| Titel: | Ueber Anwendung des Copir- oder Uebertragungs-Principes bei der Anfertigung und bei dem Ziehen von Feuerwaffen; von John Anderson, Inspector des Arsenals zu Woolwich. |
| Autor: | John Anderson |
| Fundstelle: | Band 169, Jahrgang 1863, Nr. XXI., S. 81 |
| Download: | XML |
XXI.
Ueber Anwendung des Copir- oder
Uebertragungs-Principes bei der Anfertigung und bei dem Ziehen von Feuerwaffen;
von John Anderson, Inspector des Arsenals zu
Woolwich.
(Fortsetzung und Schluß von S. 13 des
vorhergehenden Heftes.)
Mit Abbildungen auf Tab.
II.
Anderson, über Anwendung des Copir-Principes bei der
Anfertigung und bei dem Ziehen von Feuerwaffen.
Die Vorbereitung zu der, den bisherigen Arbeiten nunmehr folgenden vorletzten Ausbohrung der inneren Cylinderröhre, welche
die Seelenwand des zu bildenden Geschützrohres abgibt, besteht zunächst darin, die
ursprüngliche Bohrung derselben, insoweit sie durch das Aufziehen der äußeren
Cylinderröhren alterirt worden war, ganz in der früher angegebenen Weise wieder
herzustellen. Ist dieses geschehen, so werden dann die äußeren Flächen der beiden
Enden des zu bearbeitenden Rohres durchaus concentrisch abgedreht und mittelst genau
justirter Lager in den langen Sattel einer verticalen Bohrmaschine eingespannt. Die
hiernach zur Anwendung kommende Bohrstange rotirt in festen Lagern, welche an beiden
Enden des Rohres angebracht sind, und es ist dieselbe mit mehreren Garnituren von
Schneiden umgeben, hinter deren letzter eine Rolle folgt. Das Rohr bewegt sich
langsam aufwärts. Gewöhnlich sind bei dieser vorletzten Bohrung etwa 0,2 Zoll des
Bohrungsdurchmessers im Metalle wegzuschneiden und das Ziel derselben ist, dem
Normalkaliber des Rohres bis auf einen um 0,002 Zoll geringeren Seelendurchmesser
beizukommen. Es wird jedoch nur selten gelingen, diese Absicht ganz genau zu
erreichen, und man ist meistens schon zufrieden, wenn die bezeichnete
Durchmessergrenze wenigstens nicht überschritten wird. Da die Bohrstange und deren
Lager nur dann einen vollkommen kreisrunden Seelen-Querschnitt ergeben
können, wenn sie selbst vollkommen rund ab- und ausgedreht worden sind, so
werden diese Theile mit der äußersten Sorgfalt und genau nach denselben Bedingungen
bearbeitet, welche für die Whitworth'schen Lehren selbst
bestehen. Die während des Gebrauches nothwendig eintretenden Abnutzungen sind
hierdurch aber keineswegs ausgeschlossen, obwohl die Bohrstangen, gleich den Schablonen, von Stahl
gemacht werden, und so bleibt denn während dieser Arbeit auch eine fortwährende
Aufmerksamkeit auf Erhaltung der richtigen Werkzeug-Dimensionen durch-
aus nothwendig. Auf solche Weise wird eine Bohrung erhalten, welche zwar fast immer
geradlinig, aber niemals vollkommen cylindrisch ist, und gerade diese Eigenschaft
kann man mittelst der Whitworth'schen Lehren nur sehr
schwierig prüfen, während andere Meßarten für so delicate Untersuchungen noch
weniger geeignet sind.
Der Hauptzweck der hierauf folgenden letzten Bohrung ist
daher, Erlangung von Parallelität der Seiten des durch die Seelenachse gelegt
gedachten inneren Längendurchschnittes vom Geschützrohre. Das dazu angewendete
Werkzeug besteht aus einer langen Schlichtbohrerstange, welche mit sechs Schneiden
in zwei Abtheilungen, zu je dreien, versehen ist und zur Erhaltung ihrer
concentrischen Lage im Rohre mit spiralförmigen Tragflächen umgeben wird, welche,
aus Kanonenmetall bestehend, die bereits vorhandene Bohrung ausfüllen. Hiernach sind
die richtige Kreisform und die Geradlinigkeit der durch diese Glattbohrung zu
erlangenden Seelenwand lediglich von den entsprechenden Eigenschaften der bereits
vorhandenen Bohrung abhängig. Die Gestalt derselben wird vermittelst der sich an sie
anlehnenden Bronzeflächen ganz genau auf die neue Bohrung übertragen, denn der Werth
von drei Schneiden für die Stetigkeit des Schneidens, bei richtiger Beschaffenheit
der führenden Flächen, ist hinlänglich bekannt, während sie im umgekehrten Falle
freilich auch leicht polygonale Bohrungen hervorbringen. Beide
Messer-Garnituren schneiden mehr an der Seite als an der Stirn, und der
zweite Messersatz wird beim Einführen in das Rohr genau auf den Durchmesser des
ersteren gebracht, wodurch er also nur die wenigen Metalltheilchen wegzunehmen hat,
welche der erste Messersatz etwa an der Seelenwand des Rohres stehen gelassen haben
sollte. Der Betrag hiervon wird um so geringer seyn, als die durch diese
Schlichtbohrung überhaupt hervorgebrachte Seelenerweiterung nur selten mehr als
0,001 Zoll des Kaliber-Durchmessers ausmacht. Obgleich endlich für Ausführung
dieser Glattbohrung eine gewöhnliche Horizontal-Bohrbank am angemessensten
seyn würde, so neigt man die dazu bestimmte Bank doch meistens nicht unbedeutend
gegen den Horizont, weil dann die entstehenden Bohrspäne, welche sonst schwierig zu
entfernen sind, mittelst eines Stromes von Seifenwasser weggespült werden
können.
In dieser Weise erreicht man eine bis auf den tausendsten Theil eines Zolles genau
parallele Bohrung, was für den jetzigen Standpunkt unserer Fabricationsweise als
genügend betrachtet werden muß, denn obgleich zur Erlangung möglichster Genauigkeit alle
Werkzeug-Justirungen mit großer Pünktlichkeit von einer besonderen Abtheilung
des Etablissements ausgeführt werden, bleibt es doch immer noch außerordentlich
schwierig, eine Bohrung von genau richtigem Durchmesser, sowie von vollkommener
Kreisförmigkeit, Geradheit und Parallelität herzustellen. Ohne diese specielle
Meßabtheilung aber würde selbst dieser Grad von Qualität des Geschützes nicht
erreicht werden können und es wäre dasselbe dann zur Aufnahme glatt geschnittener
Züge nur sehr wenig geeignet, da bei der Operation des Ziehens, zu welcher nunmehr
geschritten wird, nachdem das glattgebohrte Rohr nochmals die Meßabtheilung passirt
hat, die richtige Führung der Ziehstange gänzlich von der Parallelität und überhaupt
von der festen Ausführung der Bohrung abhängig ist.
Bei Vorderladungs-Geschützen, deren Rohre von der Mündung aus geladen werden
sollen, kann wegen ihres geschlossenen Bodens die hier beschriebene Methode der
Seelenbohrung natürlich keine Anwendung finden. Bei ihnen muß die möglichst große
Annäherung an eine vollkommene Bohrung lediglich von der Mündungsseite des Rohres
her bewirkt werden, wozu man sich bei Herstellung des vordersten Theiles der Seele
wieder eines Gleitsupportes bedient, hinter den Bohrerschneiden aber dann geeignete
Lager anbringt, um vermittelst ihrer den bereits gebildeten, möglichst richtigen
Mündungstheil der Seele so genau als thunlich auf die übrige auszubohrende Länge des
Rohres übertragen zu können. Bis zu einem gewissen Grade läßt sich allerdings auch
auf diese Weise eine Annäherung an Vollkommenheit der Bohrung erreichen; es ist
dieselbe aber jedenfalls geringer als diejenige, welche bei den früher beschriebenen
Anordnungen für die an beiden Enden offenen Rohre der Kammer- oder
Hinterladungsgeschütze zu erlangen steht.
Was nun endlich die noch zu beschreibende Methode des Ziehens
oder, was dasselbe ist, des Einschneidet der Züge in
die Seelenwand des Rohres anbelangt, so hat sich dieselbe von Specialitäten
der Windung oder des Dralles der Züge, sowie von besonderen Formen ihres
Querschnittes jetzt in einer solchen Weise unabhängig gemacht, daß durch die in
Woolwich gebräuchlichen Vorrichtungen jede Art von Zug, selbst wenn er der
verworrensten Gestalt angehören sollte, ganz genau den gegebenen Vorschriften
entsprechend und mit derselben Leichtigkeit auf die Seelenwand des anzufertigenden
Geschützrohres übertragen werden kann, als handle es sich hierbei nur darum, gerade
Linien auf der Außenseite des Rohres verzeichnen zu sollen.
