| Titel: | Die Maschine zum Noppen und Scheren von Damaye und Comp. in Paris; beschrieben von E. Hoyer. |
| Fundstelle: | Band 182, Jahrgang 1866, Nr. XXVIII., S. 91 |
| Download: | XML |
XXVIII.
Die Maschine zum Noppen und Scheren von Damaye und Comp. in Paris; beschrieben von E. Hoyer.
Aus den Mittheilungen des hannoverschen Gewerbevereins,
1866 S. 26.
Mit Abbildungen auf Tab.
II.
Maschine zum Noppen und Scheren von Damaye u. Comp..
Bei der Fabrication der wollenen Gewebe kommt unter dem Namen Noppen eine Operation vor, die den Zweck hat, alle zufällig in das Gewebe
gerathenen fremdartigen Körper, Strohtheilchen, Holzsplitterchen u.s.w., sodann die
hervorragenden Fadenenden, die durch Anknüpfen abgerissener Fäden entstandenen
Knoten u. dgl. m. zu entfernen. Diese Arbeit, die auch wohl das Belesen genannt
wird, ist, ganz besonders für die Tuchmacherei, von großer Wichtigkeit, weil sie auf
das Aussehen und somit den Werth der Waare von großem Einfluß ist, und deßhalb
dreimal vorgenommen werden muß. Zuerst wird das vom Webstuhl kommende Gewebe, der
sogenannte Loden, der Behandlung des Noppens unterworfen
(Fettnoppen). Das zweite Noppen geschieht nach dem
Auswaschen vor dem Walken, und das dritte nach dem auf das Rauhen der gewalkten
Stoffe folgenden Scheren.
Wenn die in Rede stehende Operation durch Handarbeit verrichtet wird, so geschieht
sie auf die Weise, daß drei oder vier Arbeiterinnen (Nopperinnen), neben einander vor einem schrägen Tische sitzend, von
welchem das Zeug herunterhängt, dieses einer genauen Besichtigung unterwerfen und
mit einer Federzange, mit verhältnißmäßig breitem Maule und einer Spitze versehen
(Noppzange, Noppeisen), die in die Augen fallenden
fremdartigen Theile ausstochern und ausziehen gelegentlich auch kleine Löcher durch
Aneinanderschieben der Fäden beseitigen. Man sieht leicht ein, daß auf solche Weise
das Noppen, wenn es gute Erfolge haben soll, große Aufmerksamkeit erfordert und
dadurch langwierig und kostspielig ist, um so mehr als es, wie beim Tuche, dreimal
wiederholt werden muß. Es ist daher sehr erklärlich, daß man sich bestrebte, die
Handarbeit durch viel rascher arbeitende Maschinen oder wenigstens durch dergleichen
Handwerkzeuge zu ersetzen oder zu unterstützen.
Verschiedene Versuche, die nach der einen oder der anderen Richtung schon vor
längerer Zeit gemacht sind, hatten wenigstens in Bezug auf Streichwollstoffe (Tuche)
wenig oder gar keinen Erfolg, entweder weil sie den Zweck nicht vollkommen genug
erreichten oder im anderen Falle dem Stoffe zu sehr schadeten. Es gehören dahin das
Abschleifen mit Bimsstein oder Sandpapier, oder das Ueberwegziehen des Zeuges über
eine Walze, welche mit einem Kratzenbeschlag, wie bei Kratzmaschinen, beschlagen war
und eine der Bewegung des Zeuges entgegengesetzte Drehung hatte. Auch eine Art sehr
grob gehauener Raspeln, die so lang waren als das Zeug breit, und mit der Hand
geführt wurden, hat man versucht. Sowohl die Anwendung von Schleifmitteln als die
der Kratzen ist zu verwerfen. Versucht man die Knoten wegzuschleifen, so drücken
sich diese unfehlbar in das Zeug und lassen sich nur wegnehmen, wenn auch die sie
umgebenden Stellen so weit fortgeschliffen sind, was natürlich kahle, namentlich
durch das Färben sichtbar werdende Stellen veranlaßt. Wendet man einen
Kratzenbeschlag an und setzt voraus, daß die Kratzenhäkchen wirklich den Knoten
fassen, was noch sehr fraglich ist, so werden diese entweder abgerissen oder jene
verbogen, also bald unbrauchbar. Im ersten Falle geht dem Abreißen aber eine
Verlängerung des Fadens voraus und hierdurch entsteht ein Krauswerden des Zeuges und
ein heraushängendes Fadenende, welches wieder zu beseitigen ist. Aehnliche
Verhältnisse liegen in dem Gebrauch der Raspel.
