| Titel: | Die Schrauben- und Mutter-Schneidmaschine von W. Seller in New-York auf der Londoner Industrie-Ausstellung; von Prof. Rühlmann. |
| Fundstelle: | Band 167, Jahrgang 1863, Nr. II., S. 9 |
| Download: | XML |
II.
Die Schrauben- und
Mutter-Schneidmaschine von W. Seller in
New-York auf der Londoner Industrie-Ausstellung; von Prof. Rühlmann.
Aus den Mittheilungen des hannoverschen
Gewerbevereins, 1862 S. 227.
Mit Abbildungen auf Tab.
I.
Rühlmann, über Seller's Schrauben- und
Mutter-Schneidmaschine.
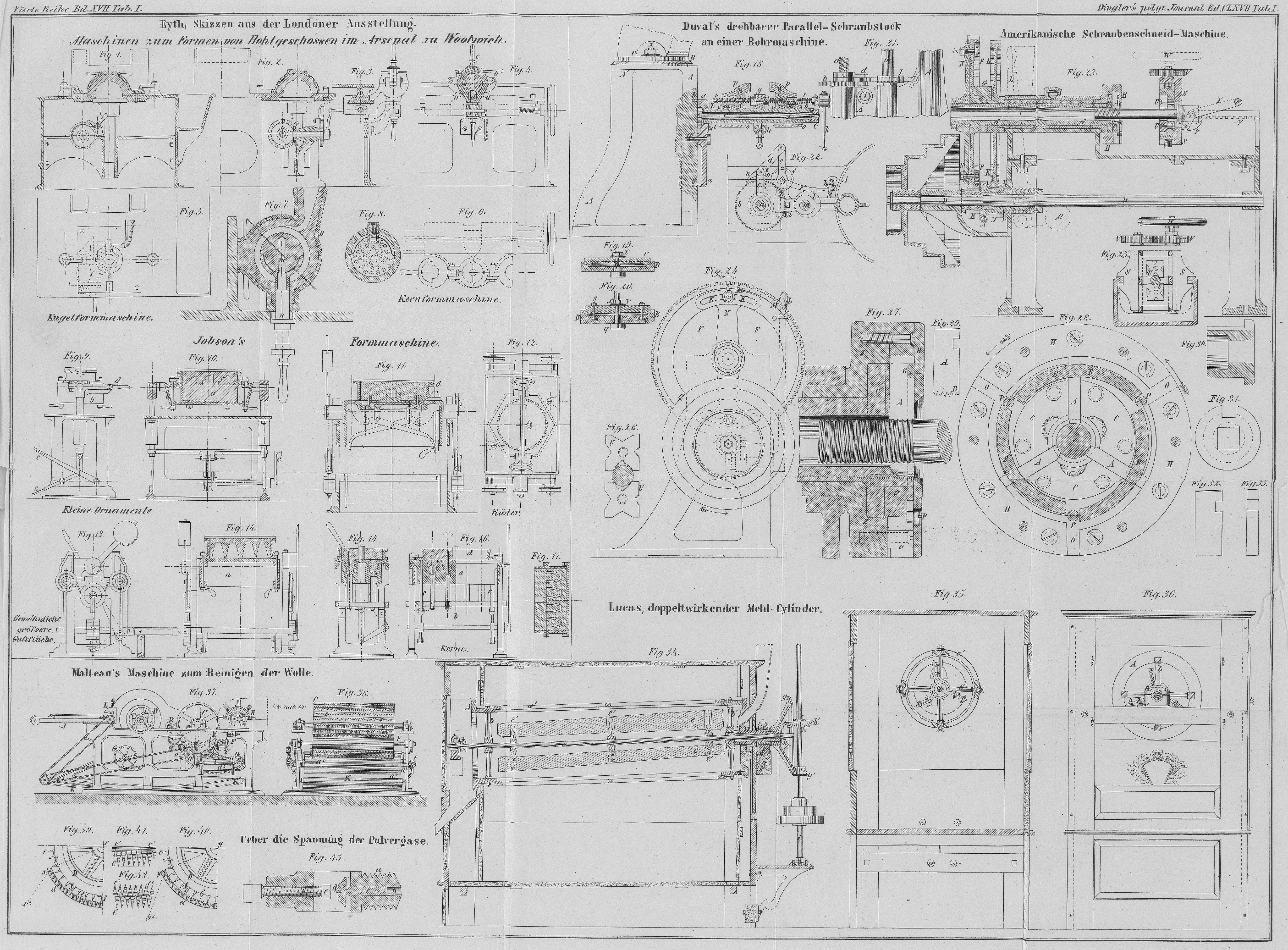
Mittelst dieser Maschine läßt sich eine scharfgängige Schraube aus betreffendem
Rundeisen bei einmaligem Durchzuge durch die
Schneidbacken völlig
fertig herstellen und am Ende des Schneidprocesses die Kluppe durch die Mechanismen
der Maschine selbst öffnen, ohne dabei die Richtung der Umdrehung der Betriebswelle
ändern zu müssen.
