| Titel: | Notizen aus der Wiener Weltausstellung 1873; mitgetheilt vom Docenten Johann Zeman. |
| Autor: | Prof. Johann Zeman [GND] |
| Fundstelle: | Band 209, Jahrgang 1873, Nr. LV., S. 321 |
| Download: | XML |
LV.
Notizen aus der Wiener Weltausstellung 1873;
mitgetheilt vom Docenten Johann Zeman.
Mit Abbildungen auf Tab.
V.
(Fortsetzung von S. 254 des vorhergehenden
Heftes.)
Zeman, Notizen aus der Wiener Weltausstellung.
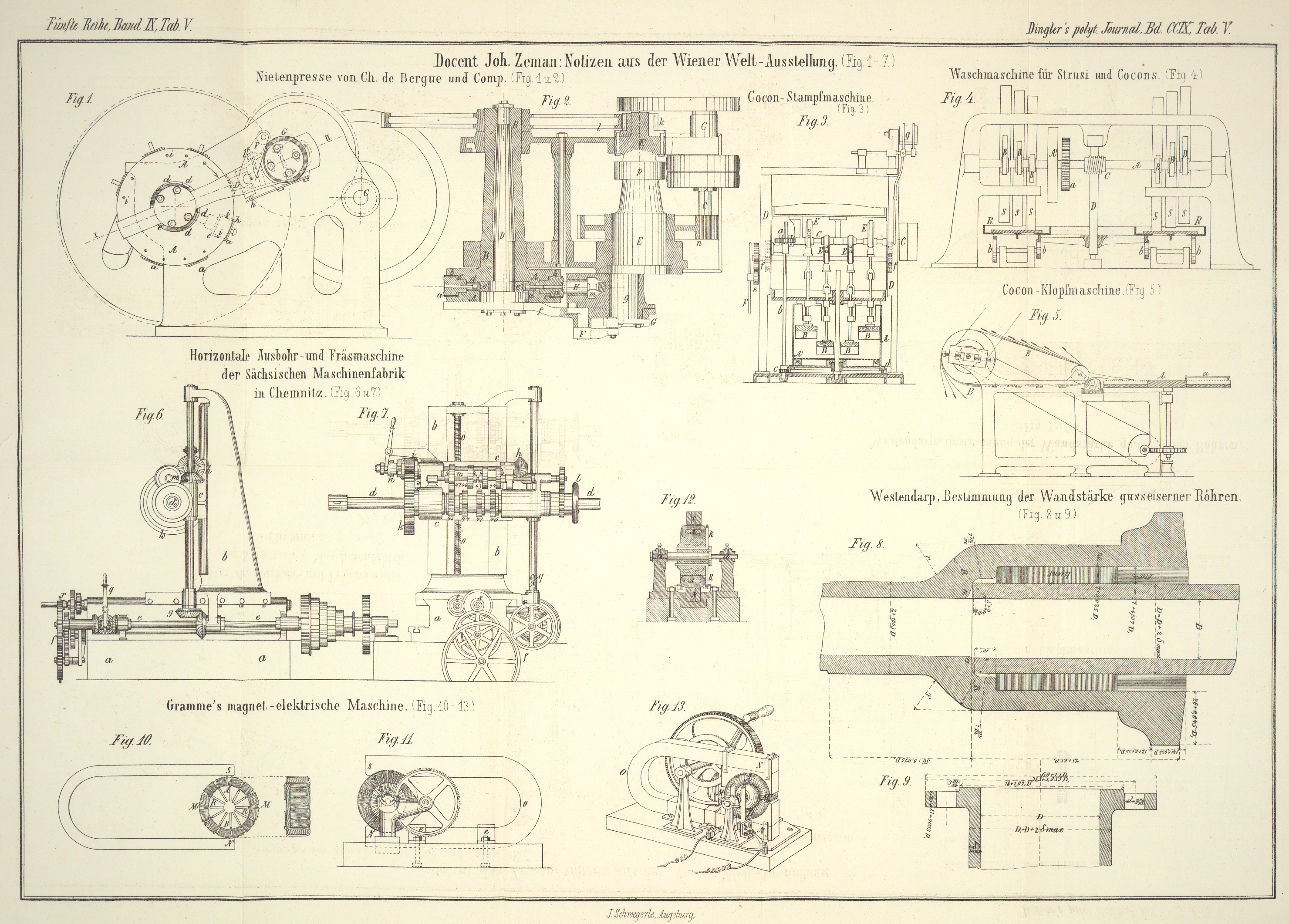
33. Nietenpresse von Ch. de Bergue und
Comp. in London.Die Firma Ch. de Bergue u. Comp. in London
– 10. Strand – besitzt eine Maschinenfabrik in Manchester und eine Brückenbauanstalt in Cardiff (Südwales). Die
Maschinenfabrik ist für den Bau von Arbeitsmaschinen, speciell für
Scher- und Lochmaschinen, Nietenpressen, Nietmaschinen eingerichtet,
liefert aber auch kleinere Brücken, Eisendächer etc. Große
Eisenconstructionen werden in Cardiff ausgeführt. So baut zur Zeit die
genannte Firma eine Eisenbahnbrücke von kolossaler Länge – nämlich
von 3130 Meter – für die North British
Railway über den Tay-Fluß, unmittelbar oberhalb Dundee
(Schottland). (Figur
1 und 2.)
