| Titel: | Notizen aus der Wiener Weltausstellung 1873; mitgetheilt vom Docenten Johann Zeman. |
| Autor: | Prof. Johann Zeman [GND] |
| Fundstelle: | Band 209, Jahrgang 1873, Nr. I., S. 1 |
| Download: | XML |
I.
Notizen aus der Wiener Weltausstellung 1873;
mitgetheilt vom Docenten Johann Zeman.
Mit Abbildungen auf Tab.
I.
(Fortsetzung von S. 418 des vorhergehenden
Heftes.)
Zeman, Notizen aus der Wiener Weltausstellung.
8. C. William Siemens' Rotator für
directe Darstellung des Eisens und des Stahles aus den Erzen. (Figur 1 bis
3.)
Endlich scheint das Problem der directen Darstellung von Eisen und Stahl aus den
Erzen eine nach jeder Richtung hin vielversprechende Lösung gefunden zu haben. In
der englischen Abtheilung (Industriepalast, Gallerie 2 B) finden sich Proben von direct aus Erzen erzeugtem Gußstahl und
Schmiedeeisen, welche der rühmlichst bekannte Ingenieur C. William Siemens in London, der Erfinder der
Regenerativ-Gasöfen etc., nebst Modellen verschiedener Oefen, insbesondere
des bei dem neuen Verfahren angewendeten Rotationsherdes oder Rotators zur
Ausstellung brachte.
Ich beschränke mich hier auf eine kurze Ausstellungsnotiz, indem eine maßgebende
fachmännische Würdigung des neuen Processes als Fortsetzung der kürzlich im
polytechn. Journal Bd. CCVII S. 387 und Bd. CCVIII S. 218 mitgetheilten Abhandlung
von P. Tunner gewiß bald zu erwarten steht.
Das von Siemens eingeschlagene Verfahren besteht in einem
Zusammenschmelzen der Erze mit schlackenbildendem Zuschlag, Reduciren der Erze durch
innig eingemengtes Kohlenklein, Trennung der Schlacke vom Eisen bei hoher
Temperatur; alles dieß in einem rotirenden Herde, dem Rotator, in welchem die
nothwendige Temperatur durch die allgemein bekannten Regenerativ-Gasöfen
erzielt wird.
Der Siemens-Rotator ist in Figur 1 bis 3 in
verschiedenen Ansichten skizzirt.
Der rotirende Herd ist aus Eisenblech zusammengenietet und mit einer nahezu 200
Millimeter dicken Bauxitschichte ausgefüttert. Derselbe erhält von einer
Vorgelegewelle durch Zahnräder oder Schraube und Schneckenrad eine langsame
Umdrehung von 4 bis 5 Touren pro Stunde, oder wenn die
größere Geschwindigkeit während der Reductionsperiode erforderlich ist, 60 bis 80
Umdrehungen in der Stunde. Der Durchmesser der cylindrischen Trommel mißt circa 2,300 Meter, die Länge des Rotators 2,750
Meter.
Die beiden Enden des horizontal auf 4 Rollen sich umdrehenden Rotators sind
kegelförmig verjüngt. Die hintere Oeffnung communicirt mit den Regeneratoren und mit
dem Abzugscanal der Verbrennungsproducte, welcher zum Schornstein führt. Die vordere
oder Arbeitsseite ist mit einer Thür abgeschlossen. Außerdem findet sich hier das
Abstichloch für die Schlacke, eventuell für den flüssigen Stahl.
Wie aus den Skizzen zu entnehmen ist, sind die Züge unmittelbar hinter dem Notator
für die Zuleitung der Feuergase und die Ableitung der Verbrennungsproducte nur durch
eine dünne Wand geschieden. Behufs gleichförmiger Erhitzung des Herdes ist die
Einflußgeschwindigkeit der Gase aus den Regeneratoren so gewählt, daß dieselben bis
gegen die Thür vorn anschlagen und dann umkehrend ihren Weg zum Schornstein
nehmen.
Der Verlauf des Siemens-Processes ist
folgender:
Die zur Verschmelzung kommenden Erze werden zu Erbsen- oder Bohnengröße
gepocht, mit Kalk oder dem entsprechenden Zuschlag in solcher Menge aufgegeben, daß
eine dünnflüssige, wenig eisenhaltige basische Schlacke entsteht.
Nach genügendem Vorwärmen des rotirenden Herdes wird derselbe bei langsamer Umdrehung
mit der Charge von 20 Centner Erz beschickt. Die Beschickung ist nach etwa 40
Minuten zur hellen Rothgluth erhitzt, worauf 5 bis 6 Centner gleichförmig gemahlenes
Kohlenklein zugesetzt und der Rotator mit der größeren Geschwindigkeit in Gang
gesetzt wird, um die gleichmäßige Vermengung des Erzes mit Kohle zu beschleunigen.
In Folge der unmittelbar eintretenden Reaction bildet sich Eisen, von welchem die
entstehende flüssige Schlacke sich abscheidet. Der Rotator wird nun wieder mit
verminderter Tourenzahl umgedreht, um die Masse in: Herde gehörig umzuwenden und
stets frische Partien derselben den erhitzten Wandflächen und den Verbrennungsgasen
zuzukehren.
