| Titel: | Die deutsche Zimmermann'sche Zinkenfräsmaschine und die amerikanische Davenport-Armstrong'sche Zinkenschneidmaschine; von Dr. Rob. Schmidt, Civilingenieur in Berlin. |
| Fundstelle: | Band 188, Jahrgang 1868, Nr. XLIX., S. 169 |
| Download: | XML |
XLIX.
Die deutsche Zimmermann'sche Zinkenfräsmaschine und die amerikanische Davenport-Armstrong'sche Zinkenschneidmaschine; von Dr. Rob. Schmidt, Civilingenieur in
Berlin.
Mit Abbildungen auf Tab.
IV.
Zinkenschneidmaschine; von Dr. Rob. Schmidt, Civilingenieur in Berlin.
Die Verzinkung ist bekanntlich eine derjenigen Eckverbindungen von plattenförmigen
Hölzern, welche zu den solidesten zählt und deßhalb sowohl für kleinere als größere
Holzarbeiten in der Technik eine sehr ausgedehnte Anwendung findet. Obgleich nun die
Herstellung dieser Verbindung durch Handarbeit eine sehr zeitraubende und deßhalb
kostspielige ist, obgleich die Construction von Holzbearbeitungsmaschinen für
verschiedene Zwecke der Technik in den letzten 10 bis 15 Jahren sehr bedeutende
Fortschritte machte, so währte es doch lange, bis man an die Ausführung einer
Maschine für beregten Zweck gieng. Die bekannte Fabrik von Joh. Zimmermann in Chemnitz war unseres Wissens die erste,
welche an die maschinelle Ausführung dieser Verbindung dachte, und bereits im Jahre
1864 die erste Maschine für diesen Zweck baute und sich in mehreren Staaten
patentiren ließ.Wir machten schon im Jahrgang 1865 dieses Journals (Bd. CLXXV S. 3) auf diese Maschine
aufmerksam. Dieselbe Maschine, welche seitdem nur kleine, die Praxis
betreffende Abänderungen erhielt, sind wir jetzt im Stande näher zu beschreiben. Sie
war bekanntlich auch auf der letzten Ausstellung in Paris ausgestellt, und erwarb
sich durch die Genauigkeit, mit der sie arbeitete, viele Anhänger; dort concurrirte
sie übrigens mit drei Maschinen dieser Art. Zwei der letzteren waren aus
Oesterreich, eine aus Amerika eingesandt. Die österreichischen Maschinen fanden
ihrer Unvollkommenheit wegen nur wenig Beachtung, wogegen die amerikanische
MaschineDieselbe ist in diesem Journal Bd. CLXXXVII S. 185 (erstes Februarhest
1868) beschrieben. besonders durch die Schnelligkeit, mit der sie
arbeitete, lebhaftes Aufsehen erregte. Nachdem wir hier die Zimmermann'sche Maschine eingehend beschrieben, werden wir auch auf die
Eigenthümlichkeiten der letzteren Maschine zurückkommen.
Die Zimmermann'sche Maschine gehört nach der Art ihrer
arbeitenden Werkzeuge zu den Fräsmaschinen, und wird daher auch Zinkenfräsmaschine genannt. Im Allgemeinen besteht sie
aus drei horizontal gelagerten, schnell umlaufenden Fräserwellen, welche beim
Arbeiten in verticaler Richtung bewegt werden. Ein daneben angeordneter Tisch nimmt
das zu bearbeitende Holz auf. Zum Fräsen der Zinkenschlitze a, wobei der Tisch in horizontaler Lage sich befindet, besteht die
Fräserform in abgekürzten Kegeln; zum Fräsen der Zinkenzapfen b dagegen, ist die Form derselben cylindrisch und der Tisch wird dazu in
zwei verschiedenen Lagen gestellt.
Textabbildung Bd. 188, S. 170
Für den bequemen praktischen Gebrauch der Maschine kam es darauf an, derselben
außerdem solche Einrichtungen zu geben, welche Verzinkungen von verschiedenen
Dimensionen herzustellen gestatten, und weiter für jede Dimension bequeme Mittel zu
besitzen, um genaue Arbeit zu erhalten.
