| Titel: | Die Talglichtfabrication von C. Haffner Sohn in Thann (Elsaß). |
| Fundstelle: | Band 178, Jahrgang 1865, Nr. LIII., S. 184 |
| Download: | XML |
LIII.
Die Talglichtfabrication von C. Haffner Sohn in Thann (Elsaß).
Aus Armengaud's Génie industriel August 1865, S.
95.
Mit Abbildungen auf Tab.
III.
Haffner's Lichtergießmaschine.
Hr. C. Haffner Sohn, Lichterfabrikant in Thann, hat der
Industriegesellschaft in Mülhausen die Zeichnungen und die Beschreibung von
verschiedenen Verbesserungen mitgetheilt, welche er an den Apparaten zur
Lichterfabrication in neuester Zeit angebracht hat.
Das gewöhnliche bei der Lichterfabrication angewendete Verfahren – sagt Hr. C.
Dollfuß in seinem Berichte über Haffner's ApparateBulletin de la Société industrielle de
Mulhouse, t. XXXIV p. 473; November
1864. – ist sehr einfach, sogar noch ein wenig primitiv, und dieses Gewerbe
hatte seit sehr langer Zeit, wenigstens in Bezug auf seinen mechanischen Betrieb,
keinen wichtigen Fortschritt gemacht.
Die Lichter werden bekanntlich auf zwei verschiedene Arten angefertigt, sie werden
nämlich entweder gezogen oder gegossen.
Das Ziehen der Lichter, welches man heutzutage fast ganz aufgegeben hat, ist eine
sehr einfache Operation, die darin besteht, daß man die Dochte so vielmal vertical
in geschmolzenen Talg eintaucht, bis das Licht die gewünschte Dicke erlangt hat.
Das Gießen der Lichter ist wo möglich noch einfacher. Ohne in alle Details dieser
Fabricationsweise hier einzugehen, wollen wir dieselbe kurz beschreiben, um den
Nutzen, welchen die von Hrn. Haffner verbesserte Maschine
gewährt, augenfälliger zu machen.
Die Tische oder Tafeln zum Gießen sind mit kreisförmigen, gleich weit von einander
abstehenden Löchern versehen, von denen jedes eine Gießform aufnimmt. Diese
Gießformen, deren Legirung aus einem Theil Zinn und zwei Theilen Blei besteht, sind
cylindrisch und endigen unten in einen conischen Theil, dessen Spitze mit einem
kleinen Loche zum Durchziehen des Dochtes versehen ist; sobald dieselben in den
Tisch eingesetzt sind, wird jede von ihnen mit einer kleinen ausgeweiteten
Vorrichtung aus Metall versehen, deren unterer Durchmesser gleich dem der Gießform
ist und die in ihrer Mitte einen kleinen Ring trägt, welcher zum Festhalten des
Dochtes in der Mittellinie der Gießform dient.
Die Dochte werden vorher in der gewünschten Länge abgeschnitten und nach einander
mittelst eines entsprechend langen, an seinem einen Ende zu einem Haken umgebogenen
Drahtes durch die Gießformen durchgezogen, eine Operation, welche ziemlich viel Zeit
erfordert. Der auf 35 bis 40° Cels. erwärmte Talg wird hierauf der Reihe nach
in jede Form eingegossen und die Dochte werden sofort nach dem Gießen an ihren Enden
angezogen, um dieselben wieder gerade zu richten.
Nachdem der Talg erstarrt ist, nimmt man die über die Gießformen gelegten
Vorrichtungen hinweg und comprimirt den Talg in jeder Gießform mit einem Spatel oder
mit dem Finger, damit er dicht wird und keine leeren Räume in dem Lichte
zurückbleiben; hierauf läßt man die Lichter so mehrere Stunden stehen und nimmt sie
dann aus den Formen heraus.