Während der Reductionsperiode wird nur atmosphärische Luft aus dem Regenerator in den
Herd zu dem Erz- und Kohlengemenge zugelassen, um die vollständige
Verbrennung des sich bildenden Kohlenoxydes noch im Inneren des Rotators zu bewirken. Die Klappe des
Gasregenerators bleibt vollkommen oder nahezu vollständig während der Dauer dieser
Periode verschlossen.
Ist die Reduction des Eisenerzes dergestalt fast beendet, so hält man den Rotator mit
dem Abstichloch nach abwärts ein und läßt die Schlacke ab. Hierauf läßt man den
Rotator neuerdings mit der größeren Umdrehungsgeschwindigkeit gehen, um die
Eisentheilchen zu sammeln und je nach der Zahl der Abtheilungsringe in der
Futterwandung in zwei oder drei Luppen zusammenzubringen.
Diese Eisenluppen werden nach dem Ausziehen aus dem Rotator wie gewöhnliche
gepuddelte Luppen gezängt. Der Herd aber ist nach neuerlichem Schlackenabstich für
eine frische Charge bereit. Da die Chargendauer kaum 2 Stunden währt, so kann man in
24 Arbeitsstunden unter Annahme eines Ausbringens von 10 Centner Eisen pro Charge eine Production von 5 Tonnen Eisen pro
Rotator rechnen.
Beabsichtigt man Gußstahl zu erzeugen, so wird am zweckmäßigsten der gewonnene
glühende Eisenballen direct in einen separaten Stahlschmelzofen übergeführt und hier
mit der erforderlichen Menge von Spiegeleisen versetzt. Es läßt sich aber auch im
Rotator selbst diese Manipulation vornehmen.
Indem ich bezüglich der ganzen Entwicklungsgeschichte des Siemens-Processes und der eingehenden theoretischen
Auseinandersetzungen auf den vom Erfinder am 30. April d. J. vor dem Iron and Steel Institute in London gehaltenen
VortragOn the manufacture of iron and steel by direct
process. welcher mir freundlichst auf Ansuchen gedruckt eingesendet wurde, verweise,
will ich noch zum Schlusse die interessanten vergleichenden Daten über
Kohlenverbrauch bei den verschiedenen Verfahren der Eisenbereitung anführen, welche
von Gordon auf Veranlassung des Hrn. Siemens zusammengestellt wurden.
Zweckmäßig ist es vorauszuschicken, daß nach Siemens der
theoretische Bedarf an Kohle für eine Tonne Eisen 8
und für eine Tonne Stahl 11 Centner beträgt. Den Brennstoff-Aufwand bei
seinem directen Eisenverfahren schätzt Siemens –
da genaue Messungen des Consumes in den Gasgeneratoren noch nicht ausgeführt wurden
– auf 25 beziehentlich 40 Centner gewöhnlicher Kohle pro 1 Tonne Eisen
respective Gußstahl.
Vergleichende Daten über
Brennstoffaufwand für 1 Tonne Eisen.
A. Mittlerer
Holzkohlenverbrauch (respect. Holzaufwand
Bei Annahme von 30 Procent Ausbringen in Tonnen pro Tonne direct erzeugtes Eisen bei den Rennarbeiten in
1) Indien
6,58 Holzkohlen oder
21,9 Holz
2) Catalonia
2,87 „
„
9,6 „
3) Siegen
4,40 „
„
14,7 „
4) Steyermark und Kärnthen
2,89 „
„
9,6 „
5) Stücköfen
4,00 „
„
13,3 „
6) Chenot's
MethodePercy: Eisenhüttenkunde, Bd. II S.
582.
2,78 „
„
9,3 „
7) Siemens'
Rotator
– „
„
2,0 „
B. Mittlerer
Holzkohlenverbrauch beim Hohofen- und Puddelproceß (Verhältnisse
wie oben) in
8) Steyermark und Kärnthen
1,61 Holzkohlen oder
5,4 Holz
9) Rhein
1,91 „
„
6,4 „
10) Norwegen
2,43 „
„
8,1 „
11) Schweden
2,21 „
„
7,4 „
C. Mittlerer
Kohlenverbrauch in Tonnen für jede Tonne beim
Hohofen- und Puddelproceß erzeugten Eisens in
Schlesien
3,75 Tonnen Kohle
Belgien
3,28
„
„
Frankreich
3,29
„
„
Schottland
3,72
„
„
Cleveland
2,99
„
„
Staffordshire
4,27
„
„
Südwales (Dowlais)
2,33
„
„
Dagegen im Siemens-Rotator
1,25
„
„
Berücksichtigt man neben der erreichbaren Kohlenökonomie die Leichtigkeit in der
Manipulation des neuen Processes, bei welchem auch das Eisen nahezu frei von
Schwefel bleibt, selbst wenn die Beschickung stark schwefelhaltig ist, ebenso
der eventuelle Phosphorgehalt ansehnlich herabgebracht wird, so ist nur zu
wünschen, daß eine ausgedehnte Aufnahme und Durchbildung des Siemens-Processes von der Wiener
Weltausstellung her datiren möge.