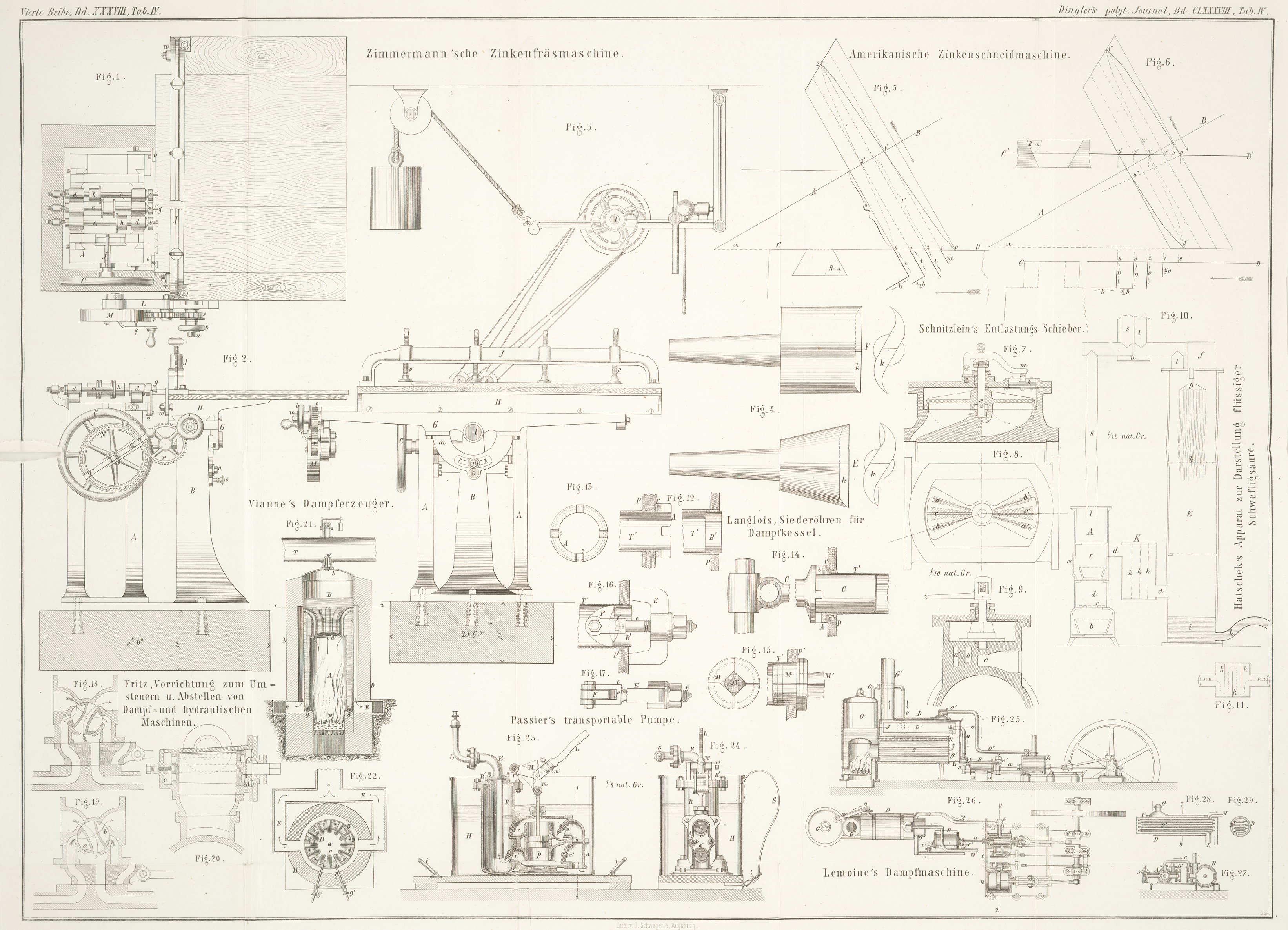
Zur speciellen Beschreibung der Maschine dienen die Figuren 1, 2 und 3, in 1/10 der natürlichen
Größe gezeichnet, von welchen Fig. 1 einen Grundriß,
Fig. 2
eine Vorderansicht und Fig. 3 eine Ansicht der
rechten Seite darstellt.
