| Titel: | Ueber das Lochen der Metallplatten; von H. v. Reiche, Werkführer des Lüneburger Eisenwerkes. |
| Fundstelle: | Band 174, Jahrgang 1864, Nr. VII., S. 14 |
| Download: | XML |
VII.
Ueber das Lochen der Metallplatten; von H. v. Reiche, Werkführer des
Lüneburger Eisenwerkes.
Aus dem Civilingenieur, 1864, Bd. X S.
235.
Mit Abbildungen auf Tab.
I.
v. Reiche, über das Lochen der Metallplatten.
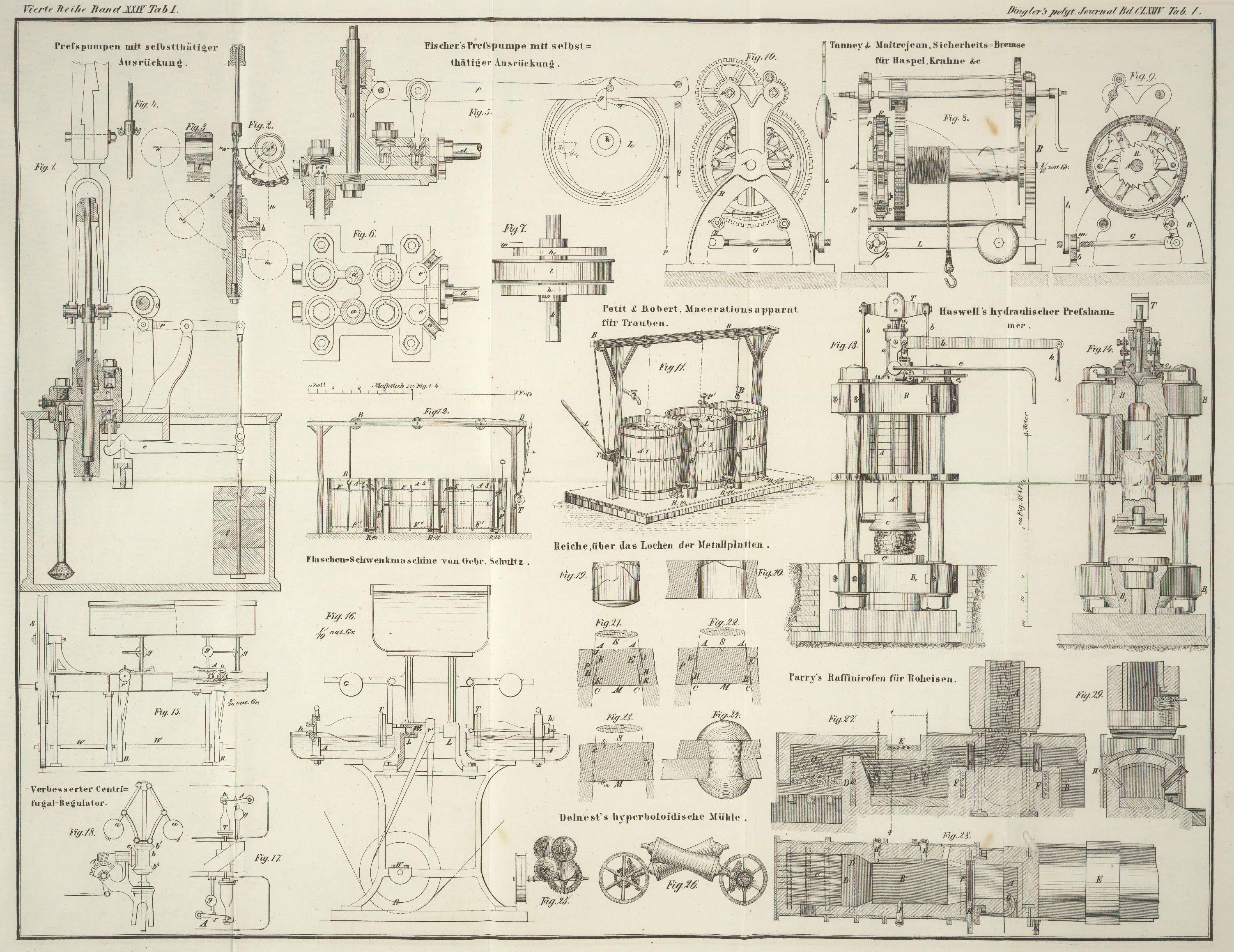
Eine oft beobachtete Erscheinung ist, daß die Scheiben, welche man vermittelst der
Lochmaschine aus Metallplatten stößt, ähnlich wie Fig. 19 zeigt,
treppenförmig abgesetzt erscheinen, und daß auch das dargestellte Loch nicht glatt
und cylindrisch, sondern ähnlich der Fig. 20 durch zwei
Rotationsflächen begrenzt ist.