9. Werkzeugmaschinen, ausgestellt durch
die Chemnitzer Werkzeugmaschinenfabrik (vormals Joh. Zimmermann) in Chemnitz
(Sachsen).
Chemnitz bethätigt durch die reichhaltige Beschickung der Wiener Weltausstellung aufs
Neue den alten Ruf seines Gewerbfleißes und der hervorragenden Leistungsfähigkeit
seiner Maschinenfabriken, welche speciell auf dem Gebiete der Werkzeugmaschinen und
der Textilmaschinen über die Grenzen des Reiches hinaus lohnenden Absatz sich
verschafften.
Es rechtfertigt sich daher, den Chemnitzer Ausstellungsmaschinen besondere
Aufmerksamkeit zu widmen, obwohl ich heute nur mit einer kurzen Uebersicht über die
von der Chemnitzer Werkzeugmaschinenfabrik (vormals
Johann Zimmermann) ausgestellten Maschinen für Eisen und
Holz beginnen kann, unter dem Vorbehalte bei günstigerer Gelegenheit, die bemerkten
Verbesserungen etc. mit einigen Skizzen vorzuführen.
Die Diagonal- und Stirnräder-Hobelmaschine,
welche ihrer correcten Arbeit wegen schon in Paris 1867 prämiirt wurde, erhielt
Verbesserungen im Antrieb und Rädervorlage, womit die Möglichkeit geboten wurde,
rasch und bequem die zur Veränderung der Schnittgeschwindigkeit in Holz-,
Eisen- oder Bronce-Rädern nothwendigen Wechselungen durchzuführen.
–
Im Principe stimmt die ausgestellte Furnürschneidmaschine
Richtiger ist die Bezeichnung (Plan-) Furnürhobelmaschine, da man unter Furnürschneidmaschinen solche mit Sägeblättern begreift. mit der von mir im polytechn. Journal 1869, Bd. CXCII, S. 22 beschriebenen
Plan-Furnürhobelmaschine von Bernier und Arbey in Paris überein. Bei diesem Systeme bewegt sich
bekanntlich über den festen Holzblock ein über die ganze Breite sich erstreckendes,
schief (unter einem Winkel gegen die
Bewegungsrichtung oder den Faserlauf) gestelltes Hobeleisen, welches nach
jedesmaliger Hebung des Tisches ein Furnürblatt abnimmt.
Um diese Furnüre möglichst dünn und mit der gewünschten Dicke gleichförmig
abzutrennen, muß die Maschine – und dieß ist bei der Ausstellungsmaschine der
Fall – sehr kräftig und exact gebaut seyn. Der Umsteuerungsmechanismus hat
die bei Hobelmaschinen dieses Etablissements gebräuchliche Anordnung.
Die doppelte Kreissaumsäge dient zum Beschneiden von
Bretern und Pfosten auf beiden Schmalseiten zugleich. Das eine Kreissägeblatt ist,
ohne die Maschine abstellen zu müssen, mittelst Schraube und Handrad verstellbar. Die
Sägewelle ist in Doppel-Conuslagern gelagert, daher die Blätter selbst bei
2000 Touren pro Minute nicht zittern können, in Folge
dessen die Schnitte dünn und ziemlich glatt ausfallen.
Hölzerne Radspeichen werden auf Drehbänken oder Hobelmaschinen mit rotirendem
Fräskopf angefertigt. Bei Maschinen letzterer Art liegen mehrere Holzstücke parallel
nebeneinander auf dem Tisch, welcher die hin- und hergehende Bewegung
verrichtet, während der Support der Frässcheiben nach Maaßgabe des Copirmechanismus
vertical sich einstellt. Die ausgestellte Radspeichen-Hobelmaschine liefert pro
Tag 200 Stück Radspeichen.
Nebenan steht gleich die Bandsäge mit Kreisschneidapparat für Radfelgen etc.
Die Sims- und Brethobelmaschine hat seit 1867 verschiedene Verbesserungen erhalten. Die
Maschinen sind zur Erzielung höherer Geschwindigkeiten, also größerer
Productionsfähigkeit wesentlich verstärkt und der Gang dadurch noch ruhiger geworden, daß das Vorgelege der Maschine isolirt
angeordnet wurde. Früher war das ganze Maschinengestell ein Stück. Die Messerwellen
und die Transportwalzen sind durch Schraube beziehentlich durch Schraube und
Zahnstange leicht und sicher verstellbar.
Auf die Doppelmesser zum Hobeln unregelmäßig gewachsener Hölzer hat die Fabrik ein
eigenes Patent genommen.