Als im Jahre 1845 plötzlich das Ziehen einiger Geschütze verlangt wurde, richtete man
eine gewöhnliche Hobelmaschine zur Ziehbank ein. Die verlangte Zugspirale wurde
in die Ziehstange selbst eingeschnitten und eine dieser Schraubenlinie entsprechende
MutterAnalog dem sogenannten Drallrohre der deutschen Gewehrfabriken.Anm. d. Uebers. an der Mündung des Geschützes befestigt, während der Ziehstange in ihrem
Lager eine freie Rotation um ihre Stangenachse gestattet war. Wurde die Ziehstange
dann vermittelst der Maschine durch jene Mutter hindurch bewegt, so mußte sie mit
dem an ihr befestigten Reißzahne auf der Seelenwand des Rohres den verlangten Zug
einschneiden, und eine gewöhnliche Theilscheibe führte endlich zur verlangten Anzahl
der Züge. Diese Maschine war vollkommen genügend, so lange es sich nur um das
Einschneiden solcher Züge handelte, welche nach einer regelmäßigen Spirale im Rohre
aufstiegen und deren Kanten, sowie auch deren Boden, mit der Mittellinie der
führenden Spirale parallel liefen; den neueren Anforderungen aber, auch Züge mit
sich stetig änderndem Dralle oder plötzlichen Aenderungen desselben, ferner Züge mit
wechselnder Weite, mit Formwechsel der Zugkanten etc. hervorbringen zu können, ist
eine derartige Einrichtung nicht mehr gewachsen. Zu diesem Ende müssen noch andere
Kombinationen in Anspruch genommen werden, und da während der letzten Jahre dem
gezogenen Geschütze bekanntlich ein vorzüglicher Grad der Beachtung zu Theil wurde,
die meisten dahingehörigen neueren Erfindungen aber in der königl.
Geschütz-Factorei zur Ausführung kamen, so stellte sich gerade dort sehr bald
das unabweisliche Bedürfniß heraus, jede beliebige Vorschrift für Züge ausführen zu
können, ohne daß der verlangte Zug deßhalb in dem unmittelbar an der Seelenwand
arbeitenden Instrumente schon vorher ausgearbeitet wurde, was nicht nur sehr
kostspielig gewesen wäre, sondern auch das Fertigbringen des Geschützes zum Versuche
unter Umständen bedeutend hätte verzögern können. Eine zur spiralförmig gewundenen
Form geschnittene vierkantige Stange gibt aber in allen Fällen, wo sie Anwendung
finden kann, ein sehr vollkommenes Ziehinstrument ab, dessen Gebrauch sogar von
allen den Irrthümern frei ist, welche leicht entstehen können, wenn die arbeitende
Maschine für jeden hervorzubringenden besonderen Zug auch besonders gestellt werden
muß. In neuerer Zeit hat man ferner gefunden, daß für permanente Ziehbänke auch
runde Ziehstangen mit spiralförmig eingeschnittenen Zügen recht gute und fast
dieselben Dienste thun, als dem entsprechend eingerichtete vierkantige Stangen.
Diese beiden Arten von Ziehstangen werden aber in einer gewöhnlichen
Schraubenschneidbank ausgeschnitten, sie können daher auch nur zu spiralen Zügen verwendet werden
und bleiben deßhalb bei der Darstellung von Zügen mit wachsendem, abnehmendem oder
überhaupt im Gesetze der führenden Curve wechselndem Dralle, welche folglich keine
richtige Schraubenlinie bilden, unanwendbar.
Zur Hervorbringung solcher, von der gewöhnlichen Regelmäßigkeit abweichenden Züge muß
die Ziehmaschine aber nicht nur jeden beliebigen Drall des Zuges hervorbringen,
sondern auch dessen Seitenkanten und dessen Boden jede gewünschte Form geben können.
Ferner steht zu verlangen, daß dieses Alles mit einem Male ausgeführt werde, und
allen diesen Bedingungen entspricht die neuerdings in der Geschütz-Factorei
zu Woolwich zur Anwendung gekommene
Ziehmaschine.
Die Ziehstange derselben ist kreisförmig cylindrisch. Das eine ihrer Enden wird in
dem Lager eines beweglichen Sattels vermittelst einer Anzahl von Halsringen oder
Halsbändern festgehalten, welche den Anzug der Schneidmesser zu übernehmen haben;
das andere Ende der Ziehstange liegt in einem zunächst der Mündung des
Geschützrohres befindlichen festen Dockenlager, welches der Ziehstange Freiheit der
Rotations- und der Längenbewegung gibt.Wie aus dem Ganzen des Textes hervorgeht, liegt
das mit Zügen zu versehende Hinterladungs-Geschützrohr (welches an
beiden Enden offen ist, so daß die Ziehstange durch dasselbe hindurch gehen
kann), hierbei zwischen dem feststehenden und dem
beweglichen Ziehstangenlager, die Mündung nach ersterem hin gerichtet, auf
dem Bette der einer Hobelmaschine ähnelnden Ziehmaschine. Der mit dem
Schneidstahl zum Ausheben des Zuges armirte Theil der Ziehstange, der
sogenannte Ziehkopf, steht vor dem Beginne der Ziehstangenbewegung zwischen
der festen Docke der Maschine und der Rohrmündung, die Schneidkante seines
Messers, Reißhakens oder Schabmeißels nach letzterer hingekehrt. Es werden
die Züge bei dieser Art von Rohren also auch wirklich ausgezogen und nicht ausgestoßen, wie
letzteres bisher bei den meisten deutschen Gewehrfabriken noch immer üblich
war und bei Vorderladungs-Geschützen mit geschlossenem Bodenstücke
ebenwohl geschehen muß.Anm. d. Uebers. Zum Hervorbringen der Ziehstangen-Bewegung ihrer Längenrichtung nach,
kann man sich jedes Mittels bedienen, welches beim Thätigmachen der Hobelmaschinen
von Nutzen ist; es erhält in diesem Falle jedoch zur Vor- und Zurückbewegung
des die Ziehstange festhaltenden Supportes meistens die Schraube den Vorzug, weil
sie die Bewegung am zartesten vermittelt. Zur Hervorbringung einer gleichzeitigen
Rotation der Ziehstange um ihre Längenachse erhält dieselbe ferner an ihrem hinteren
Ende ein Stirnrad, in welches eine an dem beweglichen Sattel, senkrecht zur
Ziehstange verschiebbare Zahnstange eingreift, deren Führung wieder von einer
sogenannten TangentenstangeDie Tangentenstange hat man sich als ein zur Seite der Bank angebrachtes
scharfkantiges Lineal zu denken, an welchem die Zahnstange hingeführt
wird.Anm. d. Uebers. übernommen wird, welche letztere mittelst Justirschrauben und Gradbogen unter
irgend einem Winkel zur Ziehstange gestellt werden kann. Durch diese Combination von
Längen- und Rotationsbewegung wird es nun möglich, der Ziehstange bei ihrer
Vorwärtsbewegung zugleich immer diejenige Rotation zu geben, welche einem beliebigen
Dralle der Züge entspricht, da der zur Führung der Zahnstange dienenden
Tangentenstange jede beliebige Form und jeder beliebige Neigungswinkel gegen die
Längenachse der Ziehstange gegeben werden kann. Als Beschränkung treten hierbei nur
die Grenzen auf, innerhalb deren es der Maschine überhaupt noch möglich ist, dem
Gange der Züge zu folgen. Bei sehr complicirten Zügen muß man unter Umständen auch
wohl mehrere Tangentenstangen mit ihren Enden voreinander stoßen, welche dann die
Führung der in das Getriebe der Ziehstange eingreifenden Zahnstange nacheinander zu
übernehmen haben, um dadurch jeden wie immer verworrenen Zug eben so leicht als eine
reguläre Spirale herstellen zu können. Bei den meisten Arten von Zügen ist deren
Tiefe eine gleichförmige, zuweilen soll dieselbe aber auch an verschiedenen Stellen
der Bohrung wechseln. Im letzteren Falle sind Vorrichtungen erforderlich, um die den
Zug aushebenden Schneiden nach Erforderniß mehr oder weniger von der Seelenachse des
Geschützrohres entfernt halten zu können. Ferner ist es zur guten Ausführung jeder