Der Gießtisch ist zuweilen mit einer Rinne versehen, in deren Boden die Gießformen
oben endigen; wenn der Talg in diese Rinne, welche etwas geneigt liegt, eingegossen
wird, so füllt er die Gießformen nach einander an. Diese Einrichtung ist aber,
obwohl etwas einfacher als die vorher beschriebene, doch nicht so gebräuchlich, weil
sie dafür, daß sie einen geringen Zeitgewinn gewährt, auch merklich kostspieliger
als jene ist, indem die Gießformen sehr genau in die Rinnen eingepaßt werden
müssen.
Die Nachtheile des bisher gebräuchlich gewesenen Verfahrens bei der
Lichterfabrication bestehen hauptsächlich darin, daß viel Zeit erforderlich ist bis
die Gießformen kalt geworden sind und ein Satz Lichter herausgenommen werden kann;
ferner darin, daß die Fabrication vom Mai bis zum September fast nicht stattfinden
kann, man müßte denn Dampf zum Loslösen der Lichter aus den Gießformen anwenden. Die
während der genannten Monate producirte Quantität ist stets sehr beschränkt und
überdieß werden die Lichter nicht leicht consistent, sind daher von geringer
Qualität. Auch die Gießformen nutzen sich in Folge ihres häufigen Herausnehmens und
Wiedereinsetzens, sowie in Folge des Durchziehens des Dochtes mittelst des
hakenförmigen Drahtes, wodurch sie in ihrem Innern geritzt werden, bald ab.
Die Einrichtung der Haffner'schen Maschine ist nun
folgende:
Zunächst wollen wir bemerken, daß die Maschine nicht von ihm, sondern von einem
Amerikaner erfunden worden ist und daß er die erste derartige Maschine, welche er
anwendete, aus der Schweiz bezogen hat; nachher hat er aber durch eine Reihe von
zweckmäßigen Verbesserungen den guten Gang der Maschine gesichert und die Nachtheile
beseitigt, welche sie ursprünglich besaß.
Die Maschine, mit welcher man auf einmal hundert Lichter fabricirt, besteht aus einem
gußeisernen Troge, dessen Boden mit einer Anzahl von Löchern versehen ist, in welche
verticale, aus einer Legirung von Zinn und Blei angefertigte Gießformen genau
passend eingelassen werden.
Diese cylindrischen Gießformen werden an ihrem unteren Ende durch Conusse mit Knöpfen
aus derselben Legirung geschlossen, welche dazu bestimmt sind, den Kopf der Lichter
zu bilden. Diese Conusse können in den Gießformen aufsteigen und ebenso mit geringer
Reibung niedergehen. Die ganze Vorrichtung ist in einem gußeisernen, mit kaltem
Wasser gefüllten Kasten enthalten, in dessen Boden die Gießformen eingeschraubt
sind; das Wasser in dem Kasten wird je nach den Angaben des Thermometers
erneuert.
Wenn der Talg ganz erstarrt ist, hebt man mit Hülfe einer Kurbel und von Zahnrädern,
die in verticale Zahnstangen eingreifen, welche unten an einen horizontalen, in
einem bestimmten Abstande unter dem das kalte Wasser enthaltenden Kasten
angebrachten Schlitten befestigt sind, hohle Stangen in die Höhe. Diese Stangen sind
oben mit den Conussen verbunden, welche also auch gehoben werden und die Lichter aus
den Gießformen herausschieben. Unter der Maschine ist für jede Gießform eine
Dochtspule angebracht; der Docht geht durch je eine hohle Stange und einen Conus in
die Gießform.
Wenn ein Satz von hundert Lichtern erstarrt ist, werden in Folge der aufsteigenden
Bewegung der Lichter zugleich die sich von den Spulen unten abwickelnden Dochte für
den nächsten Lichtersatz mit in die Höhe gezogen; sobald dann auch diese gegossen
sind, schneidet man die Dochte oben ab und nimmt die hundert außerhalb der Formen
befindlichen Lichter des vorhergehenden Satzes weg. Die Lichter, welche die
Gießformen verlassen, werden nämlich über letzteren mittelst zangenartiger, mit
Barchent gefütterter Vorrichtungen festgehalten, so daß die für den nächsten
Lichtersatz nachgezogenen Dochte genau in den Mittellinien der Gießformen gespannt
werden.