Das einzig richtige Princip liegt, wenn es sich darum handelt, die Knoten zu
beseitigen, was die Hauptsache ist, indem die anderen fremdartigen Theile durch die
Waschungen zum größten Theil wohl entfernt werden, darin, daß man sie mit einem
Instrumente faßt und in demselben Augenblicke abschneidet und nicht abreißt.
Nach dieser Grundidee wurde bereits 1847 eine Noppmaschine gebaut und in Frankreich
patentirt.Description des machines et de procédés
pour lesquels des Brevets d'invention ont éte pris sous le
régime de la loi du 5 Juillet
1844. Paris, t. XIII p. 95. – Polytechn. Journal Bd. CXXXI S. 18. Sie
bestand der Hauptsache nach in einem Werkzeuge, dem Noppkamm, welches aus zwei
Stahlstäben gebildet wurde, die mit einer sehr feinen Verzahnung versehen und wie
Hobeleisen an einem hölzernen oben metallenen Rahmen befestigt waren, der in der
Mitte eine Höhlung hat, um die weggenommenen Knoten durchzulassen. Dieser Kamm wurde
entweder mit der HandSchweizerische
polytechnische Zeitschrift, 1859 S. 49. oder einer einfachen
Maschine auf der Oberfläche des Zeuges hin- und hergeführt.
Nach einer Mittheilung in einem englischen JournalePractical Mechanic's Journal, 1865 p. 270. ist die eben nur kurz