Schon auf der im Jahre 1862 in London abgehaltenen internationalen Ausstellung
erregte die von der Firma Ch. de Bergue und Comp. ausgestellte Maschine zur Fabrication von Nieten
durch die Eigenthümlichkeit ihrer Anordnung und durch die hohe Leistungsfähigkeit
die Aufmerksamkeit der betreffenden Kreise.
Nicht minderes Interesse bietet diese Nietenpresse auch auf der Wiener
Weltausstellung und dieß ist um so gerechtfertigter, als dieselbe in den letzten
Jahren gründliche Verbesserungen erfahren hat, welche die Sicherheit des Betriebes
und die Dauerhaftigkeit der Maschine erhöhen, sowie den nicht zu unterschätzenden
Vortheil einer bequemen Auswechselbarkeit der einer Abnutzung zumeist unterworfenen
Maschinentheile gewähren.
Was die Bergue'sche Maschine von anderen besonders
unterscheidet ist die schräge Anordnung des Nietstempels
und die continuirliche Drehung der Matrizenscheibe.
Der Nietstempel bewegt sich in einer, ungefähr 22 1/2 Grad gegen die Horizontale geneigten Ebene
abwechselnd hin und zurück, und trifft bei jedem Niedergang gegen die in dem Umfang
einer Scheibe vertheilten Matrizen, welche durch Drehen der Matrizenscheibe an dem
Nietstempel vorbeigeführt werden. Das Einstecken der Bolzen in die Matrizen erfolgt
von Hand, das Köpfen und Ausstoßen der gebildeten Niete aber selbstthätig durch die
Maschine.
Als wesentlichster Vorzug des in Rede stehenden Maschinensystems läßt sich die große
Zeitersparniß beim Pressen der Niete ansehen, eine Folge der continuirlichen Drehung
der Matrizenscheibe, welche auch eine geringere Abnutzung der stets im gleichen
Sinne sich bewegenden Maschinentheile mit sich führt.
Außerdem darf aber auch nicht übersehen werden, daß die Matrizen sich stets rein erhalten, da beim Ausstoßen der fertigen Niete die
Matrize nach abwärts gerichtet ist und der entstandene Hammerschlag frei zu Boden
fallen kann.
Zu diesen allgemeinen Vorzügen kommen noch specielle durch die constructive
Detailausführung hinzu, welche ein genaues Justiren der zusammenwirkenden Theile und
ein bequemes Um- und Auswechseln der Matrizen etc. gestatten.
Aus diesen Gründen rechtfertigt sich ein näheres Eingehen in die Einzelheiten der
Maschine von selbst, welche in Figur 1 in der Ansicht, in
Figur 2 im
Schnitt nach der Linie I II und endlich im beigegebenen Holzschnitt (S. 223)
perspectivisch dargestellt ist.
Die gußeiserne Matrizenscheibe A bildet mit der Hohlwelle
B ein Stück und erhält von der Hauptwelle C aus bis 5 Umdrehungen in der Minute.
Die Scheibe A ist mit 8 radialen ausgebohrten Löchern
versehen, in welche die Gußeisen-Matrizen a unter
Zuhülfenahme der scharf passenden Stahlbüchsen b und der
stählernen Unterlagsringe c; eingesetzt sind.
Die Matrizenscheibe A ist nicht voll, sondern in der
Mitte nahezu auf den halben Durchmesser ausgebohrt; die Matrizen reichen nicht ganz
durch den Scheibenring A, sondern bis etwa zwei Drittel
der Ringstärke. Weiterhin ist das Loch verengt zur Aufnahme der stählernen
Widerlagen d, welche nicht allein den Druck beim
Anköpfen der Eisenbolzen aufnehmen, beziehungsweise auf die feste Achse D zu übertragen haben, sondern auch beim Weiterdrehen
der Matrize zum Ausdrücken der fertigen Niete dienen.