Aus Vorstehendem ist leicht zu ersehen, daß durch diese Maschine die oben angegebenen
Nachtheile des alten Gießverfahrens beseitigt sind.
Der Gewinn besteht nicht nur in der Zeit, die man früher zum Einsetzen der
Gießformen, Durchziehen und Befestigen der Dochte nöthig hatte, sondern auch und
zwar vorzugsweise darin, daß das Abkühlen der Gießformen durch die Anwendung des
kalten Wassers beschleunigt wird, denn höchstens in einer halben Stunde ist der Talg
vollständig erstarrt und die Lichter können aus den Formen gehoben werden, während
bei dem alten Verfahren hierzu wenigstens mehrere Stunden erforderlich waren. Ein weiterer Vortheil
besteht darin, daß das ganze Jahr hindurch gearbeitet werden kann und daß die vom
Mai bis September fabricirten Lichter den während des Winters angefertigten gar
nicht nachstehen. Auch werden die Gießformen nicht wie früher durch Ritze
beschädigt, sondern haben eine fast unbegrenzte Dauer.
Diese Maschine, amerikanischen Ursprunges, ist jetzt allgemein im Gebrauche und Hrn.
Haffner gebührt das Verdienst, noch eine Reihe von
Verbesserungen an derselben angebracht zu haben, die wir jetzt mittheilen
wollen.
Bei den ersten in Frankreich eingeführten derartigen Maschinen wurden die Gießformen
von oben nach unten auf den Boden des das kalte Wasser aufnehmenden Kastens
geschraubt und der Trog in welchen man den Talg gießt, wurde auf die Gießformen
befestigt; es war viel Zeit erforderlich, um die Gießformen in ihre Löcher zu
befestigen und wenn eine von denselben unbrauchbar geworden war, so mußte man alle
hundert Formen frei machen, den oberen Trog abnehmen, die mangelhafte Gießform
auswechseln und dann die mühsame Arbeit des Einsetzens der hundert Gießformen von
Neuem beginnen. Gegenwärtig werden die Gießformen von unten eingeführt und von unten
nach oben eingeschraubt; sobald dieses geschehen ist, wird auf das untere Gewinde
der Form eine Scheibe gegen den Boden des Wasserkastens geschraubt, um einen
wasserdichten Verschluß der Oeffnung zu sichern. Wenn eine Gießform ausgewechselt
werden muß, so ist dieß sehr leicht zu bewirken, ohne daß andere Gießformen als die
beschädigte herausgenommen werden müssen. Man wird nun zwar sagen, daß diese
Detailverbesserung sehr nahe gelegen habe, sie verdient aber deßhalb doch anerkannt
zu werden.
Eine zweite und wichtige Verbesserung betrifft die Sicherung des regelmäßigen Ganges
der Maschine und verleiht dieser eine in vielen Fällen sehr nützliche Gelenkigkeit.
Es kann nämlich der Fall eintreten, daß die Gießform, der Conus und die hohle
Stange, welche diesen trägt, in Folge des fortwährenden Gebrauches der Maschine
keine genau verticale Richtung mehr haben, wodurch die Gießformen ihre richtige
Gestalt verlieren und Risse erhalten können.