Arbeit dieser Art durchaus nothwendig, daß der den Zug ausschneidende Stahl bei der
Rückwärtsbewegung der Ziehstange ganz aus dem Schnitte heraustritt und nicht etwa
durch Reibung an den Rohrwänden die Feinheit seiner Schneiden gefährdet, welche
letztere zur Zartheit des Zugschnittes durchaus nothwendig ist. Zu beiden Zwecken
dient eine im Inneren der ausgehöhlten Ziehstange befindliche Gleitstange, welche
vermittelst einer an ihr angebrachten schiefen Ebene in der Weise auf einen kleinen,
das Schneidinstrument im Ziehkopfe festhaltenden Support oder Stahlhalter einwirkt,
daß die Schneidkante des Stahles sich, radialradical zum Ziehkopfe, senkt oder hebt, sobald und je nachdem die innere
Gleitstange in der hohlen Ziehstange vor oder zurück geschoben wird. Diese innere
Gleitstange steht am anderenHiermit soll offenbar das nicht im beweglichen Sattel festgehaltene Ende der hohlen Ziehstange
bezeichnet werden.Anm. d. Uebers. Ende der hohlen Ziehstange etwas hervor, und es wird ihre Vor- und
Zurückbewegung in letzterer durch eine, den Bewegungen der Ziehstange nachfolgende
Gleitrolle geregelt, welche dabei an der sogenannten Copirstange hinläuft und
hierdurch die Form derselben in einer solchen Weise auf die innere Gleitstange
überträgt, daß auf dem Boden der Züge die Führungskanten-Linie der
Copirstange, mag sie wie immer gestaltet seyn, reproducirt wird. Damit ferner die Schneidkante des im
Ziehkopfe befindlichen Messers auch beim Zurückgehen der Ziehstange ganz aus dem
Schnitte heraustrete, erfolgt die Zurückbewegung der den Bewegungen der Ziehstange
nachfolgenden Gleitrolle nicht wie deren Vorwärtsbewegung auf der Führungskante der
Copirstange selbst, sondern auf einem, über derselben angebrachten sogenannten
Oberriegel, welcher wieder an seinen beiden Enden Fallriegel hat, um durch dieselben
die Uebergänge der Gleitrolle von der Copirstange zum Oberriegel und umgekehrt vom
Oberriegel zur Copirstange vermitteln zu können. Das Bewegungsspiel der Gleitrolle
gestaltet sich dann in folgender Weise: Während des Vorgehens der Ziehstange folgt
die Gleitrolle derselben auf der Copirstange nach und vermittelt so die Uebertragung
von deren Führungskanten-Form auf den Boden des im Geschützrohre
einzuschneidenden Zuges; am Ende der Copirstange angekommen, hebt sie den vom
entsprechenden Ende des Oberriegels schräg auf die Copirstange niederhängenden
Fallriegel empor und passirt unter demselben hindurch; der Fallriegel legt sich
hierauf, hinter der Gleitrolle, wieder auf die Copirstange nieder, und bildet
dadurch eine schiefe Ebene, auf welcher die Gleitrolle beim Rückwärtsbewegen der
Ziehstange bis zur oberen Kante des über der Copirstange befindlichen Oberriegels
aufsteigen muß. Hierbei wird die innere Gleitstange vermittelst der an der
Gleitrolle befestigten Kurbel in die Ziehstange hineingestoßen, wodurch der
Schneidstahl zurückgezogen wird und also aus dem Schnitte heraustritt. Die
Gleitrolle setzt dann ihre weitere Rückwärtsbewegung auf der oberen Kante dieses
Oberriegels fort, bis sie den zweiten Fallriegel erreicht, welcher an dem anderen
Ende des Oberriegels angebracht ist und durch ein Balancir-Gewicht über dem
Niveau der oberen Kante des Oberriegels empor gehalten wird. Hier angekommen, drückt
die Gleitrolle diesen zweiten Fallriegel im weiteren Zurückgehen durch ihr Gewicht
nieder und passirt ihn dann gewissermaßen als eine Brücke, welche durch ihr
Balancir-Gewicht sofort wieder emporgeschnellt wird, wenn die Rolle sie
überschritten hat. Dadurch öffnet sich endlich für die Gleitrolle wieder der Zugang
zu einer zweiten schiefgeneigten Fläche, auf welcher sie zum Anfangspunkte der
Copirstange hinuntergeleitet, sobald die Maschinenbewegung also von neuem zu
beginnen hat. Die Form der zuletzt erwähnten schiefgeneigten Fläche ist von
Wichtigkeit, weil nach Maaßgabe des Herabsinkens der Gleitrolle auf derselben die
innere Gleitstange wieder aus der hohlen Ziehstange hervorgezogen und somit auch der
den Zug ausschneidende Stahl radial aus dem Ziehkopfe herausgetrieben wird, wodurch
diese schiefe Fläche also das Muster für die Eingangsform des Zuges ab gibt, so daß ihre Gestalt
deßhalb auch meistens genau vorgeschrieben ist. Auf solche Weise wird also die
innere Gleitstange gezwungen, dem Schneidstahl immer genau diejenige Stellung im
Ziehkopfe zu geben, welche der für jeden Punkt des Rohres vorgeschriebenen Zugtiefe,
mag sie wie immer wechselnd seyn, entspricht und es liegt hiernach in der
combinirten Anwendung von Copir- und Tangentenstange offenbar die Lösung des
Problemes, jede Art von Zug ohne Schwierigkeit herstellen zu können.
Um ferner den Schneidstahl nach jedem Durchgange durch das Rohr in einer solchen
Weise aus dem Ziehkopfe heraustreiben zu können, daß dadurch jeder folgende Schnitt
etwas stärker als der vorhergehende in das Metall eingreift und solchergestalt der
Zug allmählich der für ihn angeordneten Tiefe entgegengeht, ist an dem, über die
hohle Ziehstange vorspringenden Theile der inneren Gleitstange eine Schraube mit
Handrad angebracht, durch deren Umdrehung das entsprechende Emporheben des
Schneidstahles bewirkt werden kann. Diese Schraube mit Handrad bietet zugleich das
Mittel dar, die allmählich eintretende Abnutzung des Schneidstahles wieder
ausgleichen und so dahin wirken zu können, daß schließlich allen Zügen ganz genau
dieselbe Tiefe zukommt. – Nachdem ein Zug vollständig vollendet worden ist,
wird das zu ziehende Geschützrohr vermittelst eines Sperrrades um den der Anzahl
seiner Züge entsprechenden Kreisbogen gedreht. Das Sperrrad vertritt hierbei die
Theilscheibe und hat eben so viele Zähne als dem Rohre Züge gegeben werden
sollen.Inwieweit es gelungen seyn mag, den Sinn des englischen Textes, welchem wohl
eine Belehrung durch Augenschein zur Seite gestanden haben dürfte, hier
verständlich niederlegen und beziehungsweise interpretiren zu können, steht
von hier aus nicht zu beurtheilen; Thatsache ist aber, daß eine eigene klare
Anschauung von den höchst sinnreichen Einrichtungen der Tangenten-
und der Copirstange nur durch mehrfache Besprechungen mit den Herren
Civilingenieuren Rothe und CämmererCammerer Hierselbst möglich wurde, welche in Verbindung mit den Herren
Civilingenieuren und Lehrern an der hiesigen polytechnischen Schule, Spangenberg und Schmidt, immer auf das freundlichste zu Aufschlußertheilungen
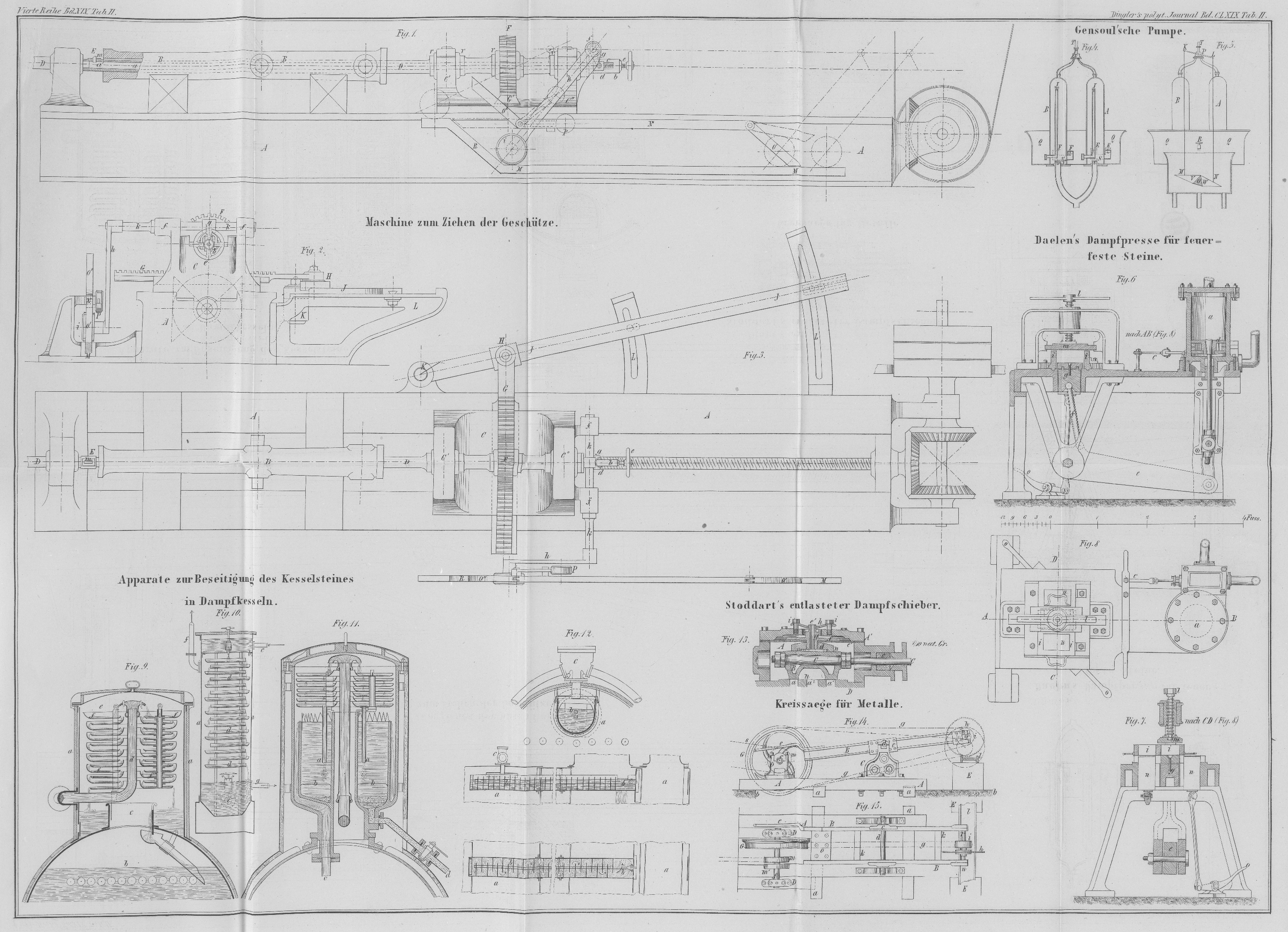
bereit waren. Hr. CämmererCammerer hat auch gütigst die auf Tab. II beigegebenen Zeichnungen
geliefert, welche Grundriß, Seiten- und hintere Ansicht der
Ziehmaschine in beziehungsweise Figur 3, 1 und
2
darstellend, zwar keineswegs einen Anspruch auf Authenticität machen, aber
doch darthun sollen, inwieweit es möglich geworden ist, der deutschen
Industrie diese wichtigen technischen Erfindungen durch aufmerksames Studium
der Anderson'schen Mittheilungen in Verbindung
mit Reminiscenzen von der Londoner Industrie-Ausstellung, welche Hr. CämmererCammerer im J. 1862 im Interesse der hiesigen Henschel'schen Maschinenfabrik besucht hat, zugänglich zu machen.