Aus diesem Grunde sind die Widerlagen d um einen excentrisch zur Matrizenscheibe A auf der Welle D aufgesetzten gußeisernen
Ring e vertheilt. Dort wo die mit einem glühenden
Eisenbolzen versehene
Textabbildung Bd. 209, S. 323
Matrize zum Nietstempel herantritt, muß die Widerlage d die tiefste Stellung einnehmen, dann aber successive
vorwärtsschreiten, um die erzeugte Niete auszustoßen. Damit hierbei die Matrizen
selbst nicht herabfallen, sind dieselben durch je zwei Stahlstifte i in A befestigt.
Die Widerlagen d sind Stahlbüchsen mit eingesetzten
Stahlbolzen, deren Länge von der zu pressenden Niete abhängt; eventuell kann durch
Unterlegen von Scheibchen unter den Widerlag-Stahlbolzen nachgeholfen
werden.
Der Gußstahlstempel H erhält von dem an der Zwischenwelle
E angegossenen Kurbelzapfen g und zufolge der Führung der Stange f, welche
mit einem Auge am oberen Ende den Zapfen g umfaßt, in
einem Schlitz der Achse D eine geradlinige Bewegung
gegen den Mittelpunkt des Matrizenkreises.
Da es aber für das Gelingen der Arbeit von wesentlichem Einfluß ist, daß der
druckgebende Stempel etwas länger als gerade im Moment des Vorbeidrehens der Matrize
auf dem eingesteckten Eisenbolzen ruht, so ist eine sehr gelungene Anordnung
getroffen den Stempel jedesmal der zukommenden Matrize entgegenzusenden.
Früher suchte man diese Bedingung dadurch zu erfüllen, daß man durch eigenes Zufeilen
des Rades an der Matrizenachse die Dicke der betreffenden Zähne verminderte und
durch Eintreten eines am Nietstempelhalter angebrachten Stiftes in Löcher am Umfang
des Matrizenkopfes, letzteren zu einem kurzen Stillstand nöthigte.Man vergleiche die frühere Beschreibung im polytechn. Journal, 1864, Bd.
CLXXIV S. 334.
Ganz abgesehen von dieser unconstructiven Lösung der Aufgabe, veranlaßten eintretende
Brüche des Haltstiftes etc. folgende vollkommen entsprechende Anordnung.
Der Halter des Nietstempels, welcher den Kurbelzapfen g
lose umgreift, ist durch einen Winkelhebel F mit der am
Kurbelzapfen verstellbar angeschraubten Stufenscheibe G
in der Art zusammengebracht, daß vor jedesmaligem Aufschlag des Nietstempels eine
geringe Drehung desselben nach aufwärts, der zukommenden Matrize entgegen, erfolgt;
daher der Stempel den vorstehenden Eisenbolzen etwas früher niederzudrücken beginnt
und im letzten Moment erst, wenn die Rolle am Winkelhebel F auf dem höchsten Punkt der Stufenscheibe G
angelangt und der Stempel in der genau radialen Linie I II eingetroffen ist, den
vollen Druck gibt.
Die Feder h drückt den Nietstempel stets nach aufwärts,
beziehentlich die Winkelhebelrolle gegen die Stufenscheibe.
Damit der Nietstempel genau auf die Matrize sich einlege, ist dessen genaue Stellung
mittelst Keil und Schraube l zu reguliren, und damit ein
Bruch in den Rädern ja hintangehalten werde, ist zwischen Stempel und Keilwiderlage
ein leichter berstendes Zwischenstück m zur Sicherheit
eingelegt.
Den Antrieb der Nietmaschine betreffend, so wird die Hauptwelle C durch eine Riemenscheibe in Drehung versetzt, welche
durch ein Räderpaar n auf die Zwischenwelle E und von hier durch die Zahnräder k und l auf die Hohlwelle
B, respect. Matrizenscheibe A übergeht.
Das Getriebe k ist durch Schlitzschrauben mit der Welle
E verbunden, um im Falle der nothwendigen Justirung
der Stellung der Matrizenscheibe ohne Weiteres vorgehen zu können.
Neben der Nietenpresse ist unmittelbar der Scherenapparat zum Abschneiden der
Eisenbolzen angebracht. p in Figur 2 bezeichnet das
Stufenrad zur Bewegung des beweglichen Scherblattes.
