| Titel: | Laurent's Maschine zur Fabrication von Hufnägeln; Bericht von Cresca. |
| Fundstelle: | Band 175, Jahrgang 1865, Nr. LX., S. 251 |
| Download: | XML |
LX.
Laurent's Maschine zur
Fabrication von Hufnägeln; Bericht von Cresca.
Aus dem Bulletin de la
Société d'Encouragement, October 1864, S. 577.
Mit Abbildungen auf Tab.
V.
Laurent's Maschine zur Fabrication von Hufnägeln.
Zur eingehenden Prüfung dieser Maschine begab sich der Berichterstatter in die Fabrik
der Herren Laurent
frère et beau-frère in Plancher-les-Mines; er sah mit
großem Interesse der Maschine zu, wie sie ganz selbstthätig die Hufnägel fabricirt:
sobald ihr nämlich nur der Eisenstab zugeführt ist, fertigt sie ganz allein den
Nagel an, der dann in einen Behälter herabfällt und an welchen nur noch eine Spitze
mittelst eines Instrumentes zu hauen ist, damit er verkauft werden kann.
Neben der Nägelmaschine wird ein kleiner mit Kohksabfällen geheizter Glühofen
aufgestellt, in welchem das Ende der Eisenstäbe glühend gemacht wird, die nach
einander in die Maschine eingeführt werden sollen.
Zu ihrer Bedienung sind zwei Arbeiter erforderlich, von welchen der eine die
Eisenstäbe glüht und dieselben dem anderen übergibt, der sie in die Maschine
einbringt, welche den Nagel anfertigt. Die Verrichtung der beiden Arbeiter ist also
eine höchst einfache. Das Schmiedeeisen, aus welchem die Nägel fabricirt werden, ist
das gewöhnliche Nageleisen von quadratischem Querschnitt.
Die Maschine verrichtet ihre verschiedenen Functionen auf folgende Weise:
Der Arbeiter steckt das hellrothglühend gemachte Ende des Eisenstabes, aus welchem
der Nagel angefertigt werden soll, so tief in einen beweglichen Theil der Maschine,
nämlich in einen der Müffe eines gekrümmten Zuführungshebels, bis dasselbe gegen
einen Aufhalter stößt, welcher die Länge des abzuschneidenden Eisenstückchens der
gewünschten Nagellänge entsprechend reguliren soll. Dieser Aufhalter ist an eine
Schraube befestigt und kann nach Belieben gestellt werden. Sobald der Eisenstab sich
überlassen ist, gelangt er auf eine selbstthätige Weise in die Schmiedevorrichtung,
welche das Ausstrecken des Nagelschaftes bewirkt. Diese Vorrichtung besteht aus vier
Hämmern, die sich in Führungen bewegen und deren Mittellinien sich unter rechten
Winkeln schneiden. Jeder Hammer ist durch eine Stange mit einem Krummzapfen
verbunden, welcher ihm eine hin- und hergehende Bewegung mittheilt und ihn auf diese
Weise ungefähr 500 mal in der Minute aufschlagen läßt. Diese Krummzapfenwellen
liegen horizontal und jede derselben trägt ein Getriebe; ein in ihrer Mitte
befindliches Rad greift in alle vier Getriebe gleichzeitig ein.
Die Hebedaumen haben eine solche Stellung zu einander, daß, wenn die beiden
horizontalen Hämmer sich schließen, um die Seiten des Nagels zu schmieden, die
beiden verticalen Hämmer geöffnet sind, und umgekehrt, daß wenn letztere sich
schließen, um die Horizontalflächen zu schmieden, die horizontalen Hämmer sich von
einander entfernen, damit die verticalen Hämmer durchgehen können.
In das Ende eines jeden Hammers wird mittelst eines Schließkeiles ein Stempel befestigt, welcher
das Schmiedewerkzeug ist und sehr schnell ausgewechselt werden kann, wenn er
abgenutzt ist. Ein solcher Stempel läßt sich immer wieder umgießen, und man hat,
wenn er aus der Gußform kommt, nur die Unebenheiten an demselben wegzuschaffen, um
ihn zum Gebrauche geeignet zu machen. Sein arbeitender Theil hat eine Fläche von
ungefähr 16 Millimeter Breite und 20 Millim. Länge. Das Ende des Stempels, welcher
den Eisenstab schmiedet, ist eine geneigte Ebene und wird durch eine fast ebene
Fläche begrenzt; auf letztere folgt eine etwas gedrückte Fläche, die keinen anderen
Zweck hat, als den Nagelschaft, wenn er unter der schmiedenden Fläche hervorkommt,
in gerader Linie zu erhalten. Jeder Stempel kann über 2000 Nägel schmieden, ehe er
ausgewechselt werden muß.