A ist der Bock für die drei Fräserwellen c, c1, c2; er ist auf der Grundplatte befestigt, welche mit
dem Bock B des Tisches aus einem Stück gegossen ist. Die
Fräserwellen sind in reitstockähnlichen Körpern d
gelagert, welche mit ihren unteren Theilen auf zwei prismatischen Körpern ruhen. Der Reitstock
der mittleren Welle c ist darauf festgemacht, wogegen
die Entfernung der Reitstöcke der Wellen c1 und c2 geändert werden kann; dieß geschieht durch die
Spindel f, welche in den betreffenden Theilen mit
links- und rechtsgängigem Gewinde versehen ist. Das sich nach unten hin
ausdehnende Stück, auf welchem die Reitstöcke stehen, ist supportartig in dem Bock
A in verticaler Richtung bewegbar, und diese
Bewegung, welche durch bekannte Mechanismen vermittelt wird, kann durch das Handrad
C ausgeführt werden. Die Stellen der Fräserwellen,
welche die eigentlichen Fräsen g aufnehmen, sind von
genau gleicher Dimension und jede der Wellen ist mit einem Riemscheibchen h versehen, das von der Vorgelegewelle i aus getrieben wird. Wie dazu die Spannung der drei
Riemen in einfacher Weise regulirt wird, läßt Fig. 3 erkennen.
Die Form zweier Fräsen in natürlicher Größe zeigt Fig. 4. E ist eine solche zum Fräsen von. Schlitzen, und F eine solche zum Fräsen von Zapfen. Man erkennt aus der
Zeichnung den S förmigen Querschnitt einer jeden Fräse,
und wie auch die Endflächen k derselben zu Schneiden
gestaltet sind, um hier keine Reibung zu erzeugen.
Der schon erwähnte Bock B des Tisches nimmt zunächst das
um den Zapfen I drehbare Stück G auf. Dasselbe ist in
seinem unteren Theile mit einem Bogen m versehen, der
dazu dient, diesen Theil mittelst der Mutter n in drei
Lagen in leichter Weise zu fixiren. Für die horizontale Lage von G dient dazu als Hülfsstück der Bolzen o, für die zwei entgegengesetzt geneigten Lagen dienen
die Endpunkte des Schlitzes in den Bogen, welche sich an den festen Bolzen der
Mutter n legen. Das Stück G
ist in seiner oberen Längenausdehnung schwalbenschwanzförmig gestaltet, und nimmt
damit supportartig den eigentlichen Tisch H auf. Die
Fläche desselben ist mit Holz bekleidet, und der mit demselben fest verbundene Bügel
J dient dazu, mittelst der Preßschraube p das zu bearbeitende Holz auf demselben zu
befestigen.
Die relative Bewegung des Tisches H zu seiner Bahn und
somit auch zu den Fräserwellen geschieht wie gewöhnlich durch Schraubenspindel; doch
sind zwei Mittel angebracht, um gewisse Bewegungen meßbar darzustellen. Einerseits
ist nämlich das Stück G mit einem nach der linken Seite
(Fig. 1
und 2) abwärts
gehenden Arme L verbunden, mit dem ein Theilring M in feste Verbindung gebracht ist. Centrisch mit diesem
ist ein Stirnrad N angeordnet, welches durch die Kurbel
q gedreht werden kann. Der Kurbelarm wird durch eine
Feder beständig nach auswärts, die Verlängerung q′ desselben also nach einwärts oder gegen den Rand des Theilringes
gedrückt. An einer Stelle q′ des letzteren befindet sich nun
eine Vertiefung, in welche dieses Ende der Kurbel also bei jeder Umdrehung derselben
einschlagen, mit anderen Worten jede Umdrehung der Kurbel
markiren wird. Das Stirnrad N greift in das Wechselrad r, und dieses in
das auf der in Rede stehenden Schraubenspindel sitzende Stirnrädchen s. Durch diese Combination wird vermittelt, daß man für
einen bestimmten Weg des Tisches die nöthige Anzahl der Kurbelumgänge bestimmen
kann. — Andererseits ist auf der Schraubenspindel das Wursträdchen t, welches mit einem Zeiger in fester Verbindung steht,
undrehbar angeordnet, und durch Lösen der Schraubenmutter u kann das Stirnrädchen s, das mit einer
Theilscheibe in fester Verbindung steht, drehbar auf seiner Welle gemacht werden, so
daß dadurch die Schraubenspindel außer Verbindung mit den Rädern s, r und N gebracht wird. Auch durch diese Vorrichtung läßt sich
ein bestimmter Weg des Tisches durch die Anzahl Theile ausdrücken, welche der Zeiger
an der Theilscheibe durchläuft.