Zur Abkühlung des Stempels, der Matrizen und der Scherblätter ist eine eigene, im
Holzschnitt (S. 383) zu ersehende Rohrleitung an der Maschine angebracht.
Die Hauptwelle C macht im Normalen 140 Umdrehungen pro Minute, was circa 35
Niete in gleicher Zeit als Production der Maschine ergibt.
Die Nietmaschine arbeitet so ruhig und zweckmäßig, daß ein eigenes Fundament nicht
erforderlich ist.
Der von der Nietmaschine beanspruchte Raum ist 2,675 × 1,675 Meter, und der
Preis beträgt loco Manchester 300 Pfd. Sterling.
34–36. Maschinen zur Zubereitung
der Seidenabfälle für Florettspinnerei, von Theod. und Friedr. Bell in Kriens
bei Luzern (Schweiz). (Figur 3 bis 5.)
Unter Florettseide versteht man bekanntlich die aus bestimmten Seidenabfällen durch
einen wirklichen Spinnproceß erzeugten Fäden, welche also im Gegensatz zu der
gehaspelten Seide nicht aus ununterbrochen langen Fäden, sondern aus mehr oder
weniger kurzen Fasern gebildet worden.
Jene Abfälle sind von wesentlich zweierlei Art:
1. Strusi, worunter man die von den Cocons beim Sammeln
und Abhaspeln derselben sich ergebenden Abgänge von wirren und büschelweise
zusammenklebenden Fäden, ferner die nach dem Abspinnen der Cocons zurückbleibenden
pergamentähnlichen inneren Häutchen derselben begreift.
2. Alle durchbissenen oder sonst beschädigten, überhaupt alle
nicht abhaspelbaren Cocons, zu welchen also auch die Doppelcocons sich
gesellen.
Diese Abgänge sind im rohen Zustand nicht direct zum Verspinnen geeignet; vielmehr
bedürfen dieselben einer sorgfältigen Zubereitung, um durch einen wesentlich
chemischen Proceß das leimartige Bindemittel der Fadenbüschel aufzulösen und hierauf
auf mechanischem Wege das Fadengewirre aufzulösen und in mehr oder minder lange
Seidenbärte von untereinander gleichlangen, parallel gelegten Fäden umzuwandeln.
Die rohen Seidenabfälle bilden als solche Handelsware und werden in eigenen
Etablissements, sogenannten Seidenkümmereien, für die eigentlichen
Florettspinnereien zubereitet.
Die Behandlung der Strusi und der Cocons ist von Anfang an eine verschiedene, da
letztere keiner so tief eingreifenden chemischen Einwirkung bedürfen wie
erstere.
Die Strusi wird zunächst einer factischen Fäulniß, dem Maceriren, unterzogen, wobei
die gummöse Substanz, welche die Fäden zusammenklebt, zerstört und den Seidenfäden
selbst ein besseres Ansehen verliehen wird.
Dieser Gährungsproceß wird in hölzernen Bottichen vollzogen, welche mit doppelten
Wänden versehen oder zweckmäßiger in einer gemauerten Grube, mit ringsum etwa 6
Centimeter Spielraum versenkt sind.
Die rohe Strusi wird in den Gährbottich schichtenweise unter Begießen mit heißem
Wasser aufgegebenanfgegeben und die oberste Lage mittelst belasteter Breter niedergedrückt, zuweilen
auch, statt der Belastung mit Gewichten, der Deckel mit dem Boden durch Schrauben
zusammengehalten. Um die Temperatur der langsam in Gährung übergehenden Strusimasse
gleichmäßig aufrecht zu erhalten, ist der Zwischenraum zwischen den doppelten Wänden
der Behälter mit Wasser angefüllt, welches durch ein vertical herabsteigendes und
unten einigemal herumgeführtes Dampfrohr auf circa 80
Grad Celsius erwärmt erhalten wird.
Diese Fäulung der Strusi dauert je nach Umständen 6 bis 10 Tage, worauf man, wenn die
Degummirung hinlänglich fortgeschritten ist, die gegohrenen Massen zum Auswaschen
herauszieht.An manchen Orten wird die Degummirung des Strusimateriales durch Kochen mit
Seifenwasser durchgeführt, wobei kein so übler Geruch hervorgebracht, die
Seide aber auch nicht so schön glänzend wird wie beim Maceriren.
Die Cocons dagegen werden sehr selten einer angehenden Fäulniß unterworfen sondern
direct unter Anwendung von heißem Seifenwasser durch einen 4- bis 6 stündigen
Stampfproceß präparirt.