Wir wollen nun zu dem in die Maschine eingeführten Eisenstab zurückkehren.
Sobald derselbe sich selbst überlassen ist, gelangt also sein glühendes Ende, aus dem
der Nagel geschmiedet werden soll, zwischen die Schmiedehämmer, welche den vier
Seiten ihre Facon geben, wobei der Eisenstab keine andere Bewegung zu machen hat,
als vorzurücken.
In Folge der kleinen Arbeitsfläche der Stempel und der raschen Aufeinanderfolge der
Schläge genügen drei Secunden, um das Ausstrecken des Nagelschaftes zu bewirken,
welcher nach dieser Operation noch glühend ist.
Sobald der Nagelschaft seine Facon erhalten hat, wird der Eisenstab zurückgezogen und
das Ende des geschmiedeten Stabes tritt von. selbst in eine Matrize ein, durch
welche der Untertheil des Nagelkopfes gebildet werden soll. Hierauf wird der
Eisenstab durch eine niedergehende stählerne Schneide vom Nagel abgehauen. Die
Matrize mit dem Nagel verläßt dann ihre Stellung und kommt vor einen Stempel zu
stehen, welcher durch Quetschen den Kopf bildet. Der Stempel geht jetzt zurück, eine
Zange faßt sofort den Schaft des Nagels unter der Matrize und stößt den Nagel etwas
hervor, worauf ihn ein Haken unter dem Kopfe faßt und aus der Matrize
heraushebt.
Sobald der Nagel durch die Schneide von dem Eisenstab abgehauen ist, geht der den
Meißel tragende Hebel in die Höhe und ein neuer Stab, welchen man während des
vorhergehenden Schmiedens in die Maschine einführte, wird der Wirkung der Hämmer
ausgesetzt.
Man sieht also, daß die Arbeit der Maschine mit keinem Zeitverluste verbunden ist.
Der Arbeiter führt einen neuen Stab ein, während der vorhergehende geschmiedet wird
und an ersterem wird der Schaft geschmiedet, während der Kopf des anderen gebildet
wird.
Der Erfinder hatte große Schwierigkeiten zu überwinden, um alle erwähnten
Verrichtungen der Maschine auf eine praktische Weise zu erzielen, und wir haben nun
noch zu erklären, wie es ihm gelang durch ein selbstthätiges Schmieden dem Schafte
eines und desselben Hufnagels die Querschnitte von verschiedenen Dimensionen zu
geben, deren er bedarf.
Der Hufnagel muß nämlich an seinem Ende eine größere Dicke, den sogen. Drehhaken
haben, welcher den Hufschmied in den Stand setzt, die Spitze abzuschrägen, damit
letztere ihre Richtung nach der Oberfläche des Hufes nimmt, wenn der Nagel
eingeschlagen wird. Ueber dem Drehhaken ist ein dünnerer Theil, welcher ungefähr bis
in die Mitte der Schaftlänge reicht. An diesem dünneren Theile wird der Nagel vom
Hufschmied abgehauen und genietet. Von der Mitte des Nagelschaftes nimmt die Dicke
desselben allmählich bis unter den Kopf zu.
Die Maschine von Laurent erfüllt nicht nur die oben
erwähnten Bedingungen, sondern sie kann auch dem Schafte des Nagels Querschnitte
geben, die in einem beliebigen Verhältnisse zu einander stehen, ohne daß deßhalb die
Hämmer ihre ebenen Schlagflächen verlieren müssen.
Wir wollen nun angeben, wie Hr. Laurent diese Aufgabe,
welche den Haupttheil der Erfindung bildet, gelöst hat.
Der Hub der Hämmer ist unveränderlich; derselbe beträgt ungefähr 27 Millimeter. Jeder
von den Hämmern, welcher in einer Führung gleitet, besteht aus zwei Theilen, die
durch eine genügend starke Spiralfeder verbunden sind und stets gegen einander
gezogen werden.
Zwischen diesen zwei Stücken befindet sich ein Stahlkeil, durch dessen Eintreiben
man. die beiden Theile von einander entfernt und durch dessen Zurückziehen man ihre
Annäherung gestattet, da die Feder dann zur Wirkung kommt. Hieraus folgt, daß wenn
man sich der Keile während der Arbeit bedient, man die Hämmer nach Belieben
verlängern oder verkürzen kann.