Die in dieser Zeichnung zur einen Seite des Maschinenbankbettes A aufgestellte Tangentenstange J mit ihrem Drehungspunkte K und dem Gradbogen mit StellvorrichtungFallvorrichtung
L, sowie die dazu gehörige, in der beweglichen
Docke C verschiebbare Zahnstange G mit dem Backen H,
welcher letztere sie mit der Tangentenstange verbindet, und endlich das Zahnrad
F, welches an der hohlen Ziehstange D mit ihren sie in den Lagern C' und C'' der
beweglichen Docke C festhaltenden Halsringen r, r, r, r befindlich ist, werden keiner
weiteren Erklärung bedürfen. Ebenso wird nach dieser Zeichnung auch wohl die
Einrichtung der Copirstange M mit ihrem
Oberriegel N, dem hinteren Fallriegel O¹, dem vorderen Fallriegel O'' nebst seinem Balancirgewicht P und endlich mit der schiefen Ebene R deutlich seyn. Die Verbindung der Gleitrolle
i mit der inneren Gleitstange a aber, welche nach dem englischen Texte durch
eine bloße Kurbel hergestellt seyn soll, ist in der Zeichnung durch einen
Winkelhebel bewirkt worden, dessen beide Stützpunkte f, f in der beweglichen Docke C
liegen, während sein längerer Hebelarm h die
Gleitrolle i mit der in den
Stützpunkt-Lagern f, f rotirenden Welle
R des Winkelhebels h,
fg verbindet und sein kürzerer Hebelarm
g gabelförmig um das Backenstück d der inneren Gleitstange a eingreift, deren Schraube mit Handrad in e und deren Ziehkopf mit seiner schiefen Ebene a' und dem Messer m
in E verzeichnet ist. – Der Ziehkopf
wurde in der Zeichnung vor die Mündung des
Geschützrohres B gestellt, während er nach der
Gleitrollenstellung eigentlich schon in dieselbe eingetreten seyn müßte, um
so seine Einrichtung deutlicher darstellen zu können. Der hintere Kopf b der inneren Gleitstange hat zur
coulissenartigen Führung des mit dem Winkelhebel h,
f, g verbundenen Backenstückes d den
Schlitz c. Die innere Gleitstange a ist also mittelst der Schraube mit Handrad e relativ zum Backenstücke d verstellbar und letzteres findet hierbei dann
seinen Stützpunkt im kurzen Hebelarme g des oben
bezeichneten Winkelhebels h, f, g.Anm. d. Uebers.
In letzter Zeit sind auch Versuche mit einer neuen Art von Schneidinstrumenten
gemacht worden, durch welche sämmtliche Züge des Geschützrohres mit einem Male
ausgeschnitten werden. Die bei denselben in Anwendung kommenden kreisrunden
Ziehköpfe sind mit ebensovielen Messern besetzt, als das zu ziehende Rohr Züge
erhalten soll, und es folgen sich auf derselben Ziehstange eine ganze Reihe dieser
Ziehköpfe hintereinander, welche in der Weise zur Wirkung kommen, daß jeder
nachfolgende den Zug immer etwas tiefer ausschneidet, als dieses vom
nächstvorhergehenden Ziehkopf geschehen war. Zehn oder zwölf dieser Ziehköpfe, durch
das zu ziehende Rohr Hindurchgetrieben, genügen um dessen Züge zu vollenden. Diese
Art von Ziehinstrumenten ist nur bei Hinter- oder Kammerladungsgeschützen zu
verwenden, in Bezug auf ökonomische Interessen aber sehr zu empfehlen. In einigen
nach der vorherbeschriebenen Methode construirten Instrumenten mit Schneiden, welche
sich beim Rückgange zurückziehen, hat man acht Schneiden zur Anwendung gebracht; es
ist aber zweifelhaft, ob hierdurch mehr Vortheil erzielt wird, als durch eine
geringere Anzahl von Schneidkanten, da zum vollkommen genauen Justiren so vieler
Schneiden, deren Wirkung sich nur auf den tausendsten Theil eines Zolles erstrecken
soll, viele Zeit erforderlich ist. Wenn keine Aenderung der Zugtiefe vorgeschrieben
ist, kann man sich auch
eines Ziehkopfes mit feststehenden Schneidstählen bedienen, welche so in ersterem
befestigt sind, daß sie, ähnlich wie bei Hobelmaschinen, beim Rückgange der Maschine
aus dem Schnitte heraustreten und deren richtige Stellung nach jedem Hin- und
Hergange durch das Rohr vermittelst einer Justirschraube bewirkt werden kann, welche
dergestalt im Ziehkopfe angebracht ist, daß sie die Unterlage, worauf die Schneiden
befestigt sind, bei ihrem Angezogenwerden nach außen treibt. Derartige Ziehköpfe
finden ihre Anwendung insbesondere auch beim Ziehen von
Vorderladungs-Geschützen, und es sind die Schneidkanten ihrer Messer dann im
Gegensatz zur früher angegebenen Methode so gestellt, daß sie schneiden während der
Ziehkopf in das Rohr, von der Mündung desselben nach dem Bodenstücke hin,
hineingestoßen wird.
Das Copir-Princip findet auch bei Ausbohrung der verschiedenen Vertiefungen
Anwendung, welche zur Aufnahme des Visirs, des Korns und anderer Außentheile des
Geschützrohres bestimmt sind. Bei einem Geschütze welches auf 2–3000 Yards
noch mit Sicherheit zum Scheibenschießen soll gebraucht werden können, macht die
Stärke von einer Linie pro halbe Länge des Rohres schon
etwas aus, und da ferner alle Armstrong-Geschütze von der Beschaffenheit seyn
sollen, daß ihre verschiedenen Bestandtheile wechselseitig auszutauschen sind, so
ist Genauigkeit in der Stellung dieser Aushöhlungen von großer Wichtigkeit. Die
meisten dieser Vertiefungen müssen an der SeiteArmstrong's Feldgeschütz-Rohre haben an
der rechten Seite, die Rohre aller übrigen Geschütze, aber an jeder Seite
eine Visirlinie. Die zugehörigen Korne, nach Whitworth's Manier aus drei Spitzen bestehend, von denen die
mittlere, etwas niedrigere, zum Richten benutzt wird, sind auf den
zugehörigen Schildzapfenscheiben eingeschraubt. Für Richten auf kleine
Entfernungen oder wenn die Dunkelheit störend einwirkt, befindet sich auf
dem höchsten Metalle des Rohres noch ein kleiner Aufsatz ohne
Seitenverschiebung, dessen Korn auf der vorderen Kante des
Schildzapfenringes eingeschraubt wird.Anm. d. Uebers. des Geschützes ausgebohrt werden und ist hierbei die Oberfläche des Metalles
zur Mittellinie der auszubohrenden Vertiefung schief geneigt, so erscheinen die,
einem genau richtigen Einbohren entgegenstehenden Schwierigkeiten noch vermehrt und
es sind dann zur festen Führung des Bohrers besonders geeignete Werkzeuge ganz
unentbehrlich. Es wird deßhalb ein in zwei Hälften durchschnittener gußeiserner
Sattel angefertigt, welcher das Rohr und die Schildzapfen in der Weise umgibt, daß
in demselben die Richtungen aller in das Rohr einzubohrenden Vertiefungen durch
eingesetzte Stahlfutter vorgezeichnet sind. Diese Stahlfutter sind auch genau nach
den richtigen Dimensionen der zu bildenden Rohrvertiefungen angefertigt; wendet man
weiter also auch noch
vollkommen cylindrische und genau in diese Musteröffnungen eingepaßte Bohrer an, so
muß dadurch die richtige Stellung von Visir und Korn ohne alle weitere Anstrengung
auf das genaueste gesichert seyn.