Um diesem Uebelstande vorzubeugen, hat Hr. Haffner die
Verbindung der Gießform und des Conus mit der hohlen Stange gegliedert, indem er
beim Gießen der Form in den unteren Theil des Conus eine kleine cylindrische Röhre
von Kupfer einlöthete, deren unteres Ende in eine schmiedeeiserne Kapsel durch ein
Loch eingesteckt wird, welches groß genug ist um Spielraum zu gestatten; hierauf
treibt man mit einen: Dorne den unteren Theil der kupfernen Röhre so auseinander,
daß er die Kapsel nicht
mehr verlassen, sich aber frei in derselben bewegen kann. Die eiserne Kapsel wird
dann auf das obere Ende der hohlen Stange aufgeschraubt, mittelst welcher man das
Licht nach oben aus der Form hebt; mit Hülfe zweier Schraubenmuttern am unteren
Theile dieser Stange, von denen die eine sich über, die andere unter der
Schlittenplatte befindet, kann man letztere genau in der gewünschten Höhe
befestigen.
Eine weitere kleine Detailverbesserung, durch welche man ohne Zeitverlust die
verbrauchten Dochte ersetzen kann, besteht darin, daß man unter der Maschine auf dem
Fußboden einen Kasten mit so viel Gefachen anbrachte als Gießformen vorhanden sind;
jedes Gefach enthält ein Dochtgarn, während bei der früheren Construction der
Maschine sämmtliche Dochtspulen sich auf derselben horizontalen Stange befanden.
Ebenso waren bei der ursprünglichen Maschine die zangenartigen Vorrichtungen, welche
die Lichter bei ihrem Austritte aus den Gießformen aufnehmen, sehr mangelhaft; denn
dieselben erhielten leicht Spielraum und man konnte sie nur mit Mühe so fest
stellen, daß die von den herausgehobenen Lichtern nachgezogenen Dochte ganz in der
Mittellinie der Gießformen blieben.
Haffner's Zangen sind frei von diesem Fehler; dieselben
lassen sich leichter als die alten handhaben, und nehmen überdieß weniger Platz ein,
daher an einer Maschine, welche nicht breiter als die früheren ist, zwei Reihen
Gießformen von je 25 Stück mehr angebracht werden können, wodurch die Production der
Maschine beinahe verdoppelt ist. Endlich gestattet noch eine Vorkehrung mit
derselben Maschine gleichzeitig Lichter von verschiedenen Längen zu fabriciren.
Aus dem Mitgetheilten ist ersichtlich, daß die von Hrn. Haffner an der amerikanischen Maschine angebrachten Verbesserungen weder
in der wesentlichen Einrichtung noch in der Wirkungsweise derselben etwas verändert
haben, sondern sich nur auf Details beziehen; dieselben sind aber dessenungeachtet
von Wichtigkeit, weil sie die Bedienung der Maschine erleichtern, den Zeitverlust in
Folge möglicher Stillstände vermindern und daher die Leistung der Maschine erhöhen,
deren Erzeugnisse dabei von guter Qualität sind.
Wir wollen im Nachstehenden einige Details anführen, nach denen sich der Vortheil
noch besser bemessen läßt, welchen die Anwendung der Maschine anstatt der früheren
Verfahrungsarten beim Gießen der Lichter bietet.
Eine Maschine mit hundert Gießformen wird vollständig montirt von Hrn. Haffner für 800 Fr. geliefert; sie nimmt nur sehr wenig
Raum ein und man kann
mit derselben während einer bestimmten Zeit doppelt, ja fast dreimal so viel als mit
den früheren Gießtischen produciren.
