| Titel: | Ramsbottom's Verbesserungen in der Fabrication der Radreifen aus Gußstahl. |
| Fundstelle: | Band 182, Jahrgang 1866, Nr. XXV., S. 84 |
| Download: | XML |
XXV.
Ramsbottom's Verbesserungen in der Fabrication der Radreifen aus
Gußstahl.
Aus dem Engineer, Juni 1866, S. 468.
Mit Abbildungen auf Tab.
II.
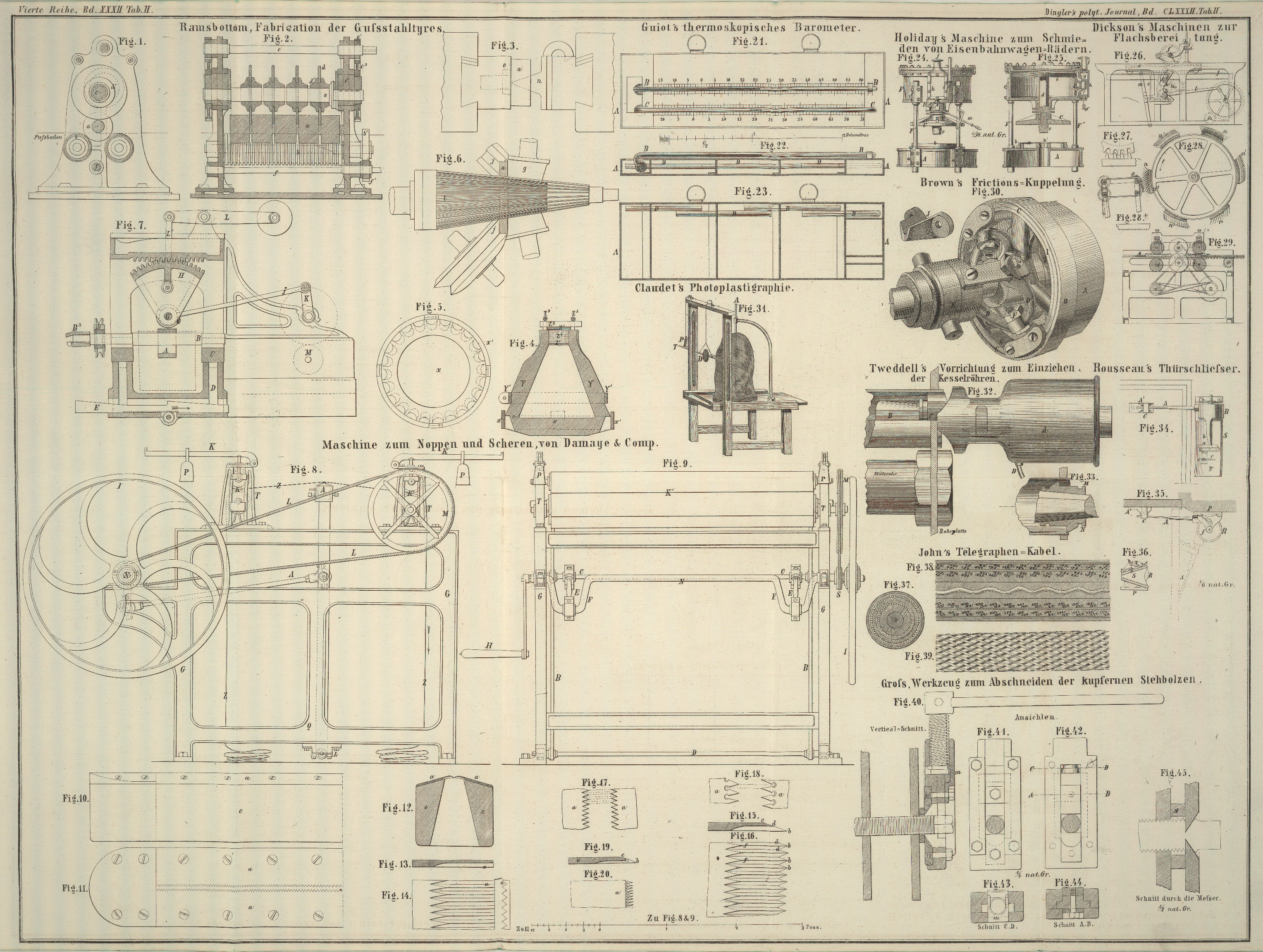
Ramsbottom's Fabrication der Gußstahltyres.
Ramsbottom ließ sich in der letzten Zeit Verbesserungen
in der Anfertigung von Radreifen (Tyres) aus Gußstahl patentiren, welche er in
seiner Werkstatt zu Crewe zur Ausführung gebracht hat.
Fig. 1 zeigt
die Endansicht und Fig. 2 den Längendurchschnitt einer Maschine zum Zertheilen der runden
Stahlbarren nach dem neuen Verfahren. a stellt die Barre
dar, welche auf den Frictionsrollen b, b liegt. Der
Umfang dieser Rollen ist mit schmalen ringförmigen Einschnitten oder Furchen versehen, um die
nöthige Reibung zu erzeugen, daß die Barre mit den Rollen in Drehung gesetzt wird.