Die Bewegung des Tisches durch die Kurbel kommt zur Anwendung, um demselben, wenn
mittelst der drei Fräser drei Stellen durchgefräst sind, die richtige Stellung zum
Fräsen der nächstfolgenden Ausschnitte zu geben; die Bewegung desselben durch das
Wursträdchen, um dem Tisch, unabhängig von der anderen Vorrichtung, beim Anfangen
des Fräsens der Zinkenzapfen nach der zweiten Richtung, die richtige Stellung zu
geben. Praktisch sind diese Manipulationen bei der Zimmermann'schen Maschine dadurch gemacht, daß derselben einerseits eine
Tabelle beigegeben wird, welche für die verschiedenen Dimensionsverhältnisse die
Anzahl der Umdrehungen der Kurbel und die der Theile der Theilscheibe angibt;
andererseits für jedes Dimensionsverhältniß zwei Lehren bestehen, durch welche zum
Fräsen der Schlitze (Lehre Nr. 1) und Zapfen (Lehre Nr. 2) die Fräserwellen in
richtige Entfernung gebracht werden können; endlich, daß für jedes
Dimensionsverhältniß zwei Fräser von entsprechenden Dimensionen bestehen. Die
Dimensionen der Fräser zum Ausarbeiten der Zinkenschlitze entsprechen genau den
Dimensionen der Schlitze selbst. Jeder Maschine werden, wenn es nicht besonders
anders verlangt wird, die nöthigen Lehren, Fräser und Tabelle für drei verschiedene
Dimensionsverhältnisse beigegeben. Einiger anderen kleinen praktischen Hülfsmittel
werden wir noch im Nachfolgenden zu erwähnen haben, wo wir specieller die
Manipulationen erwähnen wollen, um Hölzer, welche alle gleiche Dimensionen haben,
mit der Maschine zu bearbeiten. Wir bemerken zuvor nur noch, daß die erwähnten
Lehren hufeisenförmig und so gestaltet sind, daß ihre Schenkel genau auf den
mittleren Fräskopf der Welle c passen. Die
Verschiedenheit dieser Lehren liegt in der Schenkelbreite, und können durch diese die
Fräserwellen c1 und c2 in richtige
Entfernung zu der Welle c gebracht werden, indem man
darnach sieht, daß die zwei anderen Fräsköpfe die Schenkel der Lehren eben berühren,
nachdem sie auf den mittleren Fräskopf gesetzt sind.
In Fig.
1–3 ist ein Bret auf den Tisch gespannt, das mit Zinkenschlitzen versehen
werden soll; der Tisch befindet sich dazu in horizontaler Lage. Um die Tiefe der
Zinkenschlitze bestimmen zu können, welche von der Bretstärke abhängig ist, befinden
sich an dem Bock A der Fräsmaschine zwei verstellbare
Anschläge v, bei welchen die eigentlichen Anschlagkörper
für das Fräsen selbst abwärts gedreht werden können. Die Lage des Bretes nach der
anderen Richtung wird dadurch bestimmt, daß der erste Schlitz 1 in passender
Entfernung von dem Ende des Bretes zu liegen kommt; damit aber für alle nächst zu
fräsenden Breter mit Leichtigkeit dasselbe Verhältniß erreicht werden kann, sind an
dem Tisch H noch zwei verschiebbare Anschläge w angeordnet, die fest gestellt werden können.
Vor dem Fräsen befinden sich die Fräser immer über dem Bret, und man fräst, indem man
dieselben mittelst des Handrades C abwärts bewegt.