Hr. Haffner fabricirt jetzt leicht 400 Kilogramme Lichter
in einem Local, welches nur halb so groß als das ist, worin er früher täglich 300
Kilogramme goß. Eine Maschine der früheren Construction, die so viel leistete, als
jetzt eine Maschine für 800 Fr. producirt, kostete ungefähr zwei und ein halb mal so
viel, auch wurden die Gießformen in Folge des Transports und der Manipulationen, die
sie erforderten, oft schadhaft und das Auswechseln derselben war kostspielig,
während es jetzt fast ganz vermieden wird. Die Arbeit ist außerdem weniger mühsam
geworden; ein Arbeiter producirt, wie wir schon erwähnt haben, bei geringerer
Ermüdung täglich leicht doppelt so viel als früher und die Handhabung der Maschine
ist so einfach, daß man dieselbe ganz jungen Arbeitern, ja sogar Kindern anvertrauen
kann. Den Talg brachte man früher nur auf die zum Gießen durchaus nothwendige
Temperatur, nämlich auf 35 bis 40° C., um zu vermeiden daß die Lichter eine
marmorirte Farbe annehmen; jetzt bringt man ihn dagegen ohne Nachtheil für die
Schönheit der Erzeugnisse auf eine Temperatur von 55 bis 60° E., wodurch es
Hrn. Haffner möglich geworden ist, die dicken
baumwollenen, schwach gedrehten Dochte durch andere aus geflochtenem Garn zu
ersetzen, welche von dem Talge in Folge seiner höheren Temperatur vollkommen
durchdrungen werden.
Durch diesen Ersatz sowohl, als auch dadurch, daß keine Abfälle an Docht entstehen,
weil letzterer von der Maschine nur in der genau erforderlichen Länge geliefert
wird, werden ungefähr 30 Proc. an Dochten erspart, was zwar wenig Einfluß auf den
Durchschnittspreis der Lichter hat, aber immerhin beachtenswerth ist.
Es läßt sich also hiernach nicht gerade behaupten, daß mit dieser Veränderung in der
Form der Dochte für den Konsumenten der Lichter ein pecuniärer Vortheil verbunden