Die hierbei verwendete Stampfmaschine besteht im Wesentlichen aus einem langsam
rotirenden cylindrischen Kessel mit doppeltem Boden und vier in demselben
auf- und abgehenden Stampfen.
Sind die Cocons in dieser Maschine hinlänglich aufgeweicht worden, so wäscht man
dieselben kurz mit warmem Wasser aus, um hierauf das gründliche Auswaschen und
Ausspülen in kaltem wechselndem Wasser folgen zu lassen.
Dieses eindringliche Auswaschen und Spülen der gegohrenen Strusi sowohl als der
gestampften Cocons geschieht, wo die Verhältnisse es angehen lassen, in fliehendem
Wasser von Hand in Körben oder Kästen, ähnlich wie bei der alten Fabrikwäsche der
Wolle. Vielfach benutzt man jedoch auch eigene combinirte Wasch- und Stampfmaschinen, wo das
Florettmaterial auf einer langsam rotirenden kreisförmig gebogenen Rinne bei
continuirlichem Zufluß von frischem Wasser unter einem oder zwei Sätzen von Stampfen
vorbeigeführt wird. Die Wände der Rinne sind behufs Abflusses des Schmutzwassers
siebförmig durchlöchert.
Ehe man jedoch die aus den Gährbottichen entnommene, heiße Strusi in kaltem Wasser
auswäscht, ist es von großem Vortheil vorher ein Ausspülen derselben unter Anwendung
von warmem oder wenigstens lauem Wasser in der obengenannten Coconstampfe
vorzunehmen, weil bei einem zu raschen Wechsel der Temperatur ein Theil der
aufgelösten Bestandtheile im kalten Wasser wieder niedergeschlagen und schwieriger
aus der Florettmasse weggespült wird.
Nach dem Ausspülen wird das Seidenmaterial zweckmäßig auf Centrifugen ausgeschleudert
und hierauf sorgfältig getrocknet auf Lattenwerk im Freien oder in luftigen Räumen;
zuweilen auch unter vorsichtiger Anwendung von künstlicher Wärme in Trockenkammern
oder auf eigenen Trockenmaschinen.
Die Strusi wäre nun zur Behandlung auf Oeffnungsmaschinen hinlänglich vorbereitet;
die Cocons aber bedürfen zuvor noch einer Auflockerung durch Klopfen auf Tischenmit
dünnen Holzstäbchen oder auf eigenen Klopfmaschinen, wo
das Coconmaterial auf einem sich drehenden Siebe aufliegt und langsam vor den auf
einem endlosen Riemen angeschraubten Schlagklappen vorbeistreicht.
Eine weitere Auflockerung und Oeffnung der Cocons wird noch auf dem Cocon-Opener vorgenommen, einer mit der Nappeuse
der Kammgarnspinnerei zu vergleichenden Maschine, welche die Cocons auflöst und in
eine Watte von aneinanderliegenden Seidenfäden und Bündelchen umwandelt.
Jetzt endlich werden Strusi und Cocons, wenn auch zumeist gesondert, doch gleichmäßig
auf gleichen Maschinen weiter verarbeitet.
Um durch die Behandlung auf der Maschine das Seidenmaterial am wenigsten zu
beschädigen und den weiteren Zubereitungsproceß überhaupt zu erleichtern, pflegt man
die Florettmassen vorher mit reinem Wasser, Seifenwasser, Glycerin oder Mischungen
davon etc. einzusprengen, indem man das Material schichtenweise aufbreitet und
bespritzt, die letzte Lage etwas belastet und das Ganze einige Zeit schwitzen
läßt.
Die nächste Vorbereitungsmaschine für die Strusi oder die Cocons ist die Filling-Maschine (cardeuse) zum Auflösen und Ausziehen des vorgelegten Materiales durch
weitabstehende Kammstäbe auf der sich drehenden Trommel, welche mit gestreckten,
parallel neben einander liegenden Fadentheilen nach und nach sich überzieht.
Nach dem Aufarbeiten einer bestimmten Vorlage werden die Fäden auf dem Tambour von
Kamm zu Kamm durchschnitten und mittelst eigenthümlicher Holzklammern (Bücher)
abgezogen. Die nun hier gewonnenen Seidenbärte haben allerdings eine bestimmte
Länge; die darin enthaltenen Fäden sind jedoch in Folge der vorausgegangenen
Behandlung beim Stampfen etc. verschieden lang, viele Fäden zusammengefaltet oder
doppelt gelegt, wie dieß bei dem Einziehen derselben durch eine der Kammnadeln am
Fillingtambour ganz unvermeidlich ist; wieder andere Fäden haften noch durch den
letzten Rest des Bindemittels mit benachbarten zusammen u. dgl. m.