Die Patent-Zinkenfräsmaschine arbeitet nun ganz
selbstthätig und soll die Leistungsfähigkeit auf das 10fache der Pariser
Ausstellungsmaschine gebracht worden seyn. Bei diesen Maschinen ist bekanntlich das
Bret fest eingespannt, die Fräswellen siegen parallel auf einem vertical auf-
und niedersteigenden Tisch. Beim Auf- und Niedergang erhalten die Fräswellen
selbstthätig durch Schlitzarm und Schraubenspindel die Bewegung nicht in
senkrechter, sondern in schiefer Ebene, entsprechend der Neigung der
Zinkenflächen.Man vergleiche polytechn. Journal, 1863, Bd. CXCIII S. 177.
Der Roots'sche Ventilator
findet bei Kupolöfen u.a. immer mehr Anwendung. Auch die Chemnitzer
Werkzeugmaschinenfabrik hat sich an die Ausführung dieser Ventilatoren mit eigenen
Verbesserungen gemacht. Die Hauptachsen sind an beiden Enden gelagert; das Gehäuse
ist horizontal getheilt, daher bequem zum Auseinandernehmen, wenn etwas im Inneren
des Apparates nachzusehen ist.
Ein kleiner Dampfhammer mit 70 Kil. Hammergewicht ist mit
Handsteuerung und stellbarer Selbststeuerung versehen. Der große Dampfhammer mit 1500 Kilogrm. Hammergewicht zeichnet sich durch
kräftiges Gestell und Einfachheit der Steuerungstheile aus. Am Dampfcylinder ist
oben ein Luftventil angebracht, damit beim Fallen des Kolbens kein Vacuum entstehe
und der Hammerschlag nicht gemildert werde.
Mit der bekannten Räderformmaschine lassen sich auch
Schneckenräder formen, da das Prisma, welches am unteren Ende die Zahnradmodelle
trägt, schief gestellt werden kann.
Die ausgestellte Blechkantenhobelmaschine hobelt bis 4
Meter lange Bleche beim Vor- und Rückgang. Die beiden Meißel haben
selbstthätige Nachstellung.
Bei den verschiedenen Bohrmaschinen ist die lange schon
übliche Lagerung zu erwähnen. Die Bohrspindeln sind nämlich zur Verhütung des
Lockerwerdens mit einem nachziehbaren Conus versehen, welcher in einer
entsprechenden Metallbüchse läuft. Bei der Langlochbohrmaschine ist am Gestell selbst ein Schleifapparat für die
Bohrer angebracht.
Die Hobelmaschine zeigt Rundstähle in eigenen Haltern eingesetzt. Die vortheilhafte Verwendung von
Rundstahl für Werkzeuge kann nicht oft genug hervorgehoben werden.
Die Mutterschneidmaschine nach dem System Seiler zeigt verschiedene Verbesserungen,
um das Auseinandergehen der Backen beim Schneiden hintanzuhalten, die schnelle
Abnützung und das vorzeitige Unbrauchbarwerden der Einspannbacken zu vermeiden.
Bei der Mutter-Drehbank ist das Werkzeug getheilt,
also statt eines Façonstahles 3 mit kurzen geraden Schneiden versehene Stähle
eingesetzt, welche bequemer in Stand zu halten sind.
Außerdem sind ausgestellt: Blechbiegmaschine mit
abnehmbaren Oberlagern für Röhrenbiegen; Stehbolzenbohrmaschine; horizontale Bohr- und Fräsmaschine, Universaltischler;
große Scher- und Stoßmaschine für Blech bis 36
Millimeter Stärke und für Winkeleisen; kleiner Werkstätten-Laufkrahn etc.
Die Chemnitzer Werkzeugmaschinenfabrik, welche im Jahr
1844 von dem früheren Besitzer und derzeitigen Generaldirector Commerzienrath Joh.
Zimmmermann gegründet wurde, beschäftigt gegenwärtig
über 1000 Arbeiter. In den Werkstätten arbeiten 375 Werkzeugmaschinen, davon 170
Drehbänke, 80 Hobelbänke und 125 verschiedene Arbeitsmaschinen. Der Betrieb erfolgt
mittelst 8 Dampfmaschinen von 200 Pferdekraft.
Die stetige Entwickelung des aus kleinen Anfängen hervorgegangenen Etablissements
illustriren am deutlichsten folgende Zahlen über Arbeiter und Production.
Es wurden gefertigt im Jahre
1858
4700
Centner Maschinen
mit 150 Arbeitern
1860
6800
„ „
„
200 „
1862
12800
„ „
„
300 „
1864
20000
„ „
„
480 „
1866
24600
„ „
„
600 „
1868
36600
„ „
„
780 „
1869
50900
„ „
„
900 „
1870
60000
„ „
„
950 „
1871
70000
„ „
„
1000 „
1872
75000
„ „
„
1050 „
Die Gesammtzahl der seit Gründung bis Ende 1872 gelieferten Werkzeugmaschinen beträgt
circa 11,000. Im Jahre 1871 belief sich der Werth der abgesetzten Maschinen auf mehr
als 1 Million Thaler.
Die Fabriketablissements sind wegen den gesteigerten Anforderungen in Erweiterung
begriffen. Die jetzige Gießerei wird in Maschinen- und Montirungswerkstätten
umgewandelt und dafür eine neue Gießerei für 100,000 Centner Productionsfähigkeit
aufgebaut.