sey, sondern der Gewinn besteht darin, daß Lichter mit solchen neuen Dochten besser
brennen. Man hat auch Hrn. Haffner anfangs den Vorwurf
gemacht, daß die von ihm in den Handel gebrachten Lichter zu zerbrechlich seyen;
dieser Uebelstand rührte von einem zu plötzlichen Erstarren des Talges her und ist
vollständig gehoben worden, da man jetzt genau weiß, welche Temperaturen der Talg
und das Wasser haben müssen, um vollkommene Producte zu erzeugen.
Das Resultat ist also, daß Hr. Haffner mit drei solcher
Maschinen von je hundert Gießformen jetzt täglich 7000 bis 7500 Stück Lichter
erzeugt, während er früher in einem doppelt so großen Local, bei einem doppelt so großen Arbeitslöhne
und mit Maschinen, welche sowohl im Ankaufe als auch in der Unterhaltung
kostspieliger waren, täglich wenig mehr als 5000 Stück fabriciren konnte; ferner
findet die Production jetzt das ganze Jahr hindurch gleichmäßig statt.
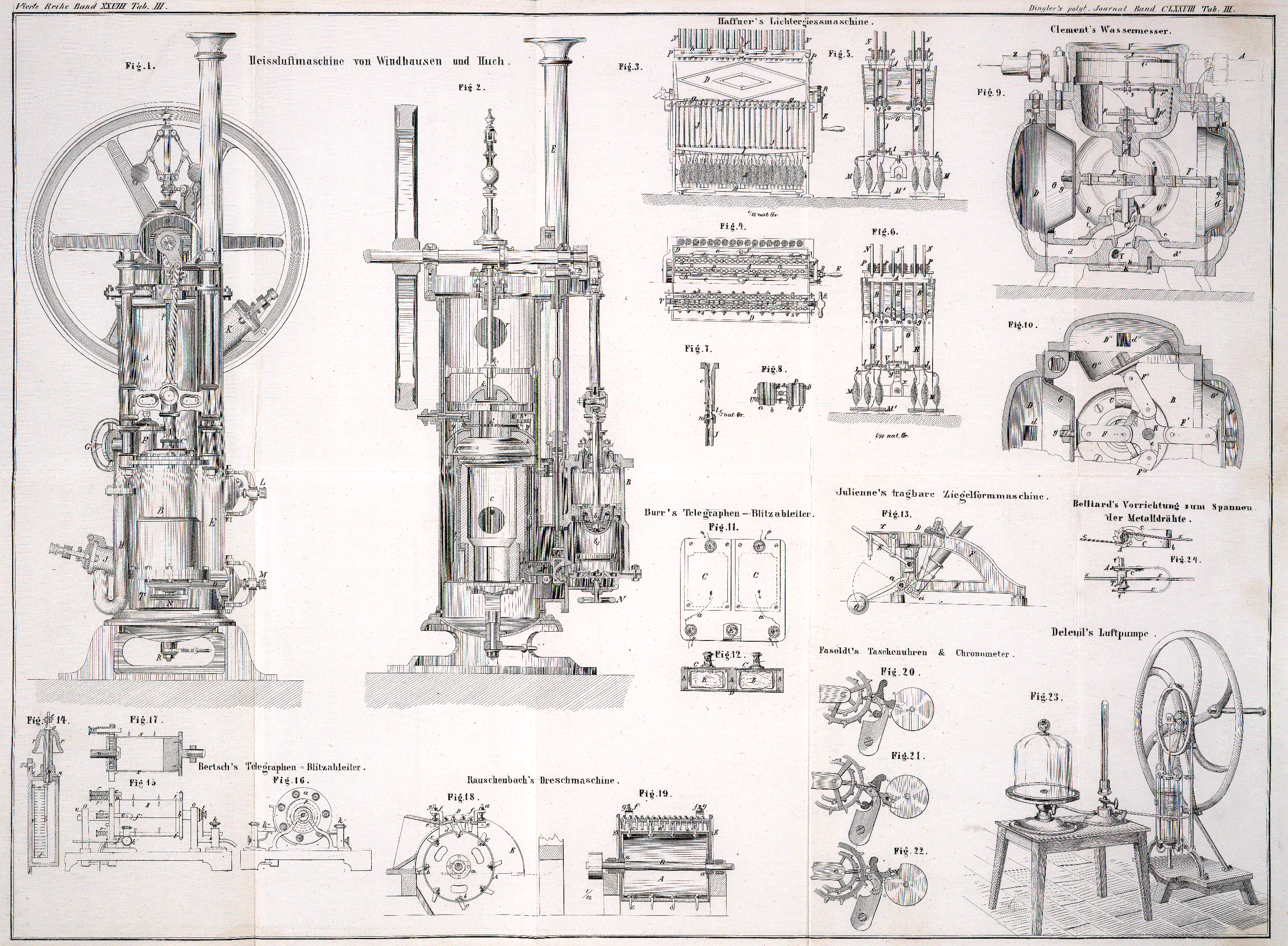
Beschreibung der
Abbildungen.
Figur 3 stellt
die neue Maschine in der Vorderansicht dar.
Figur 4 zeigt
auf der einen Seite die ursprüngliche Anordnung der Zangen und auf der anderen Seite
die von Haffner verbesserte.
Figur 5 ist
ein Querdurchschnitt durch die Mitte der Maschine.
Figur 6 ist
ein zweiter Querdurchschnitt, welcher die besondere Einrichtung des Schlittens
zeigt, um Lichter von verschiedenen Längen anzufertigen.
Figur 7 und
8 sind
Details des Conus und der neuen Zange in größerem Maaßstabe.
Der flüssige Talg wird in die Tröge A eingegossen, deren
Böden mit gleichweit von einander abstehenden Löchern versehen sind, in welche die
in dem Wasserkasten D in parallelen Reihen senkrecht
stehenden zinnernen Formen B eingeschraubt werden. Der
für jede Gießform im Wasserkasten angegossene Ansatz sichert den wasserdichten
Verschluß der Oeffnung, durch welche die Form eingeführt wird.