––––––––––
Hr. Anderson stellte nach diesem Vortrage das Modell eines
Vernier-Meßinstrumentes in 34facher Vergrößerung vor, um die Art seines
Gebrauches anschaulich zu machen und verband hiermit folgende Erklärung:
In der Scala des Instrumentes selbst ist jeder Zoll in zwanzig Theile getheilt,
wodurch Unterabtheilungen erhalten werden, welche noch ganz wohl mit unbewaffnetem
Auge beobachtet werden können. Auf der Gleitscala des Verniers sind 49 dieser
Zwanzigstel-Zoll in 50 gleiche Theile getheilt, so daß also jede
Unterabtheilung des Verniers um den fünfzigsten Theil von einem
Zwanzigstel-Zoll oder um 0,001 Zoll kleiner ist, als eine Unterabtheilung der
Hauptscala, wodurch mittelst des Verniers Tausendtheile von einem Zolle gemessen
werden können, obgleich die zu beobachtenden Abtheilungen eine Größe von 1/20 Zoll
haben. Zum Ablesen der Maaße wird beobachtet, welche der Unterabtheilungen des
Verniers am genauesten mit irgend einer der Hauptscala-Unterabtheilungen
übereinstimmt und es wird die, der betreffenden Vernierabtheilung entsprechende Zahl
dann zu dem bereits abgelesenen Maaße der Haupt-Scala hinzuaddirt.
Vorausgesetzt also, die Hauptscala des Meßinstrumentes gäbe 0,3 Zoll und etwas mehr
an, so lassen sich die 0,3 Zoll offenbar leicht mit unbewaffnetem Auge ablesen,
indem man hierzu nur die Beobachtung zu machen hat, daß der Nullpunkt der
Vernier-Scala zwischen der dritten und der darauf folgenden Unterabtheilung
der Haupt-Scala liegt. Die der Maaßzahl noch weiter beizufügenden Dezimalen
aber lassen sich in oben angegebenerangegebenen Weise ebensowohl ganz leicht durch das Auge finden, denn angenommen der
43ste Theilstrich des Verniers sey der erste, welcher mit einem Theilstriche der
Haupt-Scala übereinstimmt, so hat man zu obigen 0,3 Zoll noch 0,042 Zoll
hinzu zu addiren und es beträgt also die anzugebende Maaßzahl, nach Bruchtheilen von
einem Tausendstel-Zoll gemessen, 0,342 Zoll.
Der Vernier des Meßinstrumentes, welches bei Anfertigung der
Whitworth-Schablonen-Maaße zur Anwendung kommt, wird mit Loupe und
Mikrometerschraube versehen, um das Instrument, welches nach vorläufiger Messung mit
dem bloßen Auge durch eine Druckschraube festgestellt wurde, dann noch genauer
einstellen zu können.
Hr. E. A. Cowper stellte noch die Frage, ob eine Anordnung
getroffen worden sey, um die Abnutzung auszugleichen, welche die zur Führung des
Glattbohrers dienenden Bronzestreifen bei der letzten Bohrung des Rohres erleiden
müßten.
Hr. Anderson erwiederte hierauf, daß es, da einer
Abnutzung jener Spiralflächen nicht vorgebeugt werden könne, in dieser Beziehung
kein anderes Mittel gäbe, als erneuertes Justiren der Bronzeflächen nach
jedesmaligem Gebrauche. Angestellte Versuche mit geradlinigen Führungsflächen seyen
ungünstig ausgefallen, indem die Bohrung dabei selten rund, sondern trotz der
größten Vorsicht und aller möglichen Verlangsamung des Ausbohrens immer mehr oder
weniger polygonal ausgefallen sey; durch Anwendung der den Glattbohrer spiralförmig
umgebenden Bronzeflächen seyen die einer guten Bohrung entgegenstehenden
Schwierigkeiten aber sehr vermindert worden.
Artilleristischer Nachtrag,verfaßt
vom Uebersetzer und beziehungsweise Bearbeiter des vorstehenden
Artikels.
Einem mehrfach vernommenen Wunsche entsprechend, lasse ich hier für diejenigen Leser,
denen die artilleristische Bedeutung des nach Anderson's
Abhandlung in Bezug auf Geschützfabrication jetzt technisch Erreichten nicht
genügend klar und gegenständlich seyn sollte, einige Bemerkungen folgen, welche den
Zweck haben, die Wichtigkeit künstlicher Metall-Constructionen für Lösung
artilleristischer Probleme und den Werth eines richtig construirten Zuges für gute
Schuhwirkung einer näheren Beleuchtung zu unterwerfen.
Die Anwendung künstlicher Metall-Constructionen zur Herstellung von
Geschützrohren ist auf das Innigste mit der Doppel-Aufgabe der Artillerie
verbunden: einmal möglichst leichte und manövrirfähige Feldgeschütze zu besitzen,
welche noch auf weite Distanzen hin ihr Ziel treffen, und dann auch wieder Geschütze
zu haben, deren Projectile unter Umständen mit einer auf das höchste gesteigerten
Percussionskraft gegen nahe Ziele abgegeben werden können.
Die ältere Artillerie huldigte hauptsächlich letzterem Zwecke, denn die hierzu
dienenden Karthaunen oder Mauerbrecher thaten ihre Schuldigkeit, so daß z.B. die auf
54 Pfd. Eisen ausgebohrte und 48 Pfd. Eisen schießende ganze Karthaune ihren Kugeln
mit 1/2 kugelschwerer Ladung etwa 20 Fuß Eindringungstiefe in Erdreich verlieh, während die
längeren Rohre der Feldschlangen damaliger Feldartillerie ihre Geschosse zwar weiter
trugen als die kürzeren Karthaunen, dagegen aber auch sehr schwer waren. Mächtige
Wirkungen und die dazu gehörigen starken Pulverladungen, welche früher manchmal bis
zu 1/1 des Kugelgewichtes stiegen, erfordern aber auch starke Geschütze und es griff
deßhalb die Artillerie schon in ihren Entstehungszeiten zu künstlichen
Metall-Constructionen, indem sie ihre Stücke aus eisernen Stäben verfertigen
ließ, welche mit eisernen Reifen umgeben waren. Im Laufe der Zeiten wurde dann dem
Verlangen nach einer erleichterten, beweglicheren Artillerie immer mehr durch
Kaliber- und Ladungsverminderung nachgegeben, so daß dann auch einfach
gegossene Rohre von Eisen und Bronze (Kanonenmetall) ausreichten und es culminirte
dieses Streben nach einem Minimum der Geschützschwere in Verbindung mit einem
Maximum treffsicherer Fernwirkung der Geschosse endlich in der Anwendung gezogener
Geschütze mit 1/12 bis 1/8 kugelschwerer Ladung, deren Rohren man, wie die Extreme
sich fast immer berühren, theilweise ebenwohl wieder künstliche
Metall-Constructionen gab, um dadurch ihre Leichtigkeit auf das höchste
steigern zu können. Daß hierdurch die Geschosse aber an Percussionskraft ihrer
Nahewirkung einbüßen mußten, liegt auf der Hand, und so läßt sich denn auch der
Unwille leicht erklären, mit welchem die öffentliche Meinung Englands noch im
vorigen Jahre gegen Armstrong gerichtet war, als seine
Geschütze gegen Panzerplatten Fiasco machten. Diese Vorwürfe waren an sich
ungerecht, da Armstrong in Herstellung seiner Geschütze
nur dem Streben der neueren Zeit entsprochen, und dieselben keinesweges gegen
Panzerplatten bestimmt hatte. Letztere aber, gegen welche Armstrong jetzt ebenwohl mit großem Erfolg vorschreitet, liefern eben nur
wieder den Beweis, daß die Zeit ihre Heilmittel für Abirrungen vom richtigen Wege
stets in sich selbst trägt, und daß die Artillerie ihren Geschossen nicht nur
treffsichere Fernwirkung sondern auch überwältigende Nahewirkung verleihen können
muß. Diese Nahewirkungen aber lassen sich durch Vergrößerung der anfänglichen
lebendigen Kraft des Geschosses beliebig steigern; diese lebendige Kraft des
Projectiles ist wieder eine Function von Masse und von Quadrat der
Anfangsgeschwindigkeit desselben, und so wird man also, durch zollweisen Zusatz zum
Kaliberdurchmesser, zweckentsprechende Geschosse und gehörig gesteigerte Ladungen,
nach dieser Richtung hin das bisher Unerhörte leisten können, wenn man Rohre zu
stellen vermag, welche, ohne allzuschwer und unbehülflich zu seyn, derartigen
potenzirten Wirkungen zu entsprechen vermögen. Dadurch sieht man sich dann aber auch
wieder zu den primitiven Mitteln der Artillerie zurückgeführt, welche nur nach dem
jetzigen Standpunkte der
Technik zu steigern sind, nämlich: große Kaliber, starke Ladungen und künstliche
Metall-Construction der Rohrwände. Von dem Alterthum der letzteren gibt z.B.