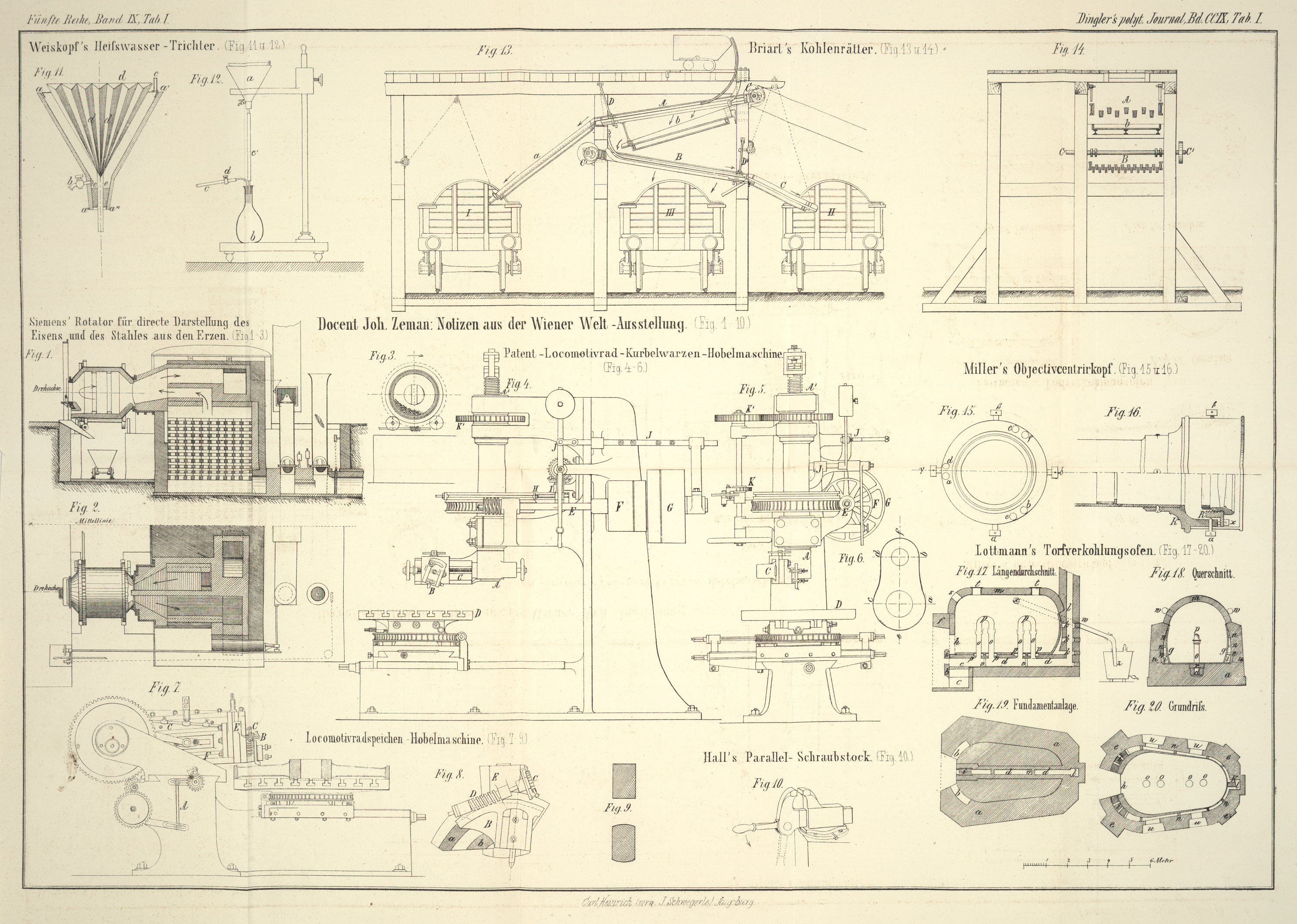
10 und 11. Locomotivrad-Kurbelwarzen-Hobelmaschine und
Locomotivradspeichen-Hobelmaschine der deutschen Werkzeugmaschinenfabrik
(vormals Sondermann und Stier) in Chemnitz. (Figur 4 bis 9.)
Der jetzige Wertzeugmaschinenbau charakterisirt sich durch das Bestreben, für
besonders häufig vorkommende, sich stetig wiederholende Arbeiten in den Werkstätten
Specialmaschinen zu construiren, bei denen wo möglich mit einfachem Aufspannen des
Arbeitsstückes das vorgesetzte Ziel erreicht wird. Ganz besonders gilt dieß für
Locomotivfabriken oder Reparaturwerkstätten von Eisenbahnen, für welche schon im
Constructionsbureau die Tendenz maaßgebend ist, möglichst gleichartige
Maschinentheile zu erzielen, so daß gerade hier das ausgedehnteste Feld zur
Verwendung von Special-Werkzeugmaschinen dargeboten ist.