Mit Hülfe eines besonderen Mechanismus wird jeder von den vier Keilen durch ein
kleines Excentric bewegt, dessen Bewegungslinie dem Querschnitt entspricht, welchen
man dem Schaft des Nagels geben will, das heißt: diese Excentrics verlängern die
Hämmer, wenn sie einen dünnen Theil schmieden sollen und verkürzen dieselben, wenn
sie eine größere Stärke hervorbringen sollen.
Das selbstthätige Verlängern und Verkürzen der Hämmer würde jedoch ungenügend seyn,
wenn dadurch allein die verschiedenen Stärken hervorgebracht werden sollten; denn es
ist einleuchtend, daß, wenn man einen dünneren Theil schmieden will, den Hämmern
weniger Eisen dargeboten werden darf. Beim Schmieden eines dünneren Theiles muß sich daher die Zuführung
Verlangsamen, beim Schmieden eines dickeren aber beschleunigen.
Aus diesem Grunde läßt der Erfinder die Zuführung auf einer Curve stattfinden, deren
Umfang diesem Erforderniß vollständig genügt. Mittelst der verschiedenen Excentrics
kann man das Schmieden den verschiedensten Bedürfnissen anpassen, denn hierbei kommt
nur die Curve in Betracht.
Die Stempel oder Schmiedewerkzeuge sind aus weißem Gußeisen; deßgleichen die untere
Schneide, auf welcher der glühende Stab aufliegt, sowohl während das Stück, aus dem
der Nagel geschmiedet werden soll, von dem übrigen Stabe abgehauen wird, als auch
während des Schmiedens des ganzen Nagelschaftes.
Die sehr dauerhaften Matrizen, welche zur Kopfbildung dienen, sind aus grauem sehr
dichtem Gußeisen. Die tägliche Unterhaltung der Werkzeuge veranlaßt daher nur eine
geringe Ausgabe.
Wenn der Nagel aus der Maschine heraustritt, muß er noch seine Spitze erhalten. Diese
Operation findet mittelst eines durch eine Frau oder ein Kind bedienten Apparates
statt. Zwei Meißel hauen die Spitze an und eine Fräse, welche gleichzeitig
niedergeht, erzeugt die kleine Zuschärfung, die das Ende erhalten muß.
Ein Apparat zum Abhauen kann leicht drei Nägelmaschinen versorgen.
Diese Maschine fertigt 11 bis 12 Nägel in der Minute an, und ihre tägliche Production
beträgt wenigstens 6000 Stück Nägel.
Beschreibung der
Abbildungen.
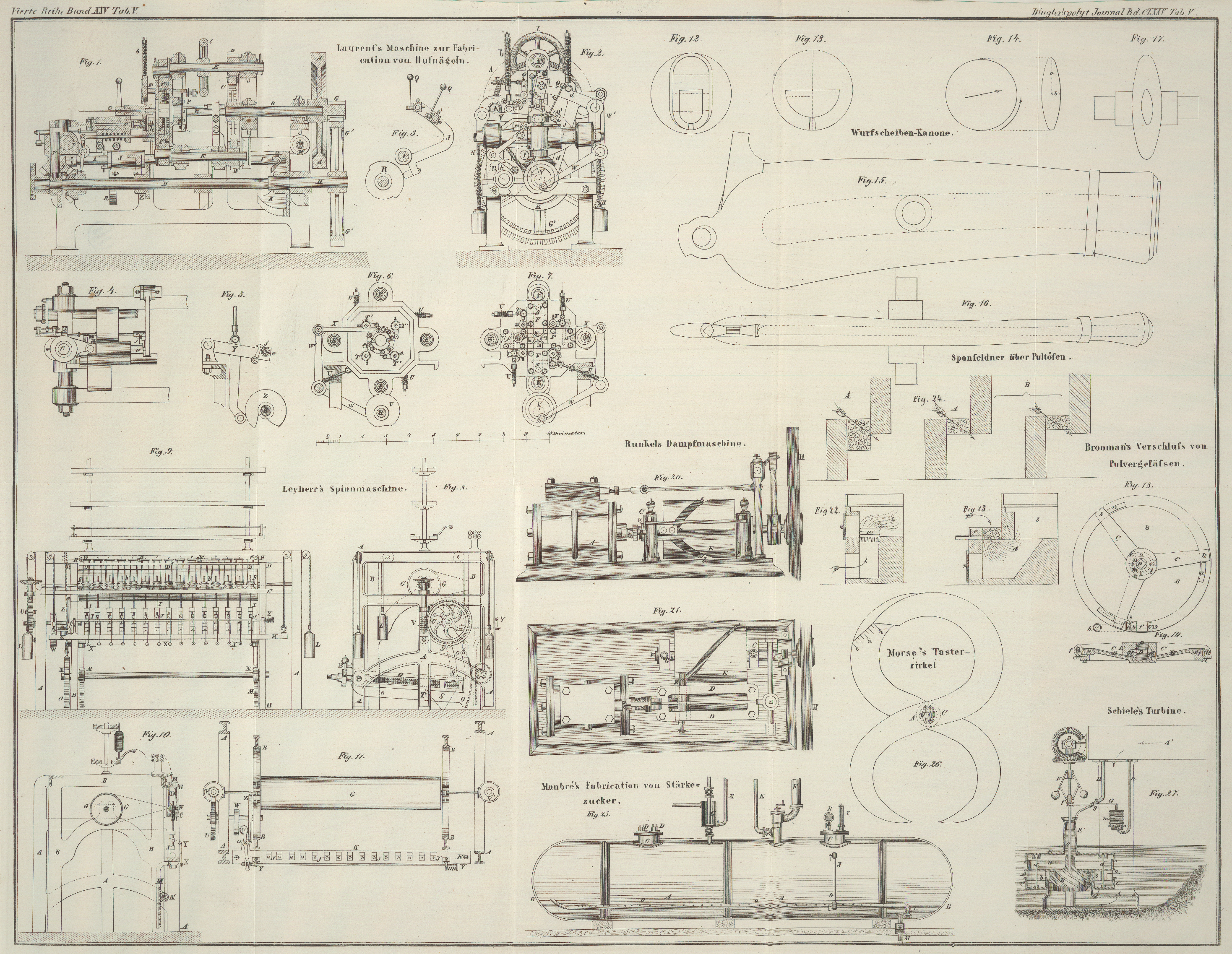
Fig. 1,
Längendurchschnitt der Maschine;
Fig. 2,
Seitenansicht derselben;
Fig. 3 bis
7,
einzelne Theile derselben.
