| Titel: | Ueber mechanisches Puddeln; von P. Tunner. |
| Fundstelle: | Band 213, Jahrgang 1874, Nr. XXXVI., S. 123 |
| Download: | XML |
XXXVI.
Ueber mechanisches Puddeln; von P. Tunner.Vorgetragen in der Ausschußsitzung des montanistischen Vereins für Steiermark am
3. Juni 1874 und mitgetheilt durch die österr. Zeitschrift für Berg- und
Hüttenwesen, Juli 1874 S. 240.
Mit Abbildungen auf Tab.
II.
Tunner, über mechanisches Puddeln.
Das mechanische oder Maschin-Puddeln hat durch den Danks'schen Ofen die allgemeine Aufmerksamkeit nicht nur in den
Vereinigten Staaten von Nordamerika und in England, sondern auch am europäischen Continente, insbesondere
in Frankreich, Belgien, Deutschland und Oesterreich erregt. In allen diesen Staaten
sind Versuche mit Danks'schen Oefen gemacht worden.
Namentlich in England, wo dieser Gegenstand von dem „Iron and Steel
Institute“ in die Hand genommen wurde, ist darin mit aller Energie
und Gründlichkeit vorgegangen worden und haben mehrere Firmen im Großen sich mit Danks'schen Oefen eingerichtet.
1) Nach Angabe des Hrn. J. L. Bell, M.
P., in seiner Präsidenten-Adresse, welche er bei Eröffnung der Sitzung des
„Iron and Steel Institute“ in London am 6. Mai 1874
gehalten hat, sind diese Firmen folgende:
a) Bolckow, Vaughan and Co. in Middlesbrough, welche alsogleich (1871/2) zwei Danks'sche Versuchsöfen in Gang setzten.
b) Hopkins, Gilkes and Co. ebendaselbst, welche eine vollständige Hüttenanlage
nach Danks'schem Principe errichteten, worin zwei
Kupolöfen zum Vorschmelzen des Roheisens, 12 rotirende Oefen mit kräftigen Maschinen
zum Luppenpressen und ein Luppenwalzwerk nach dem Drei-Walzen-System
enthalten sind.
c) Die Erimus Iron Company gleichfalls in Middlesbrough, welche eine
complette Hütte mit 12 Danks'schen Oefen bauten, zu der
gegenwärtig noch die erforderlichen Vollendwalzwerke zur Fabrikation des fertigen
Stabeisens hinzukommen.
d) Die North of England Industrial
Iron Company hat auf ihren Werken bei Stockton 8 Danks'sche Oefen mit allen dazu erforderlichen Maschinen zur Erzeugung der
Puddelschienen errichtet.
e) Zu diesen an dem Flusse Tees oder dessen Nähe
gelegenen Hütten hat Robert Heath im Norden von
Staffordshire 6 Danks'sche Oefen errichtet.
Wesentlich unterstützt wurden diese Unternehmungen durch den Umstand, daß gerade in
der Zeit, als der neue Ofen durch Danks' Vortrag bei der
Versammlung im Jahre 1871 bekannt und durch die eigens zu dessen Untersuchung nach
Amerika gesendete Commission empfohlen worden ist, nicht allein die Arbeitslöhne auf
eine bisher unbekannt gewesene Höhe gestiegen sind, sondern daß die nöthigen
Arbeitshände zur Befriedigung der gesteigerten Anforderungen auf den Puddelhütten
absolut nicht zu haben waren. In letzterer Zeit hat allerdings ein großer Rückschlag
in der Beschäftigung wie in der Prosperität der Eisenwerke stattgefunden, aber
nichtsdestoweniger muß auch jetzt – und zwar mehr als je – jede
Erleichterung oder Verwohlfeilerung, welche das mechanische Puddeln gewährt, mit
allem Eifer ergriffen werden.