Fig. 23
stellt Seller's Maschine im Längendurchschnitte und Fig. 24 (vom
Ende links) in der Seitenansicht dar, während Fig. 25 die verschiebbare
Klemme oder Zange zeigt, um den zu schneidenden Bolzen in gehöriger Lage zu erhalten
und den unverrückbaren Schneidbacken A zuzuführen. Fig. 27 bis
Fig. 33
incl. sind entsprechende nach größerem Maaßstabe gezeichnete Details. Jeder der drei
Schneidbacken A liegt in einer radial gerichteten Ruth
einer Scheibe C, worin sie auf Erforderniß verschoben,
also nach der Dicke des zu schneidenden Bolzens gestellt werden können. Zum Zwecke
der erforderlichen Verschiebung ist jeder Backen mit einer (in der Detailfigur 29
besonders sichtbaren) Vertiefung versehen, in welche die excentrischen Rippen B passen, die (wie Fig. 27 zeigt) an einer
Scheibe H festgeschroben sind, welche gleichsam als
Deckel eines Hohlcylinders Z erscheint. Dabei ist Z so ausgedreht, daß sich in der Vertiefung der Kopf C (die Kluppe) auf Erforderniß frei umdrehen kann.
Hiernach lassen sich die Schneidbacken entsprechend stellen, wobei jedoch
ausdrücklich bemerkt werden muß, daß während des Schneidprocesses die Backen A ihre Stellung in radialer
Richtung durchaus unverändert behalten.
Von den erwähnten Körpern oder Hohlscheiben C und Z ist ersterer auf einer röhrenförmigen Welle δ und letzterer auf einer eben solchen η befestigt. Eine zur Achse von δ, η parallel und tiefer liegende Welle
D dient sowohl zur Aufnahme einer
Betriebs-Treppenscheibe als zweier Zahngetriebe E
und J, wovon jedoch nur E
auf der Welle D festsitzt, während in J die Welle D lose läuft. Im
Eingriffe mit letzteren Getrieben stehen die Stirnräder F und K, wovon ersteres lose auf der Welle δ sitzt, dagegen letzteres (K) auf der zweiten Welle η vollständig festgekeilt ist. Um auch das Rad F mit seiner Hohlwelle δ fest verbinden zu können, sitzt auf δ ein zweiarmiges Stück N, welches mit
F durch eine Schraube λ gehörig verkuppelt werden kann.
Auf der Nabe von F befindet sich ferner ein Stück G, welches zwischen die Arme des Rades K faßt und wodurch bewirkt wird, daß sich bei der
Umdrehung von F das Rad K
ebenfalls und zwar so lange mit derselben Winkelgeschwindigkeit bewegt, als das
Trieb J lose läuft und nicht durch anderweite Mittel mit
der Welle D verkuppelt wird. Diese letztere Verbindung
kann aber entweder dadurch geschehen, daß man das (mit gehörig breiten Zähnen
versehene) Trieb J vermittelst einer Rückstange L gegen die Innenseite eines Reibungskegels π preßt, der eine Fortsetzung des Getriebes E bildet, oder dadurch daß man das Getriebe J nach entgegengesetzter Richtung, und zwar so weit
verschiebt bis sich ein rechts befindlicher Rand an einer Lederscheibe v reibt.
So lange das Getriebe J nicht in bemerkter Weise
gezwungen ist an den Umdrehungen der Welle D Theil zu
nehmen und der Doppelarm N nach gehörigem Anziehen der
Schrauben λ mit dem Rade F zu einem Ganzen vereinigt ist, bewirkt der Mitnehmer G, daß sich die Köpfe C und
H, Z wie ein zusammengehöriges Ganzes drehen, wobei
auch die Schneidbacken unveränderlich die Entfernung von der Drehachse behalten, auf
welche sie gestellt wurden.