So finden wir hier zum Bohren, Hobeln und Stoßen der Locomotiv- und
Tenderträger, zur Bearbeitung der Steuerungscoulissen, zur Erzeugung von Keilnuthen
an Achsen, zum vollkommenen Bohren und Bestoßen der Räder, Ausdrehen der
Kurbelzapfenlöcher u.s.w. die verschiedentlichsten Vorrichtungen und Anordnungen,
denen nun neuerdings die
zwei im Titel genannten Hobelmaschinen, welche die deutsche
Werkzeugmaschinenfabrik (vormals Sondermann und
Stier) in ChemnitzTiefes speciell in Werkzeug- und Holzbearbeitungsmaschinen arbeitende
Etablissement ist im Jahre 1857 gegründet worden und beschäftigt derzeit 350
Arbeiter. Triebkraft: 4 Dampfmaschinen von 160 Pferdestärken. ausgestellt hat, hinzuzurechnen sind.
Was die in Figur
4 und 5 in zwei Ansichten dargestellte Locomotivrad-Kurbelwarzen-Hobelmaschine betrifft, so ist
dieselbe bestimmt, die aus Kreisbögen zusammengesetzte Peripherie der über den
Radspeichen der Locomotivräder hervorragenden Radnabe und Kurbelwarze (Fig. 6) zu
bearbeiten.
Diese Bearbeitung erfolgt mittelst eines um eine verticale Achse A, A' schwingenden Meißels B, dessen Abstand von dieser Achse dem Radius der betreffenden Kreisstücke
entsprechend mit Handrad am schwingenden Supporte C nach
Bedarf regulirt werden kann.
Das Arbeitsstück ruht indessen auf dem Tische D, welcher
nach zwei aufeinander senkrechten Richtungen hin stellbar, wie gewöhnlich auch
drehbar ist, außerdem aber noch durch Unterlage eines Keiles eine geneigte Lage
erhalten kann.
Ist das Rad aufgespannt, so stellt man zunächst dasselbe und den schwingenden
Hebelarm C für die convexen Flächen ab und cd (Fig. 6) ein,
worauf die Bearbeitung der Stücke a, e, c und b, f, d stattfindet.
Aus dem Vorangehenden ergibt sich also für die verticale Achse A, A' eine hin- und hergehende Drehung, welche von der Hauptwelle
E mittelst Schraube und Schneckenrad abgeleitet
wird. Auf der Hauptwelle sitzt das Riemenscheibenpaar F
für den Arbeitsgang und G für den beschleunigten Rückgang des Meißels.
Die Umsteuerung geschieht durch zwei in einer Ruth des. Schneckenrades stellbare
Knaggen H, welche abwechselnd gegen die zwei Arme I anstoßen und hiermit nicht allein den Riemenleiter J abwechselnd verschieben, sondern auch den
Schaltmechanismus K, K' zum successiven Nachrücken des
Meißels (in verticaler Ebene mittelst der bei A'
ersichtlichen Schraubenspindel) in Gang bringen.
Behufs bequemer Einstellung des Rades und des Meißels läßt sich in das untere Ende
der Achse A, A' eine Lehre einstecken, welche vom
Arbeiter auf das richtige Maaß eingestellt und sehr leicht hin- und herbewegt
werden kann.
Die Riemenscheiben auf der Hauptwelle haben einen Durchmesser von 630 bezieh. 425
Millimeter und soll die Hauptwelle im Mittel 100 Touren pro Minute machen.
Die Maschine wiegt ca. 140 Centner und erfordert an Platz
einen Raum von 3,300 Meter Länge und 1,760 Meter Breite. Der Preis beträgt 2600
Thaler loco Chemnitz excl. Verpackung.
Die zweite von derselben Firma ausgestellte Maschine ist eine Locomotivradspeichen-Hobelmaschine (Figur 7), welche die
schmalen ebenen oder auch convexen Seitenflächen der Speichen (Figur 9) und zwar von der
eingedrehten Spur am Felgenkranze an bis zum Anschluß an die durch die vorher
besprochene Maschine vorgearbeitete Kurbelperipherie abhobelt.
Die Radspeichen-Hobelmaschine ist eine gewöhnliche Feil- oder
Shapingmaschine mit modificirtem Werkzeughalter, um eben bei festeingespanntem, nicht bewegtem Arbeitsstück eine convexe Fläche abrichten
zu können.
Der Meißelhalter ist in Figur 8 nach dem
Gedächtniß skizzirt.
Beim Rundhobel wird die gewöhnliche horizontale Schaltung A ausgerückt und das in kreisförmigen Schwalbenschwanzführungen a, b liegende Stichelhaus B
durch den Schaltmechanismus C, C ruckweise verschoben,
indem die an der Achse des Schaltrades sitzende Schraube D in die Zähne des am Meißelhalter B
angegossenen Kranzes eingreift.
Im Uebrigen ist dieser „Meißelhalter für Rundhobeln“ auf dem
Schlitten E vertical verstellbar und letzterer selbst
noch am vorderen Ende des Prismas F drehbar
befestigt.
Der Tisch ist mit den gewöhnlichen Bewegungen ausgestattet, weßhalb also diese
Radspeichen-Hobelmaschine auch als gewöhnliche Shapingmaschine Verwendung
finden kann.