Bell sah sich jedoch zu dem Bekenntniß gedrungen, daß die
ursprünglichen Erwartungen von dem Danks'schen
Maschinpuddeln sich in England bisher nicht ganz erfüllt haben. Abgesehen von
einigen Uebelständen in dem ursprünglichen Bewegungs-Mechanismus, die durch
entsprechende Aenderungen größtentheils behoben worden sind, ist es hauptsächlich
die geringe Dauer des inneren Ofenfutters, welche vom Anfange an und bis zur Stunde
am meisten Anstand verursacht. Auf einer der genannten Anlagen ist deshalb das Danks'sche System nach einigen Betriebsmonaten wieder
abgeworfen worden, während auf den übrigen zwar die Existenz von noch nicht
überwundenen Schwierigkeiten zugegeben, aber dennoch in der Ueberzeugung
fortgearbeitet wird, daß schließlich ein entsprechender Erfolg erzielt werden wird.
Es erscheint diese echt englische Beharrlichkeit um desto mehr am Platze zu sein,
als allenthalben zugegeben wird, daß die mit dem Danks'schen Maschinpuddeln erzielte Eisenqualität, verglichen mit jener des
Handpuddelns, eine vorzüglichere ist.
Ohne Zweifel wird jeder rationelle Eisenhüttenmann in wie außerhalb England dem
entschiedenen Vorgehen des „Iron and Steel Institute“, wie dem
beharrlichen Verfolgen dieses wichtigen Gegenstandes von Seite mehrerer englischer
Firmen seine volle Anerkennung nicht versagen. Von nicht minderem Interesse sind
aber auch jene Versuche, welche neuerlichst mit dem Maschinpuddeln nach einem von
dem Danks'schen verschiedenen Principe in Angriff
genommen worden sind.
Zu diesen Versuchen gehört das Verfahren von Riley und Henley, welches auf den Pontnewynydd Iron Works, in der
Nähe von Pontypool, angewendet ist.Journal des „Iron and Steel Institute“, Bd. I S.
519.
Der Herd dieses Puddelofens besteht aus einer kreisrunden Pfanne mit schiefen
Seitenwänden, welche zur Aufnahme der Sinter- oder Schlackensohle bestimmt
ist. Diese Pfanne ruht auf einer verticalen Spindel und kann durch einen einfachen
Mechanismus in Rotation versetzt werden. Im Uebrigen ist dieser Puddelofen von einem
gewöhnlichen wenig verschieden, nur sind die Umfassungsplatten (der Mantel) in der
Höhe des Bodens der genannten Pfanne durchbrochen, damit durch die zuströmende kalte
Luft unter der Pfanne eine äußere Kühlung derselben bewirkt werden kann. Es dürfte
ohne weitere Beschreibung klar sein, daß mit einem solchen in horizontaler Ebene
rotirenden Puddelherde die Puddelarbeit selbst wesentlich erleichtert ist. Es wurde
diese Idee von dem gegenwärtigen Assistenten an der Leobener Bergakademie Joseph v.
Ehrenwerth schon vor mehreren Jahren ausgesprochen,
in Oesterreich patentirt und war auf der Wiener Weltausstellung im Jahre 1873Ein auf senkrechter Welle rotirender flacher gußeiserner Herd, in welchem
behufs Durcharbeitung des geschmolzenen Eisens Rührschaufeln von Hand oder
mechanisch bewegt werden können. Zur Kühlung des Bodens dienen Brausen,
welche Wasser gegen denselben spritzen, Die Seitenwände können in
verschiedener Weise gekühlt werden. Nähere Beschreibung mit Zeichnung findet
man in Kerpely: Das Eisen auf der Wiener Weltausstellung 1873, S. 174 (Verlag von
August Jörges, Schemnitz 1873) und daraus in der berg- und
hüttenmännischen Zeitung, 1874 S. 8.Die Red. v. D. p. J. im Pavillon von Kärnten in einem Modelle
zur Anschauung gebracht, daher es nicht wohl einzusehen ist, worin bei der
Vorrichtung von Riley und Henley das Neue besteht und worauf diese ein englisches Patent genommen
haben. Aus der englischen Beschreibung scheint mir überhaupt hervorzugehen, daß
dieselben mit der Anwendung ihres Verfahrens noch kaum über die ersten
Versuchsstadien hinausgekommen sind.