angedeutete Maschine (eine Erfindung des französischen Fabrikanten David, und nicht, wie dieß Blatt angibt, der folgenden
Firma), nachdem die Firma Damaye u. Comp. in Paris Verbesserungen angebracht hat, worauf sie sich in England
ein Patent erworben, in Frankreich sehr viel in Gebrauch, und aus diesem Grunde
folgt hier eine Beschreibung in dieser neuen verbesserten Construction.
Den Haupttheil des Mechanismus bildet das noppende Werkzeug, welches bei der
ursprünglichen David'schen Erfindung aus einer dünnen sägenartig verzahnten Schiene bestand. Die Zahl
der Zähne war verschieden und somit auch ihre Feinheit je nach der Dicke der Stoffe;
zum Noppen von Merino giengen z.B. durchschnittlich 20 auf 1 Centimeter Länge, wobei
sie fast 2 Millimeter tief waren. Die Zähne bildeten dann also eine Reihe sehr
dünner Spitzen, deren Herstellung schwierig und deren Haltbarkeit äußerst gering
war, um so mehr als die Zahnlückenränder scharfe Schneiden seyn müssen. – Bei
der vorliegenden Construction hat man eigentlich nur an diesem Werkzeuge
Verbesserungen angebracht, die auf eine größere Haltbarkeit und leichte Zuschärfung
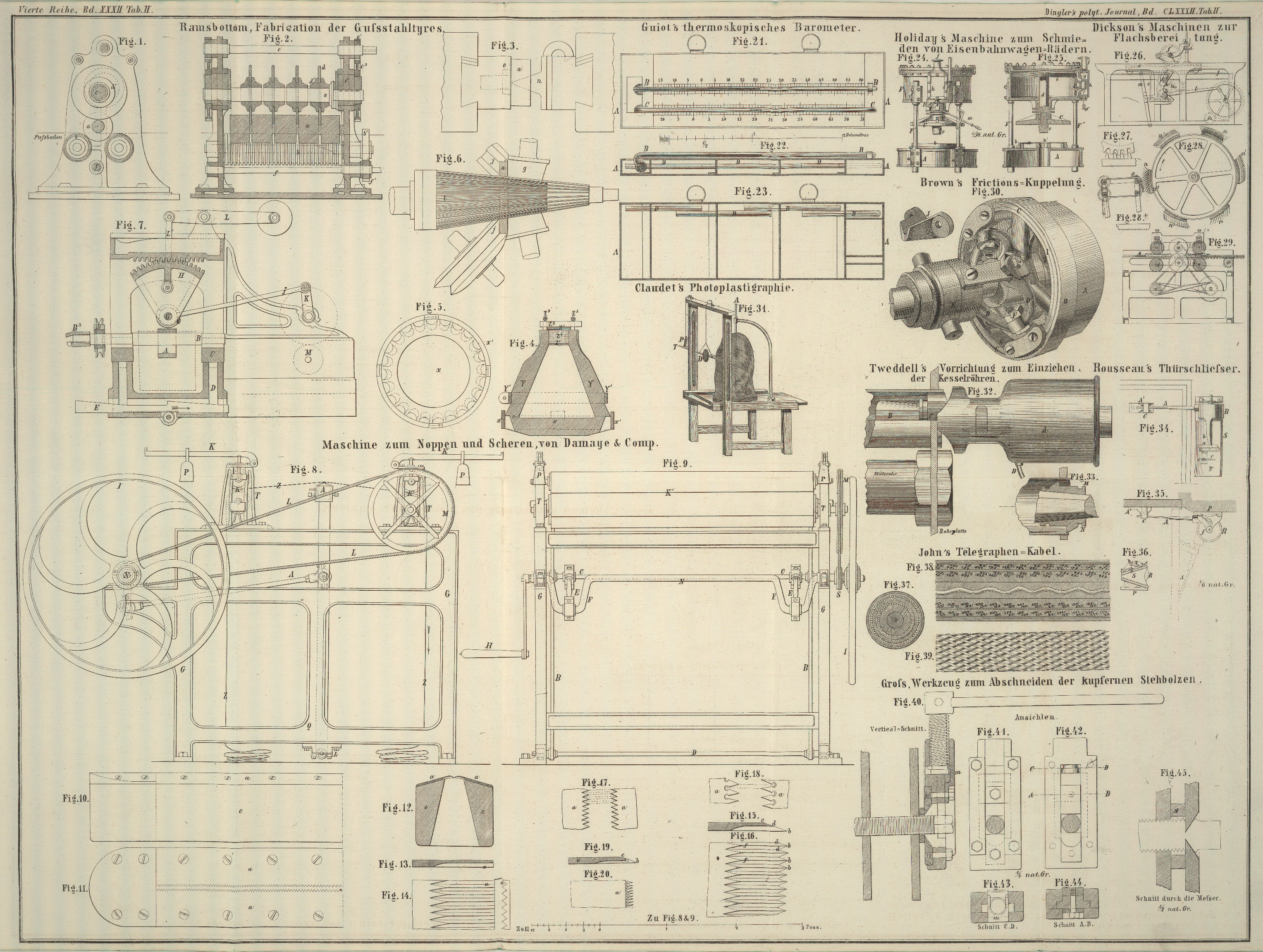
zunächst hinstreben. Wie dieß erreicht ist, geht aus der Betrachtung der Fig. 13, 14, 19, 20 hervor.