Um aber ein schönes egales Seidengespinnst zu erzielen, müssen die Fäden der
Seidenbärte nach ihrer Länge sortirt und vollkommen parallel zusammengelegt,
überdieß alle zu kurzen Fasern und übrig gebliebene Unreinigkeit gänzlich
ausgeschieden werden.
Diese Aufgabe erreicht man durch ein mehrfach wiederholtes Auskratzen oder Auskämmen
der Seidenbärte und der aus denselben sich ergebenden Kämmlinge auf den sogenannten
Kämmmaschinen (peigneuse
– dressing maschine), von welchen sich zum Schluß
mehrere Sorten, d.h. verschieden lange und demgemäß verschiedenwerthige Kammzüge
ergeben.
Diese Kammzüge gehen nun zur Florettspinnerei, wo dieselben auf Anlege- und
Bandmaschinen zu endlosen Bändern umgewandelt, dann auf Durchzügen und Spindelbänken
doublirt, gestreckt und vorgesponnen, und endlich auf Watermaschinen zu Seidengarn
versponnen werden. Alle diese Maschinen – bis auf die Watermaschine –
haben ähnlich wie jene in der Flachsspinnerei Streckwerke mit Kammstäben und
Schraubenführung.
Die beim Auskämmen und Spinnen gesammelten Abgänge (kurze Kämmlinge, Fadenabgänge
etc.) werden in der Seidenwerg-Spinnerei verwerthet.
Die Maschinen für die geschilderte Zubereitung des Florettmateriales wurden bisher
ausschließlich aus England bezogen. Es hat sich deßhalb in den letzten Jahren die
Schweizer Firma Theod. und Friedr. Bell in Kriens bei
LuzernVertreten durch J. C. Bolter in Wien. für diesen Zweig der Seidenspinnerei – unseres Wissens als die erste
auf dem Continente – speciell eingerichtet und auch einige der angeführten
Maschinen, soweit der bewilligte Raum eben zureichte, auf der Wiener Weltausstellung
vorgeführt.
Da über diesen Gegenstand bisher wenig veröffentlicht wurde und derselbe doch dem
Techniker ein allgemeines, dem Spinner ein besonderes Interesse gewährt, so mag der
vorliegende Bericht nicht ganz unzweckmäßig befunden werden.
Freilich hat es bei der Geheimthuerei der Besitzer von Florettkämmereien große
Schwierigkeiten, alle die verschiedenen Manipulationen eingehend zu studiren; indeß
liegt auch bei Abfassung dieses Berichtes nur die Absicht nach einer allgemeinen,
principiellen Darstellung, keineswegs aber nach einer erschöpfenden Behandlung der
Zubereitung von Seidenabfällen für Florettspinnerei vor.
Ich schließe daher an die vorausgegangene Uebersicht der aufeinanderfolgenden
Operationen die nähere Beschreibung der hierbei verwendeten Maschinen.
Cocon-Stampfmaschine. Dieselbe ist in Figur 3 in
einem Verticalschnitt dargestellt und besteht aus dem langsam rotirenden Eisenkessel
A mit doppeltem Boden und vier in demselben
auf- und niedergehenden Stampfen B.
Die Drehung des Kessels A erfolgt von der Hauptwelle C durch das Schneckengetriebe a, die verticale Spindel b und das Getriebe
c, welches in den am Kessel angegossenen Zahnkranz
d eingreift.
Die Excenter E, an welchen die Stampfen durch Zugstangen
angelenkt sind, sitzen auf der Hauptwelle C und
ertheilen denselben bei der Drehung der Welle die stoßende Bewegung. Der Kopf der
Stampfen ist aus Holz, nämlich aus 4 vertical an einer Platte befestigten
Bretstücken zusammengesetzt.
Das ganze Stampfgeschirr, die Hauptwelle C
eingeschlossen, ist durch Drehung des Handrades F, der
Räder e und des Zahnstangengetriebes f, innerhalb der Maschinenständer D, D vertical verschiebbar angeordnet, um die Stampfen nach Erforderniß
tiefer oder höher zur Wirkung gelangen zu lassen. Die Zahnstangen f, f sind fest an den Ständern D.