Ungleich wichtiger als die so eben berührte Vorrichtung präsentirt sich beim ersten
Anblick jene von Pernot, welche seit Kurzem auf den
bekannten Eisenhütten der Firma Petin und Gaudet zu St. Chamond (Frankreich) in Thätigkeit
ist.„Iron“, April 1874, S. 518.
Pernot wählte ebenfalls einen kreisrunden Puddelherd,
welcher jedoch nicht in einer horizontalen, sondern in einer so stark nach der
Arbeitsthür geneigten Ebene rotirt, daß ungefähr die
Hälfte des Herdbodens gegenüber der Arbeitsthür, von dem eine horizontale Lage
einnehmenden geschmolzenen Eisen unbedeckt bleibt. Durch diese Aenderung in der Lage
des rotirenden Herdes werden offenbar wesentliche Vortheile erreicht. Der vom
Metallbade unbedeckt bleibende Herdtheil wird von der Flamme unmittelbar erhitzt und
oxydirt, und durch dessen bei der Rotation beständig wieder unter das Eisenbad
geführten Lage wird das Puddeln bewirkt – um so vollkommener, als bei der
Rotation, theils durch die Adhäsion, theils durch die Centrifugalkraft, das flüssige
Eisen veranlaßt wird, in einer dünnen Belegung am Herde aufzusteigen, wodurch die
der Oxydation ausgesetzte Oberfläche desselben bedeutend vermehrt wird. Es ist in
dieser Beziehung nahezu dasselbe erreicht, wie bei dem Danks'schen Ofen.
Mit dem kreisrunden Herdboden ist an dessen Rande eine Kranzleiste verbunden, welche
die Lager für mehrere Gleitrollen trägt, während im Centrum desselben rechtwinkelig
