| Titel: | Die Ofenrohrbiegemaschine auf der Wiener Weltausstellung; von H. Falcke. |
| Fundstelle: | Band 211, Jahrgang 1874, Nr. XLIX., S. 258 |
| Download: | XML |
XLIX.
Die Ofenrohrbiegemaschine auf der Wiener
Weltausstellung; von H.
Falcke.
Aus der deutschen Industriezeitung, 1874, Nr.
1.
Mit Abbildungen auf Tab.
IV.
Falcke, Beschreibung der Ofenrohrbiegemaschine.
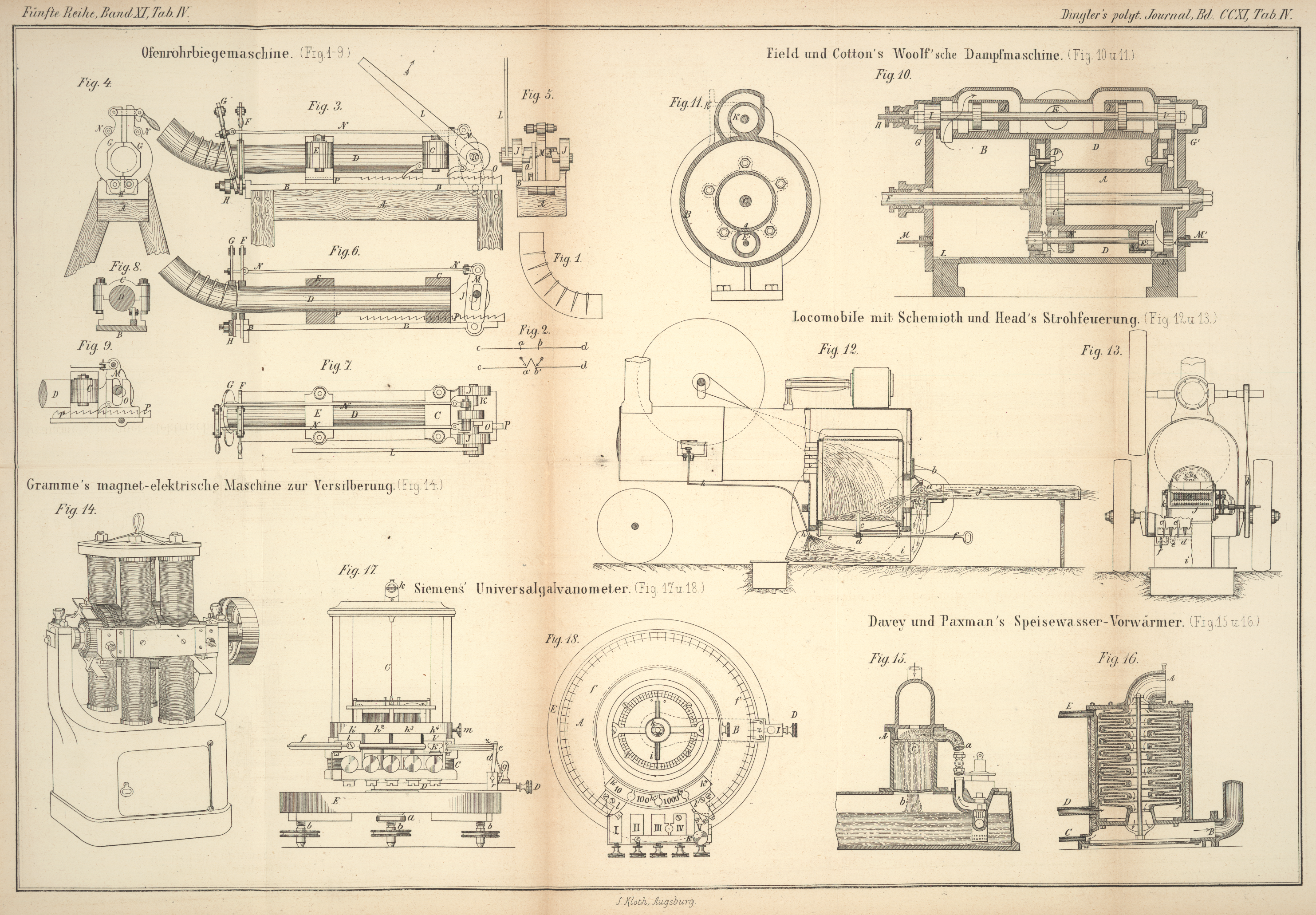
Seit einiger Zeit kommen im Handel anstatt der unzweckmäßigen, scharf gebrochenen
Ofenrohrkniee aus Schwarzblech solche vor, die nach einem Kreisbogen gekrümmt
erscheinen. Die sanfte Krümmung wird dadurch hervorgebracht, daß in dem ursprünglich
geraden Rohre Querfalten eingepreßt sind, die am concaven Theile des Kniees am
höchsten sind und nach dem convexen Theile nach und nach verlaufen (Fig. 1). Um sich die
Bildung der Falten zu versinnlichen, denke man sich in Fig. 2 durch die gerade
Linie cd einen Blechstreifen dargestellt, der in
den zwei Punkten a und b
festgeklemmt ist; sucht man nun die beiden Punkte a und
b einander zu nähern, so muß das gerade Blechstück
ab sich in ein winkelförmiges a¹ b¹, d.h. in eine Falte
zusammenschieben.
Vorrichtungen, um solche Falten in Schwarzblechröhren hervorzubringen und solche
sanft gekrümmte Knierohre zu erzeugen, fanden sich auf der Wiener Ausstellung zwei
vor, eine deutsche und eine amerikanische, die beide in der Hauptsache einander
ähnlich waren. In den Figuren 3 bis 9 habe ich
versucht, die deutsche Maschine so treu wiederzugeben,
als es mir bei dem bekannten Verbot, im Ausstellungsraum selbst zu skizziren,
möglich war, sie aus dem Gedächtniß aufzuzeichnen. Fig. 3 ist eine
Längenansicht, Figuren 4 und 5 sind Stirnansichten,
Fig. 6 ist
ein Längendurchschnittt, Fig. 7 ein Grundriß.