Soll nun mittelst der Maschine eine Schraube geschnitten werden, so spannt man den
betreffenden Bolzen (zwischen die Fig. 26 in größerem
Maßstabe gezeichneten) Backen U der Zange S, Fig. 23 und 25, und führt
letztere so weit gegen die Schneidbackenanfänge R (Fig. 29), bis
diese den Bolzen fassen, wobei die eine Hand des Arbeiters fortwährend auf das Ende
T eines Hebels drückt, während die andere Hand das
bemerkte Vorschieben der ganzen Zange S veranlaßt. Ist
nun das Trieb J weder nach rechts noch nach links
verschoben, d.h. läuft es leer um seine Welle D, so
behält auch H gegen C eine
unveränderte Lage und es erfolgt das Schneiden der Schraube sobald der
Betriebsriemen die Riementreppenscheibe in Umlauf setzt.
Erforderlich dürfte es seyn, auf die (von R aus
gerechnet) nach hinten hin an Höhe zunehmenden Schneiden der Backen A aufmerksam zu machen, was nöthig war, wenn die
Schraube bei einmaligem Durchgange des Bolzens geschnitten und dieser Schnitt doch
nicht auf einmal in voller Tiefe ausgeführt werden sollte.
Sobald die gehörige Länge vom Gewinde geschnitten ist, rückt man mittelst des Hebels
L das Getriebe J
derartig gegen den Reibungskegel π, daß J mit der Welle D zu einem
Ganzen verkuppelt wird. Hierdurch wird aber erreicht, daß sich K wegen seines geringeren Durchmessers etwas schneller
als F umdreht. Die Folge hiervon ist, daß dann der Kopf
H der Kluppe C
vorauseilt, und auch die mit H fest verbundenen Rippen
B ihre relative Stellung zu den Schneidbacken A in diesem Sinne ändern, d.h. letztere demzufolge sich
radial auswärts verschieben und die Kluppe sich öffnet. Der Bolzen mit der
geschnittenen Schraube und der Zange S kann dann ohne
weiteres Hinderniß zurückgeschoben werden, sobald man nicht mehr mit der Hand auf
den Hebel T einen Druck ausübt, wodurch die Klinke φ veranlaßt wurde sich gegen einen der
Zahnstangenzähne ψ zu stemmen.
Um die Backen A zum abermaligen Schneiden in die Fig. 28
gezeichnete Stellung
zurückzuführen, braucht man nur, ohne die Bewegung der Maschine hemmen oder ihre
Richtung verändern zu müssen, die Rückstange L so zu
bewegen, daß das Getriebe J gegen die Lederscheibe v gepreßt und zu einer solchen Drehung um D veranlaßt wird, daß K
weniger Umläufe in derselben Zeit als F verrichtet.
Sodann eilt aber die Kluppe C dem Kopfe H, Z in der Bewegung vor und die Schneidbacken werden
radial einwärts geschoben, sobald die Drehung aller Theile in dem Sinne erfolgt,
welcher durch den Fig. 28 gezeichneten Pfeil angegeben wird. Um die Weite der
ursprünglichen Verschiebung der Schneidbacken gehörig bestimmen zu können, hat man,
wie aus Fig.
24 ersichtlich ist, außerhalb am Rade F eine
Scale M angebracht, in Bezug auf welche das Armstück N entsprechend verschoben und nachher festgestellt
werden kann. Das Vorhandenseyn einer Ruth K in N und der Preßschraube λ ist dabei selbstverständliches Erforderniß.
Beabsichtigt man Muttern zu schneiden, so entfernt man die
Schneidbacken A, steckt einen sogenannten Bohrerhalter,
Fig. 30
und 31, in
die Höhlung der Welle δ, δ und bringt an
die Stelle des einen der weggenommenen Schneidbacken einen Schlüssel oder Keil, Fig. 32 und
33,
dessen Ende in die viereckige Ruth des Bohrerhalters paßt und wodurch dieser an
jeder Umdrehung ohne δ, C verhindert wird. Mit
dem Einschnitte, oben bei Fig. 32 und 33 sichtbar,
greift der Schlüssel (wie die Schneidbacken A) über die
excentrischen Rippen B und kann ebenso gestellt, d.h.
mehr oder weniger in die Ruth des Bohrerhalters, Fig. 31, herabgeschoben
werden.
Der Preis der Seller'schen Schraubenschneidmaschine bei
der in unserer Zeichnung bemerkten natürlichen Größe beträgt 68 Pfd. Sterl. und
können damit per Stunde etwa 92 Schrauben auf 1 3/8 Zoll
Bolzenlänge eingeschnitten werden.
Tafeln