A Treibscheibe, welche als Schwungrad wirkt, und auf die
Welle B befestigt ist.
B Welle, die an ihrem einen Ende das Rad C trägt, welches in die Getriebe D eingreift.
D vier Getriebe, welche auf die Krummzapfenwellen E befestigt sind.
E Krummzapfenwellen, welche mittelst Lenkstangen die
vier Hämmer F in Bewegung setzen.
F vier Hämmer, welche sich in Führungen bewegen und vier
rechte Winkel mit einander bilden (man s. den Längendurchschnitt in Fig. 1 und die
Seitenansicht in Fig. 7). Die Krummzapfen ihrer Betriebswellen sind so angeordnet, daß die zwei
auf derselben Linie gelegenen Hämmer geschlossen sind, wenn die beiden anderen
geöffnet sind.
G Getriebe, welches an die Scheibe A befestigt ist und das auf der Welle H angebrachte Zahnrad G'
umtreibt; während einer Umdrehung der Welle H wird ein Nagel angefertigt.
I ist die den Zuführungshebel J tragende Welle, welche sich nicht umdrehen, sondern nur einer hin- und
hergehenden Bewegung in ihrer Längenrichtung folgen kann.
K ist ein auf die Welle H
befestigtes Excentric, auf welches beständig eine an dem Ende der Welle I angebrachte Frictionsrolle drückt.
L ist eine unter der Welle B
und rechtwinkelig zu derselben liegende Achse, welche an jedem ihrer Enden eine mit
Spur versehene Scheibe M trägt.
N Ketten mit Gegengewichten (Fig. 2), welche sich auf
die Scheiben M aufwinden und an die Welle I befestigt sind. Durch diese Gegengewichte wird die
constante Berührung der Frictionsrolle der Welle I mit
der Curve der Exentrics K bewirkt. Aus dieser Anordnung
ergibt sich, daß die Welle I je nach der Stellung, die
das Excentric annimmt, zurückgeht oder vorrückt.
Der Zuführungshebel J kann sich auf der Welle I umdrehen, aber er wird auch von derselben – da
er zwischen zwei Halsringen festgehalten wird – mitgenommen, wenn sie vor-
oder zurückgeht.
O, O' sind Müffe an dem Hebel J, in welche man nach einander die zur Anfertigung der Nägel dienenden
Eisenstäbe einführt.
P Aufhalter, gegen welchen der Eisenstab stoßt; derselbe
dient zur Regulirung der Länge des zu schmiedenden Eisenstabes. Dieser Aufhalter hat
zwei Arme, welche quer über die Platte der Hämmer gehen und ist mit der Welle I verbunden, daher er der Bewegung des Zuführungshebels
folgt.