In die Gießformen werden die Conusse c mit geringer
Reibung eingepaßt (Fig. 5, 6 u. 7); an jeden derselben ist, wie oben erwähnt wurde, eine kupferne Röhre 1
angelöthet, die nach Fig. 7 ausgeweitet und an die schmiedeeiserne Kapsel m befestigt wird, welche man dann so an die hohle Stange
J mit dem durchgehenden Dochte aufschraubt, daß für
die Bewegung des unteren Endes des Conus der nöthige Spielraum bleibt.
Mittelst des Gewindes an dem unteren Ende der Stange J
und der beiden Schraubenmuttern j läßt sich die
horizontale Platte I bequem an die hohlen Stangen
befestigen.
Die horizontale Platte I wird durch die verticalen
Zahnstangen H in Bewegung gesetzt, welche mit den Rädern
G im Eingriffe stehen, die durch das mittelst der
Kurbel E in Bewegung gesetzte Getriebe F (Fig. 4) umgedreht werden;
durch ein Sperrrad R mit seinem Sperrkegel wird die
Platte bei ihrer auswärtigen Bewegung in beliebiger Höhe festgestellt.
Die Dochte L der Lichter wickeln sich von den Spulen M ab, welche in die auf kleinen Rollen angebrachten und
dadurch leicht fortzubewegenden Karren M' eingesteckt
sind.
Die früheren Zangen. – Wie die Figuren 3 und 4 (der obere
Grundriß) zeigen, werden die fertigen Lichter N von den
Zangen P festgehalten, welche aus zwei Holzstücken a und b (Fig. 8) bestehen, die mit
cylindrischen, in ihrem Inneren zur Aufnahme der Lichter mit Barchent ausgefütterten
Löchern versehen sind. In bestimmten Abständen von einander werden Federn
angebracht, um das Stück b von dem Stücke a fern zu halten; man nähert dieselben einander mittelst
des Hebels e, den man durch die Handhabe f hin- und herbewegt und welcher die kleinen, um
ihre Mittelpunkte h sich drehenden excentrischen Hebel
d in Bewegung setzt.
Bei der in Figur
4 ersichtlichen Stellung sind die Zangen zusammengedrückt und wenn dann
die Hebel d die entgegengesetzte Stellung einnehmen, so
sind die Zangen geöffnet.
Spätere Anordnung der Zangen. – Die Backen sind
hierbei dieselben, aber die Hebel sind durch eine longitudinale Stange Q (Fig. 4 und 8) ersetzt, welche
zwischen den zusammengehörigen Backen a, b und a', b' angebracht und mit einer Handhabe R' sowie mit den Daumen E
versehen ist, die je nach der Lage der Stange Q die
Backen der Zange gegen einander drücken oder dieselben sich von einander entfernen
lassen.
Die beiden Holzstücke b, b' sind durch die Bolzen s verbunden und die Stücke a,
a' durch die Bolzen s'; die Stücke a, b und a', b' werden durch
Spiralfedern, welche um diese Bolzen gewickelt sind, von einander fern gehalten,
wenn die Daumen sie nicht einander nähern. Die ganze Zange dreht sich um das
Scharnier T (Fig. 4).
Bei der Einrichtung nach Fig. 6 ist zu der Platte
I, welche die hohlen Stangen J' trägt, noch eine zweite Platte V
hinzugefügt, die mittelst der Schrauben x mehr oder
weniger hoch über der Platte I festgestellt werden
kann.
Die Platte V wird in ihrer tiefsten Stellung von den
Schrauben x getragen, aber sobald die Platte I sich hebt, kommen die an den Seiten unter der Platte
V befindlichen Rippen auf den Boden y der Platte I zu stehen und
die Platte V wird mit aufgehoben.
Da die Stangen J' ebenso lang sind wie die Stangen J, so befindet sich das untere Ende der Lichter N', wenn sie von den Zangen gefaßt sind, in gleicher
Höhe mit dem unteren Ende der Lichter N.
Tafeln