Nachdem durchgefräst ist, werden die Fräserwellen wieder gehoben, und darnach das
auf dem Tisch lagernde Bret zu einem neuen Schnitt vorgestellt; dieß geschieht in
einfacher Weise durch Drehung der Kurbel q, und die
Tabelle gibt an, wie oft dieselbe für das vorliegende Dimensionsverhältniß
umzudrehen ist.
Für das Fräsen der Breter, welche mit Zinkenzapfen versehen werden sollen, kommen die
cylindrischen Fräser zur Anwendung, und auch die Achsen der Fräser werden näher
aneinander gestellt, was wieder durch Lehre Nr. 2 in schneller Weise geschehen kann.
Die Lage der Anschläge v bleibt ungeändert, wenn, wie in
den meisten Fällen, die Schlitz- und Zapfenbreter gleiche Stärke haben. Die
Lage der Anschläge w ist dahin zu ändern, daß, wenn der
erste Zu fräsende Zapfen in den ersten Schlitz 1 der anderen Breter gesteckt würde,
die nächstliegenden Kanten beider Breter bündig zu liegen kämen. Durch verticales
Hinabbewegen der cylindrischen Werkzeuge fräst man nun zunächst alle Breter nach der
dachförmigen Richtung, welche der nach links geneigten Lage (Fig. 3) des Tisches
entspricht. Die Zahl der Umdrehungen, welche man hierbei der Kurbel q zu geben hat, um immer drei neue Stellen den Fräsern
in richtiger Entfernung zuzuführen, wird auch hier durch die Tabelle bestimmt. Bevor
nun aber zum Fräsen nach der anderen Richtung geschritten wird, wozu der Tisch die
nach rechts geneigte Lage (Fig. 3) erhalten muß, ist
demselben auf dem Lagerkörper G erst die richtige Stellung zu geben,
damit die Zapfen in die Schlitze passen. Dieß geschieht mit Hülfe des an dem
Wursträdchen sitzenden Zeigers, der mit s verbundenen
Theilscheibe und der Tabelle, welche angibt, um wie viel Theile für das vorliegende
Dimensionsverhältniß die Spindel zu drehen ist. Durch Lösen der Mutter u wird dabei, wie bereits erwähnt, das Rädchen s drehbar auf seiner Welle gemacht, bleibt also im
unveränderten Zusammenhang mit den zwei anderen Rädern.
Die Leistungen der Maschine bei vollkommen exacter Arbeit sind folgende: sie fräst in
einer Minute drei Schlitze, und in drei Minuten drei Zinkenzapfen. Für die Massenproduction
empfiehlt es sich, um den Zeitverlust für das Wechseln der Werkzeuge und das Umlegen
des Tisches zu vermeiden, zwei solche Maschinen, eine für das Fräser der Schlitze,
die andere für das der Zapfen, in Betrieb zu setzen. Eine Maschine der von uns
beschriebenen Art kostet 500 Thaler. Die Fräser der Maschine können nach den
gemachten Erfahrungen lange Zeit benutzt werden, und kostet die Nachlieferung eines solchen 1 1/6 Thaler.Bemerken wollen wir an dieser Stelle noch beiläufig, daß der Fabrik von Kummer und Käßner in
Chemnitz die Anfertigung von Zinkenfräsmaschinen nach dem Zimmermann'schen Princip nachträglich von der
kgl. sächsischen Regierung untersagt ist.
Wir kommen nun zu einigen Bemerkungen über die amerikanische
Zinkenschneidmaschine; dieselben sollen einerseits die in diesem Journal
nach dem Engineer gegebene Beschreibung der letzten
Maschine in manchen Beziehungen ergänzen und berichtigen, andererseits auf die
Eigenthümlichkeiten dieser Maschine hinweisen, welche zeigen werden, wo die
Anwendung der amerikanischen Maschine am Platze seyn möchte und wo nicht. Zu diesen
Untersuchungen wollen wir uns der rein geometrischen Darstellung bedienen und nur
die Hauptmomente in Erwähnung ziehen.