Nachdem an dieser etwaigen Verstellung auch die Hauptwelle mit der Riemenscheibe C Theil nimmt, so läuft der Riemen über eine doppelte
Spannrolle g, welche durch das Gewicht ihres
Schwinglagers den Riemen in allen Stellungen des Stampfgeschirres gespannt
erhält.
Die sich abscheidenden Unreinigkeiten, insbesondere die aus den Cocons ausgestampften
Puppen u.a.m., sammeln sich unter dem falschen Boden A',
von wo sie von Zeit zu Zeit durch eine leicht verschließbare Oeffnung ausgezogen und
als geschätztes Dungmittel verwerthet werden. Durch diese Oeffnung wird auch das
Schmutzwasser abgelassen, namentlich gegen Ende der 4 bis 6 Stunden andauernden
Behandlung, welche mit einem Ausspülen der gestampften Cocons mit warmem Wasser
schließt.
Wie oben schon erwähnt, wird die aus den Gährfässern ausgezogene Strusi vortheilhaft
mit warmem Wasser in der Coconstampfe – höchstens 1/2 Stunde lang –
vorgewaschen.
Die Stampfmaschine wiegt ca. 2250 Kilogramme und kostet
ungefähr 2850 Franken; sie erfordert an Raum 1,8 × 1,5 Meter und an
Betriebskraft etwa 3/4 Pferdestärke bei 100 Umdrehungen der Hauptwelle. –
Die Wasch- und Stampfmaschine dient zum gründlichen Auswaschen und Ausspülen der
präparirten Florettmassen mit kaltem Wasser. Man begnügt sich aber nicht mit einem
reichlichen Wasserzufluß allein, sondern bringt das angewässerte Material auch noch
unter Stampfen, welche den Schmutz ausstoßen.
Diese Maschine ist auf der Ausstellung nicht vertreten; ich kann daher nur eine
flüchtige Reiseskizze derselben in Figur 4 vorführen.
Das Seidematerial wird auf die kreisförmig gebogene Rinne R ausgebreitet und mit etwa 8 bis 10 Umdrehungen pro Minute herumgeführt. Bei jeder Tour passirt das Material zwei
diametral einander gegenüber angeordnete Doppelsätze von 3 oder 4 Stampfen S, welche von der Hauptwelle A und Riemenscheibe A' angetrieben werden.
Die Hebedaumen B der einen Reihe der Stampfen sitzen
unmittelbar auf der Hauptwelle; die anderen hinter derselben, auf einer parallel
gelagerten Hülfswelle, welche von den Zahnrädern a
umgedreht wird und in der Zeichnung vollkommen verdeckt erscheint.
Die Waschrinne R mit einem Boden aus Holz hat siebförmig
gelochte Wände, um das Schmutzwasser durchzulassen; die Drehung derselben geht von der Hauptwelle
durch das Schneckengetriebe C auf die verticale Achse
D, auf welcher die Waschrinne geeignet befestigt
ist.
Unterhalb der Stampfen – je 2 Reihen zu 3 oder 4 Stampfen – ruht die
Waschrinne auf Rollen, welche die Stöße aufnehmen.
Die Waschrinne hat ca. 2 Meter äußeren Durchmesser. Für
den Betrieb werden 3/4 bis 1 Pferdekraft als genügend angegeben. Der Preis stellt
sich auf etwa 5300 Franken. –
Die Figur 5
zeigt uns die ebenfalls nicht ausgestellte, in Südfrankreich vielfach verwendete Klopfmaschine zum Auflockern und Aufweichen der
gewaschenen und getrockneten Cocons.
Der runde Tisch A, dessen äußerer Rand mit einem
Drahtrost bedeckt ist, auf welchem die Cocons ausgebreitet werden, erhält eine
langsame Umdrehung, um die Cocons nach einander an der Schlagvorrichtung
vorbeizuführen.
Das Klopfen der Coconmasse erfolgt durch kleine Schlagbretchen an dem Ende schmaler
Lederstreifen, welche gegenseitig versetzt auf einem breiten in Bewegung zu
setzenden Lederriemen aufgenäht sind. Um das Herabziehen der Cocons zu verhüten,
sind schwache Stängelchen a radial über den Tisch
gelegt.
Die Arbeiterin steht neben dem Schlagriemen und ordnet unaufhörlich die geklopften
Cocons.
Außer dem Preis von ungefähr 3000 Franken habe ich keine näheren Daten über diese
Klopfmaschine erlangen können. –
Die Besprechung des Cocon-Opener, der Fillingmaschine und der Kämmmaschine
setze ich ein anderes Mal fort.