Unter allen Umständen aber, sey es, daß die Darstellung des Loches die Hauptsache
ist, wie bei dem Lochen der Kesselbleche, sey es, daß die herausgestoßene Scheibe
das Arbeitsproduct ist, wie bei der Darstellung der Unterlegscheiben, – unter
allen Umständen, sage ich, ist diese Erscheinung unwillkommen, weil sie zur
Beseitigung der nicht zu duldenden Unebenheiten einen Mehraufwand an Nacharbeit
bedingt.
Nachdem ich die Ursache des Uebels erkannt zu haben glaubte, bemühte ich mich,
dieselbe zu beseitigen, was mit, nach der erzielten tadellosen Arbeit zu schließen,
auch sofort gelang.
Da ich über diesen Gegenstand nie etwas gehört oder gelesen habe, so halte ich ihn
auch für Andere interessant genug, um ihn zur Sprache zu bringen und das zu
bezeichnen, was ich für die Ursache des Uebelstandes halte, um das Mittel anzugeben,
durch welches ich ein fehlerfreies Product erziele.
Das Durchdrücken der Löcher ist weit verschieden von dem
eigentlichen Durchschneiden eines Stückes, und kaum ein
Name unpassender gewählt, als die Bezeichnung „Durchschnitt“
für die Lochmaschine.
Von einem Schneiden wird man allemal nur dann sprechen
können, wenn die Kante eines schneidenden Werkzeuges das Arbeitsstück in einer
Fläche trennt, welche diese Kante bei ihrer Bewegung beschreibt. – So z.B.
schneidet ein Messer, der Stahl einer Dreh- oder Hobelbank, oder ein Bohrer
etc.
Erfolgt dagegen die Trennung der Molecüle in einer Fläche, welche nicht durch eine Kante des trennenden Werkzeuges
beschrieben wird, so findet allemal ein Zerreißen der
Fasern statt. – So bei der Lochmaschine.
Beim Niedergehen des Stempels S (Fig. 21 und 22) klemmt
dieser die Platte P zwischen sich und der Matrize M ein. – Die nächste Folge ist, daß die Kanten
A, A des Stempels und C,
C der Matrize die unter resp. über ihnen befindlichen Theile der Platte
comprimiren, und dadurch, daß die übrigen Theile der Platte dieser Zusammenpressung
nicht direct unterworfen sind, eine Spannung erzeugen, welche bei zunehmender
Intensität schließlich zu Rissen führt, welche sowohl von der Kante A, A des
Stempels, als von der Kante C,
C der Matrize ausgehen, und welche in einen einzigen
zusammenfallen müssen, falls eine schiere Rißfläche entstehen soll.
Nun habe ich gefunden, daß durch die Operation des
Durchdrückens in der Platte nur Risse entstehen, welche mit der
Bewegungsrichtung des Stempels einen, von dem Material der Platte abhängigen,
ganz bestimmten Winkel bilden (Fig. 23), und daß die Größe dieses Winkels für Schmiedeeisen
α = 7°, oder dessen
trigonometrische Tangente = 1/8 ist.