Nach der Beschreibung der Maschine hat für das Schneiden der Zinkenschlitze die Achse
des die Säge aufnehmenden Umdrehungskörpers horizontale Lage, und bildet mit der
Kante des zu bearbeitenden Bretes einen spitzen Winkel. Es sey Fig. 5 ein Grundriß; die
Linie A B die eine jener Achsen, und C D die Kante des zu bearbeitenden Bretes, welche mit
jener Achse in einer Ebene liegt und den Winkel α mit ihr bildet. Jener
Umdrehungskörper muß hier ein abgekürzter Kegel seyn. Ist s die Seite des abgekürzten Kegels, so ist die Höhe desselben s cos α. Auf dem Mantel des Kegels denke man
einen Gang einer
Spirallinie erzeugt, und erzeuge weiter mittelst dieser eine Spiralfläche durch eine
Linie, welche normal auf die Achse des Kegels gedacht wird. Nach dieser Spiralfläche
wird man die Fläche der Säge zu gestalten haben. Die eine Hälfte der Peripherie
derselben ist nach der Beschreibung mit Sägezähnen versehen, die sich von dem
Anfangspunkte 0 mehr und mehr von der Achse entfernen, wogegen die andere Hälfte
derselben so gestaltet seyn muß, daß sie bei weiterer Drehung des Kegels den
tiefsten Punkt des gemachten Schnittes berührt. Der Punkt 0 des Bretes muß dabei der
Bewegung der Sägefläche folgen, und während einer Umdrehung des Kegels offenbar den
Weg s machen. Beginnt die Sägefläche auf dem Kegel im
Punkte 0, und bezeichnet t die tiefste Einschneidung der
Säge, so hat sie nach ¼ Umdrehung den Schnitt ½t gemacht, während dabei der Punkt 0 des Bretes und der Punkt 1′
des Kegels nach 1 gekommen sind. Ist Punkt 0 des Bretes und der Punkt 2′ des
Kegels nach 2 gekommen, so ist bereits der Einschnitt t
gemacht. Für die zweite Hälfte der Umdrehung des Kegels schneidet bekanntlich diese
Sägefläche nach derselben Richtung nicht mehr, sie durchstreift nur den gemachten
Schnitt. Bei Bewegung des Bretes von den Punkten 2 bis 4 und Umdrehung des Kegels
von den Punkten 2′ bis 4 bleibt die Tiefe t des
Sägeschnittes ungeändert, und es folgt leicht, daß die Peripherie dieses Theiles so
zu gestalten ist, daß r + t
ihr größter, ρ + t ihr kleinster Halbmesser ist.
Es folgt auch leicht, daß bei weiterer Fortbewegung des Bretes und Umdrehung des
Kegels in ersterem weitere Einschnitte von der Tiefe t
und in der Entfernung s sich bilden werden. Schnitte mit
entgegengesetzter Richtung werden von einer zweiten Scheibe ausgeführt werden
können, deren Achse mit der Linie C D den Winkel 2 R — α bildet.