die noch jetzt in Gent auf offener Straße liegende sogen. Dulle Grete (Marguerite l'Enragée) Zeugniß ab, welche im Jahre
1382 auf die oben angeführte Weise angefertigt wurde, und es haben ferner die am 17.
März dieses Jahres zu Shoeburyneß in England abgeführten Schießversuche gegen
Panzerplatten wiederholt den Beweis geliefert, daß hinsichtlich starker
Nahewirkungen der Artillerie – die dortigen Versuche wurden mit 200 Yards =
242 Schritt Zielabstand angestellt – weder zwischen den besten und
schlechtesten Constructionen gezogener Geschütze, noch auch zwischen den besten
dieser Kategorie und den ältesten glatten Geschützen ein erheblicher Unterschied
besteht, sondern daß es hierbei lediglich auf große Kaliber und möglichst starke
Ladungen ankommt. Das gezogene Geschütz kann sein Uebergewicht nur auf weitere
Entfernungen geltend machen, wie denn z.B. bei Fluglängen von circa 1200 Schritt die Kraft der Projectile aus glatten Geschützen schon
auf die Hälfte reducirt ist, während die Geschosse aus gezogenen Geschützen nach
solchen Flugweiten noch ihre volle Percussionskraft haben.
In Bezug auf die Nothwendigkeit aber, Geschütze welche für sehr starke Ladungen
bestimmt sind, mit Rohren einer künstlichen Metall-Construction zu versehen,
hat die Erfahrung ergeben, daß bei gewöhnlich zusammengeschweißten oder auch nach
bisheriger Methode aus einem Stücke gegossenen Geschützrohren, die Haltbarkeit
derselben keinesweges proportional der Rohrwandstärke wächst, sondern daß auch bei
verhältnißmäßig sehr starken Rohren dieser Art, die Zerstörung derselben meistens
durch ein Zerreißen der inneren Metallschichten angebahnt wird, welches letztere den
Beweis liefert, daß die äußeren Metalltheile solcher Rohre nicht Spannung genüg
besitzen um die inneren mit ihrer vollen Coercitivkraft unterstützen zu können. Bei
derartigen Geschützrohren, deren Metallstärke am Bodenstücke gleich 1/2
Kaliberdurchmesser ist, bei dender sogenannten halbgütigen Rohren also, stimmen Theorie und Praxis gewöhnlich
in der Art mit einander überein, daß das Rohr pro
Quadratzoll seiner Seelenwand denselben Gasdruck auszuhalten vermag, welcher der
absoluten Festigkeit des Rohrmaterials pro Quadratzoll
Querschnitt entspricht; durch Anwendung vollgütiger und übergütiger Geschützrohre,
welche am Bodenstücke drei und mehr als drei Kaliber stark sind, kann man aber
erfahrungsgemäß nur so wenig Garantie gegen ein Zerspringen des Geschützes bei
verhältnißmäßig stärkeren Spannungen des Pulvergases darbieten, daß man sich nach
Mitteln umsehen mußte, die Geschütze aus einem Zustande herauszubringen, in welchem sie,
wie jener amerikanische Schiffscapitän von seinen gußeisernen Kanonen sagte, der
eigenen Bedienungsmannschaft gefährlicher waren, als dem ihnen gegenüberstehenden
Feinde. Zu diesem Zwecke wurden unter anderem angewendet:
1) Einführung eines Stromes eiskalten Wassers in den die Seele des Rohres bildenden
Theil der Gußform während des Gusses und bis zum gänzlichen Erkalten desselben,
unter gleichzeitiger Umgebung der äußeren Formtheile mit schlechten Wärmeleitern, so
daß hierdurch die Abkühlung des Rohres von innen nach außen stattfinden muß. Diese
von Professor Treadwell in den Vereinigten Staaten von
Amerika vorgeschlagene und an sich ganz rationelle Methode, die Spannung der
Metall-Partikeln des Rohres richtig zu vertheilen, scheitert jedoch bei ihrer
Ausführung an dem Umstande, daß sich bei einem derartigen Gusse zwischen dem ersten
und zweiten Drittel der Rohrstärke, von innen nach außen hin gerechnet, gewöhnlich
Hohlstellen bilden, welche die Haltbarkeit des Rohres dann natürlich sehr
gefährden.
2) Umwickeln des geschmiedeten oder gegossenen Rohres mit Eisen- oder
Stahldraht. Dieses System der Rohrbearbeitung wurde James Longridge in England zuerst zur Verstärkung hydraulischer Preßcylinder
patentirt und dann in Frankreich von Oberst Trenille de
Beaulieu auf Geschütze angewendet. Es leidet dasselbe an dem Mangel, daß
die Drahtumwickelung sich gänzlich auflöst, sobald der Draht an irgend einer Stelle
zerrissen wird, was bei im Gefechte befindlichen Geschützrohren natürlich durch das
Anschlagen feindlicher Projectile etc. leicht geschehen kann.
3) Umgeben der an sich zu schwach befundenen Rohre mit schmiedeeisernen Reifen (cerclage), welche Methode wieder seit 1830 durch den
jetzigen General Frederix in Belgien cultivirt worden
ist, dann im Jahre 1834 auch von Thierry in Frankreich
angewendet und 1855 dem Capitän Blakely in England in der
Weise patentirt wurde, daß seine Rohre aus einzelnen übereinander geschobenen hohlen
Cylindern bestehen, von denen jede folgende Lage die nächst innere in einem durch
Rechnung und Versuche zu bestimmenden Grade zusammenpreßt, damit auf diese Art alle
Metalltheilchen der Rohrwand sich gleichmäßig an dem Widerstande gegen den auf sie
einwirkenden Druck des Pulvergases betheiligen. Professor Treadwell in Nordamerika wendet zu demselben Zwecke seit 1856 doppeltes
Bereifen mit warm aufgeschraubten Ringen an, und Oberst Trenille de Beaulieu sucht dieses Ziel in Frankreich seit 1859 durch um
das Rohr gelegte Stahlreifen zu erreichen.