Die Antriebsscheibe hat 425 Millimeter Durchmesser und macht pro Minute 70 Umdrehungen. Die größte Länge der Maschine Nr. 1 beträgt
3,200, die Breite 2,000 Meter. Das Gewicht ist ca. 56
Centner.
Die Maschine Nr. 1 hat 500 Millimeter Hub und dient für Räder bis 1,300 Meter
Durchmesser und kostet loco Chemnitz, ohne Verpackung 1680 Thaler. Die Nr. 2
Maschine für Räder bis 1,850 Meter Durchmesser, mit 750 Millimeter Ausschlag des
Stichels, kommt auf 2730 Thaler zu stehen.
In der Wöhlert'schen Maschinenfabrik in Berlin stehen zwei
solche in Thätigkeit und ist nach den befriedigenden Erfahrungen eine dritte
Maschine bereits nachbestellt worden.
12. Platt's Egrenirmaschine.
Die Firma Platt Brothers und Comp. in Oldham, deren Ruf
für Baumwollspinnerei- und Webereimaschinen seit langem fest begründet ist,
exponirt auf der gegenwärtigen Ausstellung fast ausschließlich Wollmaschinen, wohl um zu
zeigen, daß sie auch auf diesem Gebiete Tüchtiges zu liefern im Stande ist. Es
dürfte sich ein anderes Mal Gelegenheit bieten, auf die neue Kämmmaschine nach dem
Patente von Little und Eastwood in Bradford, auf den Streichgarn-Selfactor u.a.m. näher
einzugehen. Für heute sey zu der auch auf der vorjährigen Specialausstellung in
London befindlich gewesenen Baumwoll-Egrenirmaschine hinsichtlich ihrer
Wirkungsweise Einiges nachgetragen, da die Abbildungen dieser Maschine im
polytechnischen Journal, 1872, Bd. CCV S. 394 nur kurz besprochen sind.
Die Maschine ist doppelseitig angeordnet und mit einem zweckmäßigen Speiseapparate
ausgestattet. Dieselbe eignet sich ganz speciell zum Egreniren der amerikanischen
(Upland) Baumwolle, welche wollige, mit kurzen Fäserchen
bedeckte Samenkörner besitzt.
Diese Samenkörner verwickeln sich auf gewöhnlichen Walzenmaschinen nach der Trennung
der anhängenden guten Fasern durch die Messer zu leicht mit der nachfolgenden rohen
Baumwolle, und erschweren dadurch außerordentlich die Thätigkeit und
Leistungsfähigkeit der Maschinen.
Um nun diese Samenkörner rasch aus der Maschine herauszuschaffen, ist ein eigener
Samenabstreifmechanismus mit den Messern a in Verbindung
gebracht.
Mit dem beweglichen Messer schwingt ein fester Rechen auf und nieder und dieser
Rechen streift jedesmal durch die Zähne eines festen Rostes, welcher die abgezogenen
Samenkörner zurückhält und zu Boden fallen läßt. Außerdem bringt der bewegliche Rost
bei jedem Aufgang die Baumwolle bis zur freien Oberfläche der Walze hin und
erleichtert auch in dieser Richtung die Arbeit der Maschine.
Solche Egrenirmaschinen liefern nach Angabe der Erbauer stündlich etwa 120 Pfund
reine Baumwolle; sind jedoch die Samenkörner nicht wollig, sondern glatt, läßt sich
also die Geschwindigkeit steigern, so erhöht sich die Production auf 200 Pfund pro Stunde.
13. Hall's
Parallel-Schraubstock. (Figur 10.)
Der im Vorjahre im polytechn. Journal Bd. CCVI S. 427 beschriebene Stephens'sche Schraubstock hat sich in England und auf
dem Continente ziemlich rasch Eingang verschafft, trotzdem der Uebelstand an
demselben haftet, daß beim Einspannen eines Gegenstandes die Verschiebung des
beweglichen Backens und die Feststellung desselben mittelst des seitlich am festen
Backen gelagerten Griffes nicht zugleich mit der einen
Hand erfolgen kann, während die andere Hand das Arbeitsstück zwischen das
Maul des Schraubstockes hält.
Der von dem Amerikaner Thomas Hall in der Maschinenhalle
ausgestellte Parallelschraubstock ist in dieser Hinsicht wesentlich verbessert,
indem, wie in der Skizze Figur 10 zu sehen ist,
der Griff vorn am beweglichen Backen angebracht wurde, daher die Verschiebung und
Feststellung dieses Backens durch Niederdrücken des Griffes mit einem Mal
bewerkstelligt werden kann.
Da noch verschiedene Patentverkäufe in Schwebe sind, so kann ich Näheres über die
innere, vollkommen verdeckte Einrichtung dieses recht hübschen Werkzeuges nicht
geben. Indessen liegt es nahe, daß der Mechanismus analog angeordnet ist wie bei dem
a. a. D. beschriebenen Stephens'schen Schraubstocke.