Das Ausschneiden der Zinkenzapfen geschieht nach der Beschreibung mittelst derselben
zwei Sägescheiben und desselben Mechanismus zur Längenbewegung des Bretes; die
Scheiben werden hierbei nur so gestellt, daß sie einen spitzen Winkel mit der
Horizontalen bilden. — Es sey wiederum Fig. 6 der Aufriß einer
unserer Scheiben, die Achse A B derselben parallel der
Projectionsebene gedacht; dieselbe bildet dann mit der Horizontalen den Winkel
α. Die Hauptsägeschnitte müssen hier möglichst senkrecht auf die Kante des
Bretes stehen, sie müssen also in einer Gegend der Scheibe erzeugt werden, wo die
Erzeugungslinie der Spiralfläche möglichst normal auf der Projectionsebene steht. In
der Zeichnung ist diese Gegend durch die Linie A B
gegeben, und wir haben die Projection des Bretes in der Linie C′ D′ angenommen. Die früheren
Theilpunkte des Bretes stellen sich in dieser Ansicht in den Punkten 0′, 1′,
2′, 3′, und 4′ dar, und die Spirallinie auf dem Kegel durch die
Linie 0′ 1″ 2″ 3″ 4″. Bei flüchtiger Betrachtung
erkennt man, daß bei der jetzt angenommenen Lage der Sägescheibe in dem Brete
Einschnitte gemacht werden können, welche nahe rechtwinkelig zur Kante desselben
stehen, und wenn eine Dicke des Bretes vorausgesetzt wird, mit der Horizontalen
einen Winkel bilden, der nahe dem Tangentenwinkel β der Spiralfläche
entspricht. Der hier gezeichnete Grundriß, mit der Linie C
D, läßt auch wie in Fig. 5 die hier sich
bildenden Einschnitte erkennen. — Bei schärferer Betrachtung findet sich
jedoch, daß die Sägescheibe, welche zum Schneiden der Schlitze nach Fig. 5 richtig gestaltet
war, für das Schneiden der Zinkenzapfen, geometrisch betrachtet, mehrere
Unrichtigkeiten enthält. Zunächst nämlich findet sich, daß bei dieser Lage der
Scheibe dieselbe früher eine Umdrehung macht, als das Bret den Weg s zurücklegt, also die Wege der Punkte der Peripherie
nicht genau mit den Wegen der Punkte des Bretes übereinstimmen. Ferner steht nur ein
Flächentheil der Spiralfläche, nämlich der, welcher durch den Punkt 2′
projectirt wird, wirklich normal auf der Kante C D des
Bretes, und die Tangentenwinkel in den verschiedenen Punkten der Linie C D ändern sich. Die zweite Hälfte der Peripherie der
Sägescheibe anlangend, so mußte dieselbe im ersten Falle von dem Halbmesser r + t bis zu dem ρ +
t abnehmen; hier müßte dieselbe aber gegentheils
zunehmen. Endlich bleibt aber auch noch zu berücksichtigen, daß in Wirklichkeit die
Achse A B mit der Horizontalen nicht den Winkel
ρ, sondern einen kleineren Winkel bilden muß, damit der mittlere
Tangentenwinkel gleich dem Winkel R — ρ
werde, unter welchem die spitzen Winkel der Zapfen geschnitten werden müssen. Mit
Hülfe des Mechanismus, welcher zum Umstellen der Scheiben dargeboten wird, kann aber
die richtige Lage derselben für das Schneiden der Zapfen nur erhalten werden, indem
man sie so stellt, daß ihre Achsen auch mit der durch die Kante C D gelegten verticalen Ebene einen spitzen Winkel
bilden. Dieß veranlaßt, daß bei richtiger Stellung unserer Sägescheibe, Fig. 6, kein
Flächentheil besteht, der mit einer Linie zusammenfällt, welche senkrecht zur Kante
C D des Bretes steht. — Aus den gemachten
Betrachtungen folgt, daß wenn die Sägefläche für das Schneiden der Zinkenschlitze
richtig geformt wird, dieselbe für das Schneiden der Zinkenzapfen, geometrisch
betrachtet, mehrere Unrichtigkeiten erhält, welche sich in der Praxis dadurch äußern
werden, daß einerseits die Arbeit nicht genau ausfällt und andererseits ein Klemmen
der Sägen eintreten wird. Natürlich können diese Uebelstände auf ein Minimum
gebracht werden, und dieß wird erreicht, wenn man den Winkel α möglichst
klein und die Ganghöhe der Spirale ebenfalls möglichst klein macht; außerdem in praktischer Beziehung
die Sägen so schärft, daß ihr Schnitt stärker als die Blattstärke wird.