Ueber der Barre liegt die Welle c, auf der sich vier
Scheiben d befinden, die mittelst der Flantschen d' befestigt sind. Die Enden der Welle c gehen durch die excentrischen Büchsen c¹ welche in Oeffnungen der Maschinenständer
gepaßt sind. An den excentrischen Büchsen sind Stirnräder c² befestigt, welche in die Getriebe e'
an der Welle e greifen. Wird daher die letztere gedreht,
so wird die Welle c mit ihren Scheiben d gehoben oder gesenkt. Die Rollen b erhalten ihre Drehung durch Elementarkraft von der
Betriebswelle f aus, welche durch die
Stirnrädervorgelege f', b' auf die Achsen der Rollen b wirkt.
Die Wirkungsweise ist nun folgende: Die Zeichnung stellt die Scheiben d in der tiefsten Stellung dar, so daß die ringförmigen
Einschnitte in der Barre schon gebildet sind; der Arbeiter muß nun die Welle e vermittelst einer am Ende derselben aufgesteckten
Kurbel so weit drehen, daß sie in ihre höchste Stellung gelangt und die Scheiben aus
den Einschnitten der Barre herausgezogen werden. Die Barre kann nun von der Maschine
genommen und eine andere, genügend erwärmte, an deren Stelle gelegt werden; die
Rollen b werden dann in Drehung versetzt, und die
Scheiben d allmählich heruntergelassen, um in den Umfang
der Barre hineinzuarbeiten. Hierbei werden die Scheiben durch kleine Wasserstrahle
kalt gehalten. Die drehende Bewegung der Rollen b
veranlaßt die Barre und die Scheiben sich auch zu drehen. Die Tiefe der in die Barre
zu machenden ringförmigen Einschnitte kann vergrößert und verkleinert werden, aber
es muß genügendes Metall gelassen werden, um die einzelnen Theile der Barre
zusammenzuhalten, bis sie durch eine Kreissäge getrennt werden, oder die Einschnitte
müssen so tief gemacht werden daß ein Durchsägen nicht mehr nöthig ist.
Ein anderer Theil der Erfindung besteht in der Anwendung eines rund auslaufenden
conischen Dorns anstatt eines flach endenden, um die Barrenscheibe zu durchlochen
ohne Metall zu verlieren. Aus Fig. 3 ist zu ersehen, wie
die Barrenscheibe a vermittelst eines Ramsbottoms'schen Doppeldampfhammers durchlocht und
ausgedehnt werden kann. In diesem Fall hängt der conische Dorn n an dem Hammerbär und der ausgehöhlte Block (die
Matrize) o ist auf dem Amboß befestigt; die Scheibe a ist auf eine Platte oder auf Rollen gelegt, um das
Wenden derselben während der Arbeit zu erleichtern, oder sie kann auch von Zangen,
die mit einem Krahn in Verbindung stehen, gehalten werden.
Der dritte Theil der Erfindung besteht darin, Barren von solcher Form herzustellen,
daß sie in Scheiben und folglich auch in Ringe und Tyres umgewandelt werden können,
ohne anderen Metallverlust als den durch die Oxydation entstehenden. Zu diesem Zweck
werden die Barren in Gestalt eines abgestumpften Kegels oder einer abgestumpften
Pyramide mit so viel Neigung gegossen, daß sie durch Hämmern oder Pressen in
Scheiben umgewandelt werden können. Die Grundfläche des Gußstückes kann mit einem
Kranz versehen werden, welcher den Spurkranz des Radreifens darstellt, oder der
Spurkranz kann auch bei einer folgenden Operation vermittelst eines Stempels
hergestellt werden. Der Einguß ist cylindrisch oder prismatisch und wird, nachdem
die conische oder pyramidale Gußform mit dem flüssigen Metall ausgefüllt ist,
entweder durch eine Platte und Sand ausgefüllt, oder er wird ausgebohrt und in die
Bohrung ein Metallpfropf eingetrieben. Die Form wird entweder bis an den Boden des
Eingusses oder bis ein Stück in den Einguß hinein gefüllt; in letzterem Falle wird
nach dem Gießen der cylindrische Anguß entfernt, damit er bei dem darauf folgenden
Verdichten nicht stört. Statt der conischen Formen kann man auch halbkugelförmige,
glockenförmige oder irgend welche conoidische Formen anwenden, welche die Umwandlung
des Gußstückes in eine Scheibe gestatten.