Eine Stahlplatte von etwa 3 Millimeter Dicke und 5 Centimeter Breite wird auf der
einen, nachher nach unten zu liegen kommenden Seite auf der Hobelmaschine mit einer
Reihe dreieckiger Furchen a, a versehen, die etwa so
tief sind als die halbe Dicke der Platte (Fig. 13 im Durchschnitt,
Fig. 14
in der Seitenansicht und im Grundriß) und je nach der Stärke des zu noppenden Zeuges
1 bis 2 Millimeter Breite haben. Die so vorgerichtete Platte wird hierauf an der
oberen Seite so abgeschliffen, wie die Linie cb,
Fig. 15,
andeutet. Die angeschliffene Fläche durchschneidet dabei sämmtliche Furchen in der
Länge d, b, und bildet mit den Furchenrippen f, b die scharfen Spitzen b, b,
b, b, Fig.
16, von welchen die Schneiden d, b, d, b als
Kanten der entstandenen
kleinen dreiseitigen Pyramiden auslaufen und in d
zusammenstoßen, wodurch das Ganze die größte Aehnlichkeit mit einem Zahnhobeleisen
erhält. Außerdem soll es noch erforderlich seyn, die scharfen Ecken d, d, welche von den zusammenstehenden Schneidkanten d, b, d, b gebildet werden, durch Ausfeilen etc.
abzustumpfen, wie Fig. 18, 19, 20 angeben, wodurch das Abschneiden der feinen Wollhärchen, welche sich
leicht hineinklemmen, vermieden wird.
Zwei solche Blätter von der Länge der Zeugbreite werden nun mit den Verzahnungen
einander entgegenstehend auf einen Holzklotz aufgeschraubt, wie aus Fig. 10 bis 12 hervorgeht.
Der Holzklotz hat der Länge nach einen Schlitz, der sich nach unten erweitert (Fig. 12,
Durchschnitt) und dazu dient, die von den Blättern fortgenommenen Theile zu
beseitigen, weßhalb er so lang als die Blätter selbst seyn muß. Auch die letzteren
müssen aus gleichem Grunde einen gewissen Abstand von einander haben, der 4 bis 6
Millimeter beträgt. Die Oberfläche des Klotzes ist nach beiden Seiten hin
abgeflacht, weil sie aus nachher anzugebendem Grunde convex. gestaltet seyn muß.
Ueber die Oberfläche dieses Werkzeugs wird das Zeug, welches genoppt werden soll, in
stramm angespanntem Zustande weggezogen, während das Werkzeug selbst eine
oscillirende Bewegung macht. Am zweckmäßigsten dient dazu eine Maschine, obgleich
auch die Führung des Werkzeugs mit der Hand vielerwärts im Gebrauch ist. Eine solche
Maschine ist durch Fig. 8 in der Seiten- und Fig. 9 in der
Vorderansicht dargestellt.
Sie besteht zunächst aus einem rahmenartigen Gestell G,
G, welches durch starke Schrauben mit dem Fußboden verbunden wird. An jeder
Seite des Gestells und zwar unten an dem Querstück Q
befindet sich ein Lager L zur Aufnahme einer Achse D, welche von Lager zu Lager durchgeht und zwei in der
Zeichnung vertical stehende Arme B, B trägt. In einer
Höhe von etwa 0,66 Meter über der Achse D befindet sich
eine zweite Verbindungsstange C, C, welche zur Aufnahme
zweier Zugstangen E, E dient. Diese Zugstangen liegen
mit den anderen Köpfen um die Kurbeln F, F der
gekröpften Welle N, so daß, wenn letztere gedreht wird,
der Rahmen D, B, B, C, C um die untere Achse schwingt.