Bezeichnet man daher den Durchmesser des Stempels mit Ds, den der Matrize mit Dm, und die Dicke der Platte mit d, so muß der
Gleichung
Dm = Ds + d/4 . . . . . (1)
Genüge geleistet werden, falls die entstehenden Risse
ineinanderfallen, die Rißflächen also rein und schier werden sollen.
Macht man den Durchmesser der Matrize größer, als Gleichung (1) angibt, so vereinigen
sich die Risse A H und C E
nicht mit einander (Fig. 22). – Die schließliche Trennung erfolgt dann im Riß A H, falls d/D groß ist, dagegen auch zuweilen im Riß
C E, falls d/D sehr klein ist, wie bei der
Herstellung der Unterlegscheiben. – In welchem Riß die Trennung aber auch
erfolgen möge, immer wird man den anderen Riß nach erfolgtem Durchdrücken in der
durchlochten Platte oder in der herausgedrückten Scheibe finden.
Macht man dagegen den Durchmesser der Matrize kleiner, als Gleichung (1) angibt, so
vereinigen sich abermals die Risse A H und C E nicht (Fig. 21). – Die
schließliche Trennung erfolgt dann allemal in einer Schnittfläche
I K, welche beide Risse mit einander verbindet, und
welche sich auf der herausgedrückten Scheibe sehr deutlich durch hohen Glanz, im
Gegensatz zu den matten Rißflächen kennzeichnet.
Viel häufiger trifft man Matrizen, deren Durchmesser kleiner ist, als Gleichung (1)
angibt, als solche, deren Durchmesser größer ist, – und man findet daher in
den meisten Kesselschmieden, daß die herausgedrückten Scheiben, wie Fig. 19 darstellt, und
die Löcher, wie Fig. 20 zeigt, gestaltet sind.
Da in den meisten Fällen die Darstellung des Loches der eigentliche Zweck ist, so
hilft man sich, indem man die Wandung des Loches durch Aufräumen mittelst der
Reibahle verbessert.
Immerhin aber ist es rationeller, die Wandung des Loches gleich vermittelst des
Durchdrückens schier und glatt herzustellen, um so mehr, als dadurch ein wohlfeiles
Mittel geboten wird, die Dichte der Vernietung bei Kesselarbeiten um ein Erhebliches
zu erhöhen.
Es ist nämlich eine bekannte Thatsache, daß das erkaltete Niet (weil es sich beim
Erkalten zusammenzieht) ein cylindrisches Loch nicht mehr ausfüllt. – Bei
cylindrischen Nieten sind es also nur die Köpfe, welche
dichten, und aus diesem Grunde müssen dieselben bei Kesselarbeiten ringsum verstemmt
werden. – Versenkte Niete hingegen liegen, wenn
die Versenkung nur nicht allzugering ist, wie leicht einzusehen, auch nach dem
Erkalten mit einem bedeutenden Theil ihrer conischen Fläche dicht an, und gewähren
aus diesem Grunde viel größere Garantie der Dichte des Kessels als die
cylindrischen.
Dadurch aber, daß man der Gleichung (1) Genüge leistet, erhält man factisch versenkte Niete, also größere Garantie der Dichte.
Allerdings ist es nöthig, bei diesem Verfahren auf zwei Dinge streng zu halten, und
zwar erstens darauf, daß die Niete ihrer ganzen Länge nach hellweißwarm verwendet,
und zweitens darauf, daß die Platten mit der Stempelseite
aneinander genietet werden (Fig. 24).
Gerade die letzte Bedingung wird von den Kesselschmieden nur zu gern unerfüllt
gelassen, weil es ihnen unbequem ist, die Platten theils auf der einen, theils auf
der anderen Seite vorzuzeichnen und zu körnen, was in den meisten Fällen, z.B. bei
Anwendung conischer Schüsse, oder bei Herstellung des
Kesselumfanges durch eine Platte nothwendig ist.
Auch beim Krummwalzen der Platten muß darauf geachtet werden, daß die richtige Seite
convex und die richtige concav wird; all diese Sorgfalt aber wird reichlich
aufgewogen durch factisch größere Dichte der Nietfugen.
Tafeln