Blately's Methode ist von Armstrong in folgender Weise angenommen worden: Schmiedeeiserne Stäbe
von 20 bis 100 Fuß Länge und einem Trapez-Querschnitt von 2 1/2 bis 3 1/2
Zoll Höhe, 2 bis 3 1/2 Zoll langer und 1 1/2 bis 3 Zoll kurzer
Parallel-Seite, werden in der für Damastrohre des kleinen Feuergewehrs
althergebrachten Weise auf eine cylindrische Stange aufgewickelt, und hierauf zu
hohlen Cylinder-Ringen, den sogenannten Coils,
zusammengeschweißt, an deren äußerer Mantelfläche die lange Parallel-Seite
des Querschnittes der aufgewickelten Stange liegt. Diese Coils werden dann zu Röhren (Tubes)
zusammengesetzt, indem man zunächst immer je zwei derselben so an ihren Hirnenden
aus- und abdreht, daß der eine von beiden Coils
etwa 3/4 Zoll tief möglichst genau in den anderen hineingreift. Hierauf setzt man
die Fuge zweier so ineinander geschobenen Coils, welche
zur Cylinderröhre zusammengesetzt werden sollen, in einem schmalen mit zwei
Einsatzthüren versehenen Schweißofen einer kräftigen Schweißhitze aus, wobei die
äußeren Enden der Coils aus den Thüren des Ofens
hervorstehen und mittelst eines Schraubenbolzens, welcher durch die Coils hindurchgeschoben ist, von der Mutter desselben
fest gegeneinander gepreßt werden. Die auf solche Weise gebildeten hohlen Röhren
erhalten dann unter dem Dampfhammer ihre beim Zusammenschweißen der Coils mehr oder weniger verloren gegangene cylindrische
Form wieder, und es werden diese Cylinderröhren hierauf endlich genau so weiter
behandelt, wie es in obigem Berichte von Anderson
angegeben wurde. Zu erwähnen ist hierbei nur noch, daß die für das Bodenstück des
Rohres bestimmten Coils theilweise nicht
damastrohrartig, sondern aus der Länge nach parallel nebeneinander gelegten Stäben
zusammengeschweißt werden, damit hierdurch eine solche Combination der Faserlage des
Schmiedeeisens eintritt, daß diese Rohrtheile nicht nur dem Sprengen, sondern auch
dem Zerreißen des Rohres einen größtmöglichen Widerstand leisten. Aus ähnlichen
Gründen wird auch diejenige Cylinderröhre, welche die Schildzapfen enthält, nicht
gewickelt, sondern aus Bündeleisen geschmiedet. Der nach dem Gewichte seines
conischen Geschosses sogenannte 300pfünder, mit welchem Armstrong bei den Schießversuchen zu Shoeburyneß am 17. März l. J.,
– seiner, bei den vorletzten Versuchen dortselbst, im vorigen Jahre gegebenen
Zusage entsprechend – den Sieg davon trug, war ein nach dem Coil-Principe angefertigtes
Vorderladungs-Geschütz, ausgebohrt auf das Kaliber einer 144pfündigen
eisernen Rundkugel und mit ausgestoßenen (rifled shunt
guns) Zügen versehen. Die hierzu verwendeten Coils sind nach den neuesten Mittheilungen aus tauförmig aufgewickeltem
Drahte geschmiedet worden. Bei dem Schießen trieb die 45 Pfund schwere Pulverladung
ein 296 Pfd. schweres conisches Stahlgeschoß mit 1298 Fuß Geschwindigkeit und eine
144 Pfd. schwere
gußeiserne Rundkugel mit 1636 Fuß Geschwindigkeit gegen 242 Schritt weit abstehende
7 1/2zöllige Panzerplatten an, welche im ersteren Falle mit zehnzölligem Teakholz
gefüttert und im zweiten Falle auf eisernen Rippen befestigt waren. Der erste Schuß
bewirkte eine 10 Zoll Durchmesser haltende Einbiegung der Platte von 1 1/2 Zoll
Tiefe und ein Herausbiegen der Plattenränder um etwa 1 Zoll. Der zweite Schuß
brachte nicht nur einen noch tieferen und umfassenderen Einbug in der Platte,
sondern auch einen kreuzförmigen Riß von beinahe 2 Zoll Oeffnungsweite in derselben
hervor, woraus sich der große Vortheil starker Teakholz-Fütterungen für
Panzerplatten erkennen läßt, da die lebendigen Kräfte beider Kugeln sich
beziehungsweise wie 296 . 1298² : 144 . 1636², also etwa wie 22 : 17
verhielten, und dennoch die gefutterte Platte mehr Widerstand leistete als die hohl
liegende. – Solchen Geschützen können also jetzt schon die stärksten
englischen Panzerschiffe keinen genügenden Widerstand mehr leisten, ihnen gegenüber
werden vielmehr etwa 12zöllige Panzerplatten zur Anwendung kommen müssen, welche für
Seeschiffe zu schwer sind, dagegen aber zur Bekleidung von für den Hafendienst
bestimmten Dampfbatterien etc. noch gute Dienste leisten könnten. Man sieht daher,
daß jetzt schon ein bedeutender Rückschlag in dieser Beziehung eingetreten ist, und
es läßt sich bei der Leichtigkeit mit welcher die neueren technischen Erfindungen
die Anfertigung von Geschützen jeder Form und Größe gestatten, nun weiter noch mit
Sicherheit erwarten, daß auf dem mit solchem Erfolge betretenen Wege der
Kalibervergrößerung und Ladungsteigerung fortgeschritten werden wird, bis man den
Werth der Panzerung auf sein richtiges Maaß zurückgeführt hat. Armstrong soll schon im Sommer dieses Jahres einen 600pfünder zum Versuche
bringen wollen, und ehe noch ein Jahr verstreicht, wird man auch wohl von
1000pfündern reden hören, wobei allerdings nochmals darauf hingedeutet werden muß,
daß die Engländer ihre Geschütze nach dem wirklichen Gewichte der von ihnen
angewendeten beliebig geformten und beliebig zusammengesetzten Projectile benennen,
während die deutsche Artillerie das Gewicht einer zum Kaliber des Rohres passenden
gußeisernen Rundkugel zum festen Maßstabe nimmt. Ein gezogener 6pfünder mit
Bleimantel-Lang-Geschoß von 13 3/4 Pfd. Schwere würde nach englischer
Nomenclatur z.B. ein 13 3/4pfünder heißen, und so fort.
Die Wichtigkeit guter Metall-Constructionen für artilleristische Zwecke wird
hiernach wohl keinem Zweifel mehr unterliegen, und es dürfte nunmehr also auch der
Einfluß der Zug-Gestaltung gezogener Rohre auf ihre Schußwirkung noch näher
zu betrachten seyn. In dieser Beziehung wird zunächst einleuchten, daß je mehr die
Richtung des Zuges von der Längenrichtung des Rohres abweicht, je stärker also die Windung oder der
Drall des Zuges ist, desto größer auch der Widerstand seyn wird, welchen die
Wandungen des Rohres dem nach vorwärts strebenden Geschoß entgegenzustellen haben,
um es zur Einhaltung der Zugrichtung zu zwingen. Von diesem größeren oder geringeren
Widerstande gegen das vom Pulvergase erzeugte Streben des Geschosses, sich in der
Achsenrichtung des Rohres fortzubewegen, ist dann aber selbstverständlich auch
wieder das Verhältniß abhängig, in welchem für irgend eine gegebene Relation von
Ladung und Geschoß, die anfängliche Rotationsgeschwindigkeit des letzteren und seine
anfängliche Geschwindigkeit der fortschreitenden Bewegung zu einander stehen. Von
diesen Geschwindigkeiten ist bei übrigens fest bestimmtem Schußverhältnisse dann
aber auch wieder die Beziehung abhängig, in welcher die lebendigen Kräfte der
anfänglichen Rotation und der fortschreitenden Anfangsbewegung des Geschosses zu
einander stehen, und diese beiden Kräfte üben endlich auf die Treffsicherheit und
auf die Percussionskraft des Geschosses den bedeutendsten Einfluß aus.
Um den hier gegebenen Ideengang etwas detaillirter ausführen und dabei zugleich den
praktischen Nutzen der vorstehend von Anderson
angegebenen Ziehvorrichtungen in ein helleres Licht stellen zu können, dürfte
zunächst das Maaß für die Größe des Zugdralles wissenschaftlicher festzustellen
seyn, als dieses zuweilen im gewöhnlichen Leben geschieht, wenn man zu dem Ende von
1/2, 2/3 etc. Umgang des Zuges im Rohre irgend einer gezogenen Feuerwaffe spricht,
ohne dabei zugleich die Länge und den Durchmesser des Rohres genau anzugeben. Denkt
man sich zu diesem Zwecke nun ein auf beiden Seiten senkrecht zur Rohrachse
abgeschnittenes Rohrstück von einer solchen Länge, daß der Zug in demselben genau
einen ganzen Umgang macht, und nimmt man weiter an, dieses Rohrstück sey an
derjenigen Stelle, wo Anfang und Ende der Zugwindung übereinander stehen, parallel
zur Seelenachse des Rohres der Länge nach aufgeschlitzt und hiernach zur ebenen
Fläche auseinandergeklappt worden, so wird durch dieses Verfahren das in Rede
stehende Rohrstück der Einbildungskraft sich schließlich als ein Rechteck
präsentiren müssen, dessen Diagonale der Zug ist. Die Höhe H dieses Rechteckes ist dann die sogenannte Drall-Länge des Rohres,
nämlich diejenige Länge desselben, auf welche eventuell ein voller Umgang seines
Zuges kommen würde. Die Grundlinie dieses Rechteckes ist ferner gleich der
Peripherie des senkrecht zur Rohrachse liegenden Seelendurchschnittes vom Rohre, für
den Rohrdurchmesser D also gleich Dπ. Der Winkel α, unter welchem die Diagonale dieses Rechteckes gegen dessen Höhe
aufsteigt, ist kein anderer als derjenige Winkel, unter welchem die Züge des Rohres
gegen dessen Längenrichtung geneigt sind, und er heißt deßhalb auch der Drallwinkel. Der
Quotient Dπ/H,
welcher die Größe des Verhältnisses von Grundlinie und Höhe des Rechteckes zu
einander ausdrückt, steht somit, der trigometrischen Ausdrucksweise entsprechend,
als Tangente des Drallwinkels da. Für einen gezogenen Sechspfünder von 3,5 Zoll
Kaliberdurchmesser, zwischen den Feldern der Züge gemessen, und 15 Fuß
Drall-Länge seiner Züge, ist also z.B. tang
α = (3,5 . 3,1415)/(12 . 15) = 0,061, und mithin der Drallwinkel
desselben gleich 3 1/2 Grad. Von der Größe dieses Drallwinkels sind bei den
verschiedenen Systemen gezogenen Geschützes selbstverständlich immer alle die oben
bezeichneten Beziehungen abhängig, nämlich: das Angegriffenwerden der Rohre beim
Schießen; das Verhältniß der anfänglichen Geschwindigkeiten von Rotations-
und fortschreitender Bewegung des Projectils zueinander; die daraus resultirenden
lebendigen Kräfte des Geschosses, und somit endlich auch Wirkungssicherheit und
Wirkungsgröße des mit Zügen versehenen Geschützes. Es ist daher von großer
Wichtigkeit, diesen Winkel immer ganz genau und mit größter Sicherheit, der
gegebenen Vorschrift entsprechend, in das zu ziehende Rohr eintragen zu können, und
dazu dient eben in rationellster Weise die Tangentenstange, indem sie durch ihre
jedesmalige Neigung gegen die Mittellinie der Bank den Drallwinkel selbst angibt und
somit auch das demselben entsprechende Verhältniß zwischen rotirender und
fortschreitender Bewegung der Ziehstange normirt. Diese Stange entspricht daher
vollständig ihrem Namen, da mit ihrer Feststellung jedesmal auch das
Tangenten-Verhältniß des Dralles vom Zuge fest geregelt ist.