Oben auf diesem Rahmen liegt, auf geeignete Weise durch Schrauben befestigt, das
Noppwerkzeug A, etwa 1,25 Meter von der Achse D entfernt. Da nun der Durchmesser der Kurbel F circa 0,25 Meter beträgt, so legt A bei jeder Kurbelumdrehung den Weg 1,25/0,66 . 0,25 =
0,47 Met. zurück. Das Noppwerkzeug muß, weil es im Bogen schwingt, oben convex
gekrümmt seyn, damit eine
sanfte, gleichmäßige und stetige Flächenberührung mit dem Zeuge vorhanden ist. Das
Zeug Z wird durch zwei Walzenpaare, welche in die
Lagerböcke T, T auf bekannte Weise eingelegt sind, in
angemessener Spannung und mit entsprechender Geschwindigkeit über den schwingenden
Noppapparat weggeführt. Die Spannung wird auf einfache Weise durch die Pressung
erzeugt, mit welcher die Walzen gegen einander wirken und diese durch Gewichte P, P, welche an Hebeln K, K
hängen, in veränderlicher Größe hervorgebracht. Nur eine, nämlich die untere Walze
des hinteren Walzenpaares, bekommt Drehung, während die anderen zur Reibung
mitgehen, und ihre Geschwindigkeit bestimmt die Geschwindigkeit des Zeuges, die
natürlich kleiner seyn muß, als die die des arbeitenden Apparates. Nach der
Berechnung aus den von der Zeichnung genommenen Dimensionen, wornach der Durchmesser
der Schnurscheibe S, welche auf der Kurbelwelle N sitzt und die Drehung durch die Schnur L, L auf das größere Rad M
vom Durchmesser gleich 0,35 Meter überträgt, 0,08 Meter, derjenige der Walze 0,046
Meter ausmacht, ergeben sich (0,08 . 0,35)/0,046 . 3,14 = 0,19 Meter als
Geschwindigkeit für das Zeug bei einer Kurbelumdrehung. – Die Bewegung des
Ganzen wird entweder durch Menschenkraft oder von einer Maschine aus hervorgebracht,
in welchem ersten Falle eine Handkurbel H auf dem einen
und ein Schwungrad J zur Ausgleichung der
Geschwindigkeit auf dem anderen Ende der Welle G steckt,
im zweiten Falle anstatt der Kurbel eine Riemenscheibe vorhanden ist.
Wenn man auch nicht, wie es in der Natur der Sache liegt, die Geschwindigkeit
beliebig weit treiben kann, so ist doch so viel schon einleuchtend, daß eine sehr
große Zeitersparniß bei Anwendung dieser Maschine eintreten muß. Nur 30 Umdrehungen
pro Minute angenommen, wird eine Tuchlänge von 30 .
0,19 = 5,7, also etwa 6 Meter pro Minute genoppt. In der
englischen Patent-Beschreibung wird die Zeuggeschwindigkeit zu 10 Yards, das
sind 9 Meter, angegeben, was etwa 45 Umdrehungen entspricht, und daher nicht zu hoch
gegriffen ist.
Vorstehend beschriebene Maschine soll auch zum Scheren der Tuche mit Erfolg benutzt
werden können; in diesem Falle ist aber das Einsetzen solcher Blätter nöthig, wie
sie in Fig.
17 gezeichnet sind, weil man von dieser Construction (siehe oben und Fig. 15 und
16) ein
besseres Abscheiden erwarten kann. Außerdem ist dann noch die Stellung der Blätter
gegeneinander abweichend von derjenigen, wie sie das Noppen erfordert. Ist das Noppen die Aufgabe, so steht der Zahnlücke des einen Blattes immer eine Zahnspitze des anderen Blattes gegenüber, wie in Fig. 18 dargestellt ist,
während beim Scheren die Blätter so stehen, wie Fig. 17
angibt, nämlich Zahnspitze gegenüber Zahnspitze.
Endlich soll man bei denjenigen Stoffen, die nur nach einer Richtung geschoren werden dürfen, die Blätter in tangentialer Lage
auf eine sich drehende hölzerne Welle aufschrauben. In diesem Falle möchte es jedoch
fraglich seyn, ob die Arbeit wohl mit derjenigen anderer Schermaschinen concurriren
kann, selbst wenn man auch noch neben dem Schercylinder einen Bürstencylinder, wie
vorgeschlagen wird, anbringt.
Tafeln