Fig. 4 zeigt
den Verticaldurchschnitt einer Gußform für conische Barren und Fig. 5 dieselbe von unten
gesehen. Die gußeiserne Platte x bildet die Grundplatte
der Form; sie hat eine Aushöhlung mit abgerundeten Kanten und ist mit einem
schmiedeeisernen Ring x' umgeben. Der conische Theil y der Form ist durch den Bügel y' abgesteift, der mit einem Oehr versehen ist, damit er leicht abgenommen
werden kann. Der oberste Theil der Form ist cylindrisch und durch eine zwischen zwei
Platten z¹ befindliche Sandfüllung z⁴ geschlossen. Der auf diese Weise gebildete
Pfropf wird mittelst des durch die Bügel z³
gesteckten Bolzens z² nieder gehalten. Ramsbottom macht die untere Platte z¹ so dünn, daß sie im Ofen durch Oxydation verschwindet, und sie
braucht daher vor dem Verdichten nicht entfernt zu werden.
Viertens hat sich Ramsbottom den in Fig. 6 dargestellten, mit
Längenriffeln versehenen Dorn zum Ausdehnen der Reifen patentiren lassen; a bezeichnet den auszudehnenden Ring, l den conisch zulaufenden Dorn, g, j, j die Walzen, welche den Ring auf den Dorn auftreiben.
Endlich erstreckt sich das Patent auf die Anfertigung von Ringen zur
Kesselfabrication aus cylindrischen Gußstücken oder aus solchen Gußstücken, welche
erst in dicke Ringe umgewandelt und dann nach Durchmesser und Länge so weit
gestreckt werden, daß sie auf einem Walzwerk vollendet werden können. Der
verbesserte Mechanismus zum Ausdehnen der dicken Ringe besteht in einem Dorn, auf
welchen der Ring aufgelegt wird. Zu beiden Seiten des Dorns befinden sich Walzen, und die Oberflächen des
Dorns und der Walzen sind diagonal nach entgegengesetzten Richtungen gefurcht, so
daß rhombenförmige Zahnvorsprünge an ihnen gebildet werden. Die Walzen werden durch
Elementarkraft getrieben und gegen den Ring angedrückt, welcher durch den Druck und
die seitliche Wirkung der Zahnvorsprünge an Walzen und Dorn sowohl im Durchmesser
erweitert als der Länge nach gestreckt wird. Nachdem der Ring auf diese Weise ein
Stück gedehnt worden ist, wird er auf einen anderen Dorn oder nach einem größeren
Durchmesser desselben Dorns geschoben und von Neuem zwischen den Walzen bearbeitet,
oder der dicke Ring wird über einen rotirenden Dorn gelegt und durch eine Walze,
welche sich parallel zur Achse des Ringes fortbewegt, nach Durchmesser und Länge
gestreckt. Bei der letzteren Anordnung müssen Ring und Walze gegen einander
angedrückt werden.
Dieses Verfahren, dicke Ringe zu strecken, zeigt der Verticaldurchschnitt in Fig. 7. Der zu
bearbeitende Ring A ist auf den in den Lagern C ruhenden Dorn B
aufgeschoben, der vermittelst des Muffes B² in
langsame Umdrehung gesetzt wird. Das Eigengewicht des Dorns wird hierbei durch eine
über die Rolle B¹ gelegte, belastete Kette
ausgeglichen. Beim Strecken des Ringes werden die Lager C durch die Säulen D, welche durch ausgesparte
Räume in den Ständern der Maschine hindurch gehen, allmählich gehoben. Die unteren
Enden der Säulen D legen sich auf die Keile E, die an ihrer unteren Fläche eine Verzahnung haben und
vermittelst eines in diese eingreifenden Getriebes F
nach der Richtung des Pfeiles fortbewegt werden. Oberbalb des Ringes A befindet sich die Walze G;
sie steckt lose auf der Achse G¹, die durch die
Nabe des Sectors H gelegt ist, und der letztere greift
mit seiner Verzahnung in eine am Gestell befestigte Zahnstange I. Die Kurbelstange J und
Kurbel K ertheilt der Walze G eine hin- und hergehende Bewegung, und der Sector H, sowie die Zahnstange I
dienen dazu, die Walze G bei ihrer Bewegung in
horizontaler Ebene zu erhalten. Durch den belasteten Hebel L und die Gelenkstangen L' wird der Eingriff
zwischen dem Sector H und der Zahnstange I gesichert. Die Welle der Kurbel K erhält ihre Bewegung von der Betriebswelle M.
Das Strecken der Ringe kann auch durch Hämmern hervorgebracht werden. Dann ruht der
Dorn auf einem Amboß und der auf den Dorn aufgeschobene Ring wird durch einen oder
mehrere Hämmer, die ähnlich wie bei der Ryder'schen
Schmiedemaschine angeordnet sind, bearbeitet, indem er fortwährend um den Dorn
herumgedreht wird.
Zuletzt werden die Ringe auf einem Walzwerk vollendet. Hierbei werden sie in erhitztem Zustande
erhalten, entweder durch Luft, welche vorher in einer gemauerten Kammer erhitzt
worden ist und dann durch einen Ventilator gegen den Ring geblasen wird, oder durch
directe Flammenstrahlen, welche den Ring während des Walzens umspülen.
Tafeln