Das für Schußsicherheit und Schußwirkung so wichtige Verhältniß zwischen den
anfänglichen Geschwindigkeiten von Rotations- und fortschreitender Bewegung
des Geschosses kann für jeden besonderen Fall in folgender Weise zum Ausdruck
gebracht werden: Für die Drall-Länge H und den
Geschoßdurchmesser D legt jeder Punkt der
Geschoßoberfläche rotirend den Weg Dπ und fortschreitend den Weg H zurück; es verhält sich also die anfängliche
Geschwindigkeit V der fortschreitenden Bewegung des
Geschosses zur anfänglichen Rotationsgeschwindigkeit v
seiner Oberfläche wie H zu Dπ, woraus v = V . Dπ/H,
und die Winkelgeschwindigkeit des Geschosses, in der Entfernung = 1 von seiner
Rotationsachse, w = V . Dπ/(H . 1/2 D) = V . 2π/H folgt. Das Verhältniß beider
Geschwindigkeiten zu einander ist also immer gleich 1 : 2π/H und es geht dasselbe demnach z.B. bei der
häufig in Gewehrfabriken vorkommenden Drall-Länge von 2 Metern nahezu in das
Verhältniß der Gleichheit (für die Maaßeinheit, beziehungsweise den Radius gleich 1
Fuß) über.
Um weiter in möglichst einfacher Weise auch dasjenige Verhältniß zur Anschauung
bringen zu können, in welchem die lebendigen Kräfte des Geschosses zu einander
stehen, welche durch diese anfänglichen Geschwindigkeiten der Rotation und der
fortschreitenden Bewegung in demselben erzeugt werden, denke man sich das Projectil
als einen massiven Cylinder von der homogenen Masse M =
P/g, worin P deren
Gewicht und g die Beschleunigung der Schwere am
Beobachtungsorte bezeichnet. Es ist dann sein Trägheitsmoment gleich P . 1/2 (D/2)² = MgD²/8, und die lebendige Kraft der Rotation,
welche seiner anfänglichen Winkelgeschwindigkeit 2πV/H entspricht, mithin gleich MgD²/(2 . 8) (2 πV/H)² = MV²/2 . gD²π²/2H².
Die lebendige Kraft der fortschreitenden Bewegung des Geschosses, welche der
Anfangsgeschwindigkeit V desselben entspricht, ist aber
gleich MV²/ 2 und somit die Größe oder der
Quotient Q des Verhältnisses in welchem beide lebendige
Kräfte zu einander stehen, gleich 4,935 g D²/H². Bei Langgeschossen, welche hohl sind und
deren Eisenkerne auch wohl noch einen Bleimantel haben, ist dieser
Verhältnißquotient Q stets größer als bei vollen
Geschossen von homogener Masse.
Hieraus ist nun schon ersichtlich, daß ein im Voraus angefertigtes Drallrohr mit
zugehöriger spiralförmiger Ziehstange noch nicht einmal dazu dienlich ist, denselben
Zug welcher für irgend einen Geschoßdurchmesser D gut
und zweckmäßig befunden wurde, auf ein anderes Rohr, welchem z.B. der
Geschoßdurchmesser D₁ bestimmt worden ist,
übertragen zu können, daß selbst zu diesem Zwecke also schon die Einführung der
Tangentenstange von großem Werthe ist; denn wollte man für die wechselnden
Geschoßdurchmesser D und D₁ die Drall-Länge H des vorhandenen
Drall-Rohres constant lassen, so würde dadurch natürlich nicht nur das
Tangentenverhältniß für die Neigung der Züge: tang
α = Dπ/H, sondern auch der oben entwickelte Verhältnißquotient der lebendigen
Kräfte von Rotations- und fortschreitender Bewegung des Geschosses: Q = 4,935 g D²/H² im Verhältnisse von D :
D₁ und beziehungsweise von D² :
D₁² geändert werden. Das neue Schußverhältniß
kann denn also auch keineswegs dem früheren, als gut erkannten, gleich seyn. Der
Nutzen, welchen für die Artillerie-Wissenschaft der Umstand gewährt, mittelst
der Tangentenstange jeden beliebigen Drallwinkel sofort in ein Rohr von beliebigem
Kaliberdurchmesser eintragen zu können, wird aber noch deutlicher hervortreten, wenn
man den Streit verfolgt, welcher gerade jetzt in Bezug darauf im Gange ist, welches
wohl die zweckmäßigste Weise der Uebertragung eines für irgend ein Kaliber gut
befundenen Zuges auf irgend ein anderes Kaliber sey. Timmmerhans verlangt, daß in solchen Fällen die Drall-Längen H und H₁ den
Kaliberdurchmessern D und D₁ proportional seyen, also D/H = D₁/H₁ seyn soll; Gillion
will die Drall-Längen den Quadraten der Kaliber proportional, also D²/H = D₁²/H₁
haben, und Whitworth schlägt vor, die Drall-Längen
sich wie die Quadratwurzeln aus den Kaliberdurchmessern verhalten, also immer
√D/H =
√D₁/H₁ werden zu lassen. Legt man hiernach die Rechnung an, so verhalten
sich für die Kaliber D und D₁:
1) die Tangenten der Drall-Winkel tang α :
tang α₁
nach
Timmerhans
wie
1
:
1
„
Gillion
„
D₁
:
D
„
Whitworth
„
√D
:
√D₁, und
2) die Verhältnißquotienten der lebendigen Kräfte von anfänglicher Rotation und
anfänglicher fortschreitender Bewegung, also Q : Q₁,
nach
Timmerhans
wie
1
:
1
„
Gillion
„
D₁²
:
D²
„
Whitworth
„
D
:
D₁.
Gillion will also die Rohre stärkerer Kaliber auf
Unkosten des Verhältnißquotienten Q schonen; Whitworth steigert in solchen Fällen Q, indem er den Zügen stärkerer Kaliber mehr Widerstand
gegen das Geschoß zumuthet, als denen kleinerer Kaliber; Timmerhans läßt nach seiner einfachen Formel H
= nD die Verhältnißquotienten tang α und Q für alle
Kaliber constant und für die Wissenschaft ist es sicher von Interesse, an diese
verschiedenen Systeme den Maaßstab des Versuches mit einer solchen Leichtigkeit
anlegen zu können, wie dieses der in Rede stehende Fortschritt gestattet.
Die neuere Artillerie-Wissenschaft stellt aber nicht nur solche Aufgaben an
die Technik; sie verlangt zu ihren Untersuchungen zuweilen auch die Herstellung
solcher Züge, welche den mit Mänteln von weicher Metall-Composition etc.
umgebenen Geschossen den Eintritt in die Züge mit Leichtigkeit gestatten, ihre dadurch gebildeten
Führungsleisten dann aber immer fester umschließen, den Spielraum also continuirlich
verringern und hierbei zugleich wohl noch eine allmähliche Beschleunigung der
Winkelgeschwindigkeit des Geschosses anstreben, Züge also, welche bei zuweilen
allmählich steigendem Dralle fortwährend, oder bis zu einem bestimmten Punkte des
Rohres hin, an Breite und Tiefe abnehmen u.s.w. – – Hierzu muß dann
auch die Copirstange in Thätigkeit treten, und es sind also
Maschinen-Einrichtungen dieser Art nicht nur für die Wissenschaft, sondern
auch für alle diejenigen Etablissements von der größten Wichtigkeit, welche den
dahin einschlagenden Waffenbestellungen ihre Kräfte leihen wollen.
Cassel, am 9. Juni 1863.
Dy., Artillerie-Hauptmann.
Tafeln