Auf einem Holzgestell A ist eine Platte B befestigt, und auf letzterer zunächst ein Ständer C angebracht, der einen cylindrischen Dorn D entsprechend der Rohrweite trägt. Eine weitere
Unterstützung findet dieser nur an einem Ende festgemachte Dorn in dem Stücke E, welches dem Ständer C
ähnlich gestaltet ist, sich aber auf der Grundplatte B
in der Längenrichtung des Dornes verschieben läßt. Auf der einen Stirnseite, wo der
Dorn endet, sind zwei Zungen F und G aufgestellt; die eine, F,
steht fest und aufrecht, die andere, G, kann eine
schräge Lage (Fig.
3) annehmen und aus dieser in die aufrechte übergehen. Jede Zangenhälfte
ist um einen aus dem Stirnrade der Platte B vorragenden
Bolzen beweglich, nach der Außenform des Rohres ausgehöhlt und mit einem sich genau
an diese anpassenden Stahlfutter versehen. Das Zusammenhalten je zweier
zusammengehöriger Zangenhälften erfolgt durch einen oben übergelegten Bügel oder Zaum und das feste
Anziehen durch einen kleinen Handhebel mit Excenter. Damit die schräge Zange G unten nicht ausweichen kann, ist eine Platte H vorgelegt, die sich auch durch die Bolzenmuttern etwas
verstellen läßt.
Der Ständer C läuft in ein Paar Seitenbacken I aus (Fig. 7), welche als Lager
für eine gekröpfte oder Krummzapfenwelle K dienen, die
man durch den großen Handhebel L umdrehen kann. Der
excentrische Theil der Welle K spielt in dem Schlitz
eines aufrechten Hebels M, der unten um ein Scharnier in
der Platte B schwingt. M ist
durch zwei Zugstangen N mit der Zange G zusammengehängt und durch Drehen des Hebels L in Pfeilrichtung wird alsdann die Zange G aus der schrägen in die aufrechte Stellung gebracht.
An den Support E ist eine mit Sperrzähnen versehene
Stange P festgemacht, und der excentrische Theil der
Krummzapfenwelle K wirkt außer auf M auch noch auf einen Schieber O, der die Zahnstange P übergreifend auf B hingleiten kann und einen Einleger besitzt, der in die
Zähne von P einzuhalten vermag.
Bei der vorhin angedeuteten Drehung des Hebels L nach der
Pfeilrichtung geht der Schieber O nach rechts und der
Einleger setzt in einen neuen Zahn der Stange P; wird
L dann zurückgedreht, so geht der Schieber O nach links und schiebt mittelst des Einlegers die
Zahnstange und den Support E vor sich her, beiläufig
bemerkt, gerade so viel, als das Maaß von einer Rohrfalte zur anderen (am convexen
Theil des Kniees gemessen) betragen soll, wornach die Zahnstange einzutheilen
ist.
Soll mit der Maschine gearbeitet werden, so werden zunächst bei der Stellung der
Maschine nach Fig.
3 beide Zangen geöffnet, das zu biegende Rohr (welches ganz genau
cylindrisch gearbeitet seyn muß) auf den Dorn D
aufgeschoben, bis es am Support E anstößt, sodann beide
Zangen fest geschlossen. Durch das nun erfolgende Drehen des Handhebels L in der Pfeilrichtung geht die Maschine in die Stellung
Fig. 6
über, die Zange G nähert sich also der aufrechten
Stellung und schiebt dadurch das von ihr erfaßte Rohrstück vor sich hin, so daß, wie
in Fig. 2
angegeben war, die Falte gebildet werden muß, die natürlich, weil die Zange erst
schräg stand, obenauf am größten und nach den beiden Seiten herunter nach und nach
schwächer ausfallen muß. Durch fortgesetzte Drehung des Hebels L wird die Falte so zusammengedrückt, daß die Punkte a¹ b¹ dicht zusammenhalten.
Nach Vollendung der Faltenbildung öffnet man beide Zangen und dreht den Hebel L zurück in die Stellung Fig. 3; hierbei schiebt
der Schieber O die Zahnstange und den Support, wie schon
erwähnt, nach links und auch das auf dem Dorn steckende Rohrstück soweit zurück, daß
es gerade richtig
steht, um die nächste Falte anzupressen. Es brauchen jetzt nur die beiden Zangen
wieder geschlossen und der Hebel L von Neuem gedreht zu
werden, um die zweite Falte zu bilden und das Rohr zur dritten zurecht zu schieben.
Ein anderer Einleger am Ständer C verhindert den
Rückgang der Zahnstange oder des Supportes E.
Gute Qualität des Bleches und vorherige genaue Zurichtung des Rohres sind natürlich
Hauptbedingungen für das gute Gelingen der Arbeit und ein fehlerfreies Product.
Bei der amerikanischen Maschine war die Einrichtung so
getroffen, daß die Zange G noch etwas weiter gehen
konnte, als das bloße feste Zusammendrücken der beiden Faltenwände erfordert; es
wurde vielmehr die ganze Falte selbst noch umgelegt, so daß sich von der concaven
Seite des Kniees nicht so hoch vorstehende Faltrippen zeigten; dieß setzt aber
natürlich ein äußerst weiches, ausgezeichnetes Material voraus, wenn nicht Risse an
den vermehrten scharfen Umbiegungen des Bleches entstehen sollen.
Tafeln