die Drehungsachse befestigt ist. Unter dem Herdboden befindet sich, auf einem
Wagengestelle mit zwei Paar Rädern von ungleichem Durchmesser ruhend, eine gleich
dem Herdboden geneigte Eisenplatte, welche mit der ringförmigen Laufbahn für die
Gleitrollen und mit dem Lager für die Drehungsachse versehen ist. Das Wagengestelle
ruht mit seinen Rändern auf einer Eisenbahn, wodurch das Ganze sammt dem Herdboden
auf der hinteren Seite des Ofens hinausgeschoben resp. wieder eingefahren werden
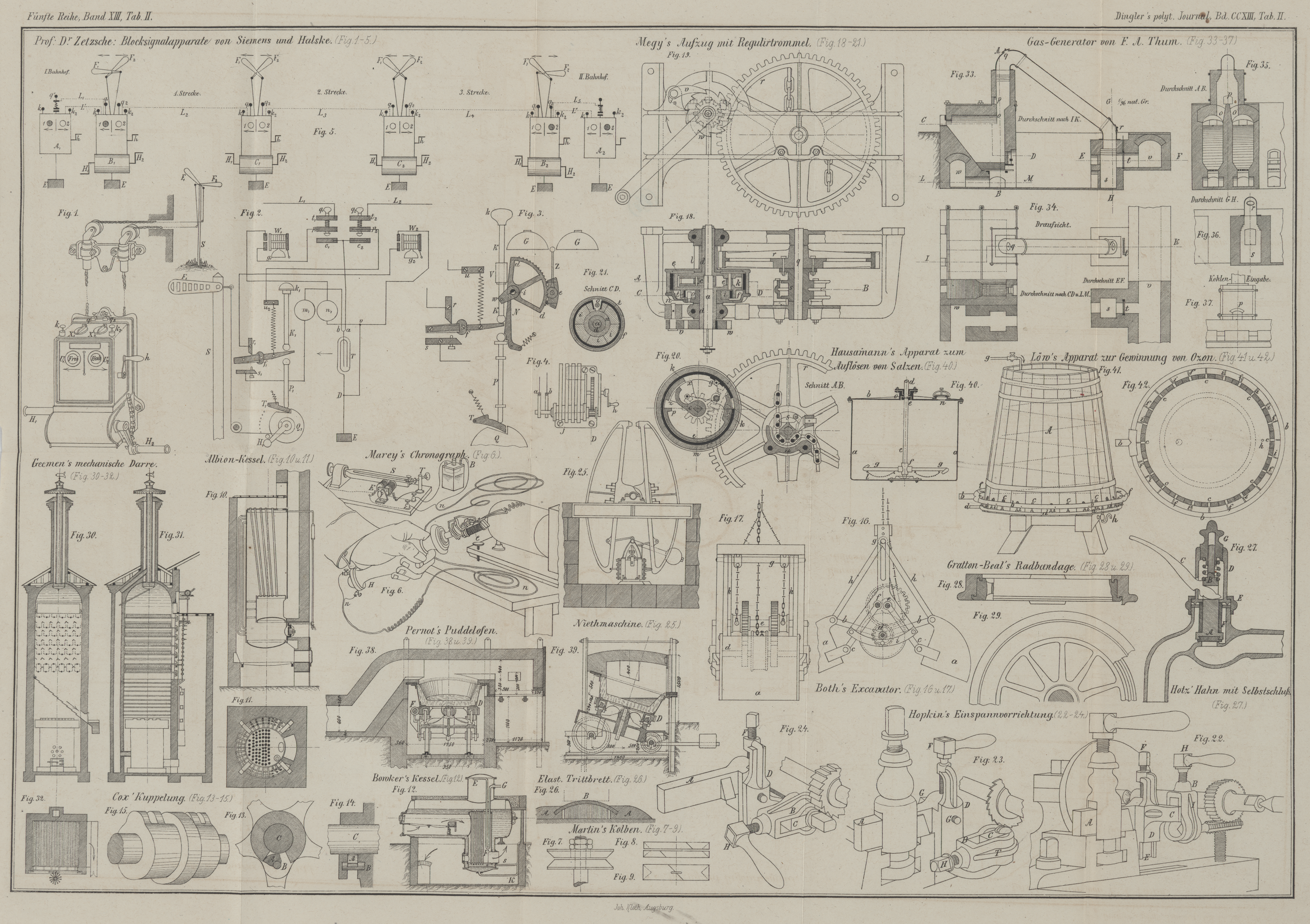
kann, wie aus Figur
38 und 39 zu ersehen ist. Zur Vermittelung der Drehung des Herdes ist an der
Kranzleiste bei D eine Verzahnung angebracht, in welche
eine Schraube ohne Ende F eingreift, die ihrerseits mit
Riemenscheibe in Rotation versetzt werden kann. Gewöhnlich macht der Herd während des Puddelns per Minute 5 bis 6 Umdrehungen.
Die übrigen Einrichtungen des Ofens bleiben die eines gewöhnlichen Puddelofens, was
insbesondere von der Arbeitsthüre gilt, daher nach erreichter Garung, wie bei einem
Handpuddelofen die Luppen, und zwar stets vor der Arbeitsthür, in beliebiger Größe
oder Anzahl gebildet und herausgeholt werden können. Das Drücken der Luppen, wie
überhaupt die ganze weitere Procedur bleibt sonach die gewöhnliche, wodurch die
Anwendung des mechanischen Puddelns nach Pernot auf einer
bestehenden Hütte, gegenüber dem Maschinpuddeln nach Danks, außerordentlich erleichtert ist.