37. Horizontale Ausbohr- und
Fräsmaschine, ausgeführt von der Sächsischen Maschinenfabrik (vormals Richard
Hartmann) in Chemnitz. (Fig. 6 u. 7.)
In Fortsetzung der Beschreibung der von oben genannter Firma ausgestellten Maschinen
komme ich zur Erklärung der in Figur 6 und 7 in zwei
Ansichten dargestellten horizontalen Ausbohr- und Fräsmaschine, welche sich
durch ihre schöne und gelungene Construction sowie durch ihre sorgfältige Ausführung
auszeichnet. Die Maschine eignet sich zum Ausbohren von Löchern, zur Herstellung von
Keilnuthen und Längsschlitzen, endlich zum Abfräsen von Flächen großer
Maschinentheile.
Der Aufspanntisch erscheint in der Abbildung nicht dargestellt; derselbe steht in
unmittelbarer Verbindung mit der Wange a – welche
in Figur 6
abgebrochen gezeichnet werden mußte –, auf welcher der Werkzeugständer b durch entsprechendes Vorgelege bei f von der Hauptwelle e
aus horizontal hin- oder hergeschoben werden kann. Auf
dem Ständer d findet der Werkzeugschlitten c in verticalem Sinne seine
Führung und Bewegung.
Die Bohrspindel d empfängt in jeder Stellung des Ständers
und des Schlittens ihre Drehung von der Hauptwelle e aus
durch Kegelräder g und h,
ferner durch die Spurräder i, k. Zur raschen Abstellung
der Drehung des Werkzeuges dient die Kuppelung bei n
(neben dem Rad i).
Beim Ausbohren stehen Ständer b und Schlitten c unbeweglich an ihrem Platz,
da die Bewegungsübertragung von der Hauptwelle nach dem Rädertrieb bei f durch die Kuppelung q
unterbrochen ist. Die Bohrspindel d aber dreht sich
ungehindert und erhält ihren Vorschub in bekannter Weise durch das Handrad l oder selbstthätig durch den in Figur 7 bei m ersichtlichen Rädertrieb, welcher die Mutter am
Handrad l rascher oder langsamer dreht als die
Bohrspindel.
Um jedoch die fortschreitende Bewegung des Bohrers vorwärts und rückwärts mit
größerer oder geringerer Geschwindigkeit zu erzielen, sind 4 Räderpaare: 47/43, 46
44 und 43/47, 44/46 vorhanden, von welchen jedoch stets nur das eine, für die
betreffende Bewegung entsprechende Räderpaar in Eingriff gebracht wird. Zu diesem
Zwecke sind die Zahnräder auf der Welle m in Keilnuthen
verstellbar, in ihrer Stellung jedoch mittelst Schräubchen festzuklemmen.
Zum Fräsen von Arbeitsflächen oder beim Bohren von
Keilnuthen etc. erhält der Ständer b oder der Schlitten
c die erforderliche Querbewegung, indem die
Kuppelung q entsprechend eingerückt wird. Liegt das
Kuppelungs-Gleitstück links am Kegelrädchen an, so pflanzt sich die Drehung
der Hauptwelle unverändert weiter; umgekehrt jedoch, wenn jenes mit dem
rechtsgelegenen Kegelrädchen in Eingriff tritt.
Das mit den entsprechenden Wechseln versehene Rädervorgelege f überträgt die Drehung, je nach der Stellung der betreffenden
Zahnkuppelungen r (Figur 6), auf die
innerhalb der Wangen a liegende Schraubenspindel s für die Horizontalbewegung des Ständers b
oder auf die parallel zur Schraubenspindel gelagerte
Welle t und von dieser durch Kegelrädchen auf die
stehende Schraubenspindel o zur Verticalverschiebung des
Schlittens c.
Indessen können diese Bewegungen des Ständers oder des Schlittens auch von Hand durch
einen auf das vierkantige Ende der Spindel s oder der
Welle l aufgesetzten Schlüssel bewerkstelligt
werden.
Was die Hauptabmessungen der beschriebenen Maschine betrifft, so ist die Wange a 5 Meter lang und 960 Millimeter breit. Die Lauffläche
des Schlittens hat
1,35 Meter Länge. Die verticale Verschiebung des Werkzeugschlittens beträgt im
Maximum 1,16 Meter. Der Schlitten ist 630 Millimeter hoch.
Der Preis der Maschine beträgt 3160 Thaler.
Tafeln