Dabei hat der ausgestellte Hall'sche Schraubstock noch den
großen Vorzug, daß derselbe frei um eine verticale Achse drehbar ist, beim
Einspannen eines Gegenstandes aber durch dieselbe
Griffbewegung auch in der horizontalen Ebene festgestellt wird.
Es kann demnach diesem Schraubenstocke mehr wie jedem anderen, Raschheit und
Leichtigkeit in der Manipulation zugesprochen werden.
14. Bolzano's
Klarkohlenrost.
Ueber den Bolzano'schen Patent-Klarkohlenrost
liegen bereits so günstige Betriebsresultate vor,Man vergleiche polytechn. Journal, Bd. CCII S. 246 und Bd. CCV S. 5. daß es den betreffenden Fachmännern gewiß sehr gelegen seyn wird, denselben
auf der Wiener Weltausstellung im Gange zu sehen und ein eigenes Urtheil hierüber
sich zu bilden.
Die acht Springbrunnen vor dem Südportale der Rotunde erhalten das Wasser durch eine
eigene Pumpenanlage (in der Nähe des Jurypavillons), zu welcher die Firma Gebrüder Decker und Comp. in CannstattDiese Firma hat in der Maschinenhalle noch ausgestellt: eine horizontale
50pferdige Dampfmaschine mit Condensation und selbstregulirender Expansion,
Universaldampf- und Compressionsluftpumpen, eine Gebläsemaschine für
10 Schmiedefeuer, Hadernkocher u.s.w. Die Etablissements umfassen eine
Maschinenfabrik, Eisengießerei, Kesselschmiede und Brückenbauanstalt, in
welchen 38 Beamte und 465 Arbeiter beschäftigt werden. Zum Betriebe dienen 3
Dampfmaschinen von 90 Pferdekräften. die Pumpen und die Firma Tedesco und Comp.Tedesco und Comp.
stellten auch fast sämmtliche Blechschornsteine für die Kesselhäuser am
Ausstellungsplatze bei. in Prag und Schlan (Böhmen) die complete Dampfkesselanlage und die
Rohrleitung im Kessel- und Maschinenhause lieferten.
Zwei der Springbrunnen haben 45 Millimeter, die sechs anderen je 20 Millimeter
Düsenweite. Die Maximalhöhe, auf welche das Wasser getrieben werden kann, beträgt 30
Meter.
Die zwei großen Universalpumpen (Patent Decker), welche
die Springbrunnen direct, ohne eingeschaltet Reservoire speisen, haben eine
Maximalleistung von 500 Kubikmeter pro Stunde.
Die Dampfkessel sind, der vorgeschriebenen Raumdisposition wegen, Röhrenkessel mit
einem horizontalen Dampfsammler, welcher im letzten Zug gelegen ist. Jeder der
beiden Kessel hat 65 Quadratmeter Heizfläche, 1,740 Meter Durchmesser, 3,160 Meter
Länge und 83 Röhren von 80 Millimeter äußerer Weite. Der Dampfsammler mißt 870
Millimeter im Durchmesser und 4,420 Meter in der Länge.
Bezüglich der Einmauerung wäre soviel zu bemerken, daß der Kessel von der Ummauerung
ganz unabhängig ist und alle Dichtungen außerhalb des Feuers liegen. Dabei sind die
Armatur- und die Sicherheitsventile so angeordnet, daß der Heizer dieselben
vollkommen übersieht.
Die Feuerung der Kessel erfolgt auf Bolzano's
Patent-Rosten, von welchen schon ca. 500 Stück in Oesterreich und Deutschland
in Betrieb gesetzt wurden.
Nach den mehrfach angestellten Verdampfversuchen erzielt man auf diesen Rosten eine
ansehnliche Kohlenersparniß, was dadurch begründet erscheint, daß sie mit den
Vortheilen des Treppenrostes auch jene des Planrostes vereinigen, die Nachtheile
beider Systeme aber vermeiden. Das Feuer kann hier gehörig geschürt, die Kohle aber
ohne Zulaß kalter Luft aufgegeben werden. Demnach bleibt die Temperatur im Feuerraum
stets so hoch, daß nahezu eine vollständige Verbrennung und Rauchverzehrung erzielt
wird; nicht außer Acht zu lassen die Schonung der Kessel, wenn die Feuerplatten
keinem sich wiederholenden Temperaturwechsel wie beim Planrost ausgesetzt sind.
Hinsichtlich des Einflusses der hohen Temperatur im Feuerraume auf die gute
Ausnützung des Brennmateriales mag auf die lehrreiche Abhandlung des Prof. Gustav
Schmidt im polytechn. Journal, 1872, Bd. CCV S. 5
hingewiesen und nochmals bemerkt werden, daß auf den in Rede stehenden Rosten die
geringsten Brennmateriale wie Staub und Lösche von Steinkohlen oder Braunkohlen,
Sägespäne etc. noch vortheilhaft verbrennen. Der Rost ist für alle Kesselsysteme,
ferner für Puddel- und Schweißöfen, Abdampföfen u.s.w. anwendbar, ohne daß
die übrige Einmauerung geändert werden muß.
Tafeln