Der erste nach Pernot's Principe auf den Hütten von Petin und Gaudet eingerichtete
Versuchsofen war nur für Chargen von 300 Kilogrm. berechnet; allein es zeigte sich
bald, daß der ganze Verlauf des Processes sich mit Chargen zu 400 Kilogrm. gleich
gut oder noch besser stellen müsse, wenn der rotirende Herd die nöthige Größe
erhält. Neuerlichst empfiehlt Pernot, daß diese Oefen zur
Aufnahme von Chargen zu 800 bis 1000 Kilogrm. eingerichtet werden, und glaubt, daß
die Operation mit diesen großen Chargen bei unverändertem Feuerraume gleich
vollkommen verlaufen würde, indem die Hitze durch das rasche Verbrennen von Silicium
und der Kohle des Roheisens, ähnlich wie bei dem Bessemern, wesentlich vermehrt
werden müßte.
Das nach Pernot's Methode producirte Puddeleisen soll
anerkannt von besserer Qualität sein, als das aus demselben Roheisen in einem
gewöhnlichen Puddelofen dargestellte. Es bietet Pernot's
Ofen in dieser Beziehung nahezu die gleichen Vortheile, wie der Danks-Ofen, indem das mechanische Bearbeiten der
flüssigen Eisenmasse bei diesen Oefen gleichvollkommen durch die regelmäßige
Rotation des Ofens bewirkt wird.
Die Oekonomie bei Pernot's Ofen ist ingleichen eine sehr
günstige, da bei der gleichen Zahl von Arbeitshänden schon mit den bisherigen
kleineren Oefen die Productionsmenge oft mehr als das doppelte von einem
gewöhnlichen Ofen erreicht. Der Kohlenverbrauch stellt sich bei Verarbeitung von
grauem Roheisen nur auf 12 Hektoliter, wogegen in den gewöhnlichen Puddelöfen oft 16
bis 17 H. L. gebraucht werden. Der Herd leidet nicht so stark und ist viel leichter
zu repariren als beim Danks'schen Ofen, was ein großer
Vortheil des ersteren ist. Selbstverständlich können bei Pernot's Ofen, wie bei jenem von Danks,
einzelne Theile mit Wasserkühlungen geschützt werden. Endlich soll auch der
Metallverlust sehr gering sein, bei Chargen zu 500 Kilogrm. nicht mehr als 4 Proc. betragen,
während er in den alten Oefen ungefähr 10 Proc. erreicht.
Bei einem neuen Ofen wird der im Boden und den geneigten Seiten aus vernietetem
Eisenblech hergestellte Behälter des kreisrunden Herdes mit Eisenoxydaten,
Puddelofenschlacken in verschieden großen Stücken ausgekleidet. Die erste derartige
Auskleidung erhält eine Dicke von 5 bis 6 Centimeter. Hierauf wird der Herdboden mit
dem Wagengestelle in den Ofen eingefahren und so nahe als thunlich an die eisernen
Platten angeschlossen, welche dem Ziegelwerke des Ofens als Träger dienen. Uebrigens
braucht dieser Anschluß kein absolut dichter zu sein, weil namentlich bei einer
Feuerung mit Gebläsewind erfahrungsmäßig weder die Erhitzung noch die Arbeit
irgendwie beeinträchtigt wird, wenn sich daselbst theilweise ein Zwischenraum bis zu
3 oder 4 Centimenter bildet. Wenn der eingeführte neue Herdboden durch die Feuerung
bis zur Weißhitze gebracht ist, werden die Zwischenräume der Auskleidung mit
kleineren Eisenoxydaten, gepochter Schlacke, Hammer- und Walzensinter
ausgefüllt, kurz in der gewöhnlichen Art und Weise vorgegangen, um eine glatte
Oberfläche zu erzielen, wobei der Herd in langsame Umdrehung (3 bis 4 Touren in der
Minute) versetzt und das feine Ofenfutter über den ganzen Herd gestreut und
gleichzeitig mit einem geeigneten Werkzeuge der entsprechenden Formirung in den
Ecken des Herdes nachgeholfen wird. Die Rotation des Herdes erleichtert wesentlich
die Herstellung des Herdbodens, wobei sowie auch während des Puddelns das theilweise
nöthige Abkühlen durch einen Wasserstrahl sehr bequem auszuführen ist. Besonders bei
der Operation des Puddelns kann hierbei mit einem feinen Wasserstrahl die richtige
Temperatur in den einzelnen Theilen ebenso präcise wie beim Danks'schen Puddelofen regulirt werden, indem alle Theile des Herdes
successive dem Wasserstrahl blosgelegt erscheinen.
