viel mit der Bearbeitung kleiner Gußstücke zu
thun hat, versichern, daß er seit der Anwendung dieser Maschinen 50 Proc. an Meißeln
und Feilen erspare. Wenn auch nur die Hälfte hievon wirklich erspart wird, so kann
mit den seither hiefür verausgabten Summen manches hübsche gußeiserne Modell
dargestellt werden.
Tafeln