Q, Q sind Bewegungshebel für die seitlichen
Stellschrauben, welche zum Festhalten der in die Müffe eingesteckten Eisenstäbe
dienen.
R ist ein Excentric, welches auf eine mit der Welle H parallele Achse befestigt ist und den Zuführungshebel
so in schwingende Bewegung versetzt, daß der Muff O' den
Platz des Muffes O einnimmt, wenn der Eisenstab in
letzterem bereits zum Nagel geschmiedet ist und umgekehrt. Die Achse dieses
Excentrics wird durch ein Paar Zahnräder in Bewegung gesetzt, welche dieselbe nur
eine halbe Umdrehung machen lassen, während die Welle H
eine ganze macht.
Sobald die Hämmer gewirkt haben, geht der Zuführungshebel J zurück und zieht dadurch den geschmiedeten Eisenstab zurück.
Jeder Hammer besteht, wie die Figuren 1 und 7 zeigen, aus
zwei durch einen Keil S getrennten Theilen, welche durch
eine Spiralfeder gegen den Keil gedrückt werden. Das Ende jedes Keiles ist mit einem
geschlitzten Gliede versehen, in welches eine durch einen Hebel T gehaltene Frictionsrolle eindringt.
Jeder Hebel T ist auf eine Welle befestigt, die quer
durch die Platte hindurchgeht, welche die Hämmer trägt und auf der anderen Seite der
Platte einen zweiten Hebel T' (Fig. 6) aufnimmt.
Diese Hebel ruhen in Folge der Einwirkung der Federn U
(Fig. 6
und 7) auf
vier kleinen Excentrics, welche an eine Scheibe geschraubt sind, die um einen
Halsring schwingen kann, welcher hinter der die Hämmer tragenden Platte befestigt
ist.
V ist ein auf der Welle H
angebrachtes Excentric, welches die schwingende Bewegung der Scheibe mittelst der
Hebel W, W' und der Stange X
hervorbringt.
Y ist ein der Curve des Excentrics Z folgender, auf die Welle H
(Fig. 2
und 5)
befestigter Hebel, der an seinem einen Ende eine kleine Matrize a trägt; dieser Hebel, welchen die Feder b beständig zu heben strebt, geht in die Höhe, sobald
der Eisenstab unter den Hämmern hervorgezogen ist, also nachdem das Schmieden
stattgefunden hat, und bringt die kleine Matrize vor den Eisenstab. Hierauf rückt
der Zuführungshebel J vor und steckt den geschmiedeten
Theil des Stabes in die Matrize.
In diesem Augenblicke fällt die Schneide c herab, haut
den Stab ab und in der Matrize bleibt der Nagel zurück, dessen Kopf gebildet werden
soll; die Schneide wird durch einen Hebel mit zwei Armen d in Bewegung gesetzt und dieser von einem hinter dem Excentric Z befestigten Daumen.
Sobald das Abhauen des Stabes stattgefunden hat, schnellt der Hebel in die Höhe und
bringt einen neuen Eisenstab unter die Hämmer. Nährend dieser Zeit sinkt die Matrize
a mit dem Nagel herab und bleibt einem Treibkolben
e gegenüber stehen, dessen Grundriß Fig. 4 zeigt. Dieser
Kolben wird durch eine Lenkstange und eine Krummzapfenwelle f in Bewegung gesetzt, welche letztere durch ein Paar conische Räder g umgetrieben wird, von denen eines auf die Welle H (Fig. 1) befestigt ist.
Der Kolben e, welcher das Gegenstück der Matrize enthält,
bildet den Kopf des Nagels und zieht sich dann zurück. Hierauf faßt eine Zange h (Fig. 1) den Schaft des
Nagels hinter der Matrize und drückt denselben mit Hülfe des Hebels und der Stange
i heraus; beide letztere werden durch eine Feder und
durch einen, an dem Rade g angebrachten Daumen in
Bewegung gesetzt.
Sobald der Nagel aus der Matrize a hinreichend
herausgedrückt ist, geht ein Haken j (Fig. 4 und 5) in Folge der Einwirkung
des Excentrics k (Fig. 2) nieder, faßt den
Nagel unter dem Kopfe und zieht ihn heraus; hierbei wird der Haken dadurch, daß
seine Welle dem sich zurückziehenden Treibkolben begegnet, von letzterem
mitgenommen.
l ist ein Schwungrad auf einer Welle, die der Welle B parallel liegt; dasselbe gestattet dem Arbeiter die
Maschine mit den Händen in Bewegung zu setzen, wenn er sie reguliren will.
Tafeln