Ist der Herd in Stand gesetzt, so erfolgt das Chargiren des Ofens mit kaltem
Roheisen, und hat der Puddler bis zur erreichten Gare des Einsatzes ungefähr
dieselbe Arbeit wie bei einem Danks'schen Ofen. Das gare
Eisen wird aber, wie bereits angeführt wurde, nach Pernot
in einzelne Luppen geformt, wobei im Vergleich mit einem gewöhnlichen Puddelofen
jedoch die wesentliche Erleichterung geboten ist, daß die Bearbeitung stets
unmittelbar vor der Arbeitsthür erfolgt, das Eisen für die einzelnen Luppen nicht
aus den verschiedenen Theilen des Ofens herbeigeschafft werden muß. Eine Charge von
zehn Centner, wie sie zuletzt in Anwendung gebracht wurden, wird in der Regel in 7
bis 8 Luppen getheilt, und dauert diese Operation sammt dem Transporte der Luppen zum Hammer nahe
eine halbe Stunde. Eine vollkommene Operation einschließlich des Luppendrückens
erfordert eine Stunde und 25 Minuten. Zum Rostputzen und Winderhitzen des Ofens kann
durchschnittlich eine halbe Stunde gerechnet werden.
Folgende numerische Resultate werden angeblich bei einem Pernot'schen Ofen zu St. Chamond im Verlaufe einer Woche – d. i. in
11 zwölfstündigen Schichten – erhalten: Erzeugung 25 Tonnen (500
Zoll-Ctr.) schönes Puddeleisen, während bei demselben Roheisen (graues
Holzkohlenroheisen) in einem gewöhnlichen Handpuddelofen blos 12 Tonnen (240 Ctr.)
producirt werden. Der Bedarf an Roheisen, welcher sich bei den alten Oefen auf nahe
1200 Kilogrm. stellt, beträgt bei den neuen Oefen nur 1030 Kilogrm. zur Darstellung
von 1000 Kilogrm. gepuddelten Eisens. Die Handarbeit und sonstigen kleinen Ausgaben
sind wesentlich vermindert, und der Kohlenverbrauch wurde von 1500 auf 1200 Kilogrm.
vermindert.
Pernot's Ofen machte auf mich bei seinem ersten
Bekanntwerden einen sehr günstigen Eindruck, indem er mir einerseits den
wesentlichsten Vortheil vom Danks'schen Ofen, das
vollkommene Durchrühren mit Maschinenkraft beizubehalten scheint, andererseits aber
den vornhmsten Nachtheil des letzteren, die schwierige Erhaltung und Reparatur des
Ofenfutters, vermindert. Es dünkt mir der Pernot'sche
Ofen eine sehr einfache und glückliche Combination von dem Danks'schen Ofen mit dem ebenen, horizontal rotirenden Puddelherde zu
sein. Und nachdem der Pernot'sche Ofen an und für sich
nicht sehr kostspielig herzustellen ist, sonstige neue Vorrichtungen aber gar nicht
erheischt, so erachte ich einen baldigen Versuch mit demselben auf einem unserer
größeren Puddelwerke als sehr angezeigt. Jedenfalls ist diese Neuerung so wichtig,
daß sie die volle Aufmerksamkeit unserer Leiter von Puddlingshütten verdient, welche
ich mit dieser Publication anregen wollte.
Tafeln