Wir kommen nun zu den Sägetheilen, welche die Querschnitte zu machen haben; sie
hängen mit den bereits erwähnten zweiten Theilen (2′3′4 Fig. 5 und
2″3″4″ Fig. 6) der Sägescheiben
zusammen, sind mit den Hauptflächen derselben möglichst exact im Winkel gebogen, und
verbreitern sich, mit der Breite 0 beginnend, allmählich. Die richtige Form der
Querschnitte bei Herstellung der Zinkenzapfen verlangt, daß jener Winkel ein rechter
sey, die der Zinkenschlitze dagegen, daß derselbe die Größe R — α habe. Sollen, wie dieß bei der amerikanischen Maschine
der Fall ist, durch dieselben zwei Sägescheiben Zapfen und Schlitze geschnitten
werden, so muß entweder für jenen Winkel ein Mittelwerth genommen, oder die
Genauigkeit des einen Querschnittes auf Kosten des anderen ganz geopfert werden. Der
Erfinder hat wahrscheinlich in Anbetracht dessen, daß das Umbiegen und Schärfen der
Quersägen, wenn sie unter spitzem Winkel zu den Hauptflächen stehen, mit größeren
Schwierigkeiten verbunden ist, und daß bei den Zapfenstücken die Ungenauigkeit noch
schärfer als bei den Schlitzstücken hervortreten würde, die Biegung der Blätter
unter spitzem Winkel ganz aufgegeben: er hat die Quersägen unter rechtem Winkel
gegen die Hauptsägeflächen gestellt. Bezeichnen wir für Fig. 5 und 6 die größte Breite der
Quersägen mit b, so stellen sich dieselben bei den
Punkten 3 und 4 wie daselbst gezeichnet dar, und das Fehlerhafte der Querschnitte in
Fig. 5
nimmt auch hier ab, wenn der Winkel α kleiner wird. Zwischen 20° bis
25° möchten die kleinsten zulässigen Werthe von α liegen, und die
Querschnitte in Fig.
5 bilden dann denselben Winkel mit der Linie C
D. Bei Maschinen, welche, wie die auf der Industrie-Ausstellung zu
Paris dargebotene, dazu bestimmt sind, diese Eckverbindung für kleine Dimensionen
herzustellen (wozu b nicht groß seyn darf), wird der in
Rede stehende Fehler dem flüchtigen Beschauer weniger in die Augen springen, zumal
wenn, wie das in Paris vielleicht absichtlich geschah, die Gegend der Querschnitte
durch eine dicke Reißnadel vorgerissen wird. Bei größeren Dimensionen tritt der in
Rede stehende Fehler der Maschine jedoch ganz bedeutend hervor, und als Resultat der
sämmtlichen Fehler in der Maschine nehmen die Zinkenschlitze etwa beistehende Form
an.
Textabbildung Bd. 188, S. 178
Aus dem hier und weiter oben Gesagten dürfte zur Genüge hervorgehen, daß die
amerikanische Maschine in der Praxis nur da Anwendung finden möchte, wo es auf
Genauigkeit der Arbeit nicht ankommt, also etwa bei der Massenproduction von
ordinären Kisten. Auch bleibt noch zu erwähnen, daß die Instandhaltung der Maschine,
besonders der Sägesegmente, nicht ohne Schwierigkeit und Kosten geschehen dürfte.
Der schlimmste Punkt der Sägen ist die Uebergangsstelle, wo Langsäge und Quersäge
zusammentreffen. Das Segment der ersteren muß immer genau richtige Größe haben, und
das Segment der zweiten beim Schärfen deßhalb äußerst vorsichtig behandelt werden,
weil beim Verschwinden der ersten Zähne das Segment
selbst zu verwerfen ist. Der Preis der amerikanischen Maschine beträgt circa 600 Thaler.
Nachtrag. Nachdem ich diese Abhandlung bereits an die
Redaction dieser Zeitschrift abgesandt hatte, geht mir von betreffender Stelle die
Mittheilung zu, daß es neuerdings dem Hrn. Zimmermann in
Chemnitz durch vielfältige Versuche gelungen ist, seine Zinkenfräsmaschine derartig
zu verbessern, daß sie jetzt beinahe das Zehnfache von
dem leistet, was wir oben als Productionskraft derselben angegeben haben. Dieses
Resultat wird in der Hauptsache durch Anwendung von Fräsen erzielt, welche mit mehr als zwei Schneiden versehen sind. Die Zimmermann'sche Zinkenfräsmaschine möchte nun auch in
Bezug auf Productionskraft mit der amerikanischen concurriren können, diese aber,
welche, wie wir oben gezeigt haben, mit vielen theoretischen Fehlern behaftet ist,
in Bezug auf genaue Arbeit um ein Bedeutendes
